一种进给系统及双动力轴深孔钻床的制作方法
1.本实用新型涉及深孔钻床技术领域,特别涉及一种进给系统及双动力轴深孔钻床。
背景技术:
2.数控深孔钻床是一种专门类机械加工设备。数控深孔钻床广泛地应用于军工、航天、汽车和模具行业等零件的深孔加工。所谓深孔,一般是指孔深与孔径之比大于10,甚至到100或100以上的孔。但是,随着军工、航天、汽车和模具行业的飞速发展,待深孔加工的零件种类以及数量日益增多,对钻杆箱的加工能力越来越苛刻。
技术实现要素:
3.(一)实用新型目的
4.本实用新型的目的是提供一种进给系统及双动力轴深孔钻床,通过在待钻孔工件两端的两个相对方向的双动力轴同时进行钻孔,钻孔精度高,加工效率高。
5.(二)技术方案
6.为解决上述问题,根据本实用新型的一个方面,本实用新型提供了一种进给系统,包括:驱动电机;以及用于安装进给部件的上导向座,所述上导向座上开设有贯通所述上导向座的通孔,连接杆的一端与第一下导向座连接,连接杆的另一端穿过所述通孔后与第二下导向座;所述第一下导向座通过联轴结构与所述驱动电机连接,以传输驱动电机的动力。
7.进一步的,所述工件支撑装置包括:基座、两个滚轮部和进给部;所述基座与所述床身连接,两个所述滚轮部间距布置于所述基座上,用于支撑所述待钻孔工件;所述进给部与所述基座连接,所述进给部配置为驱动两个所述滚轮部移动,以调整所述待钻孔工件的相对位置。
8.进一步的,还包括:钻杆支撑装置;所述钻杆支撑装置设置于所述钻杆箱和所述工件支撑装置之间,用于支撑所述钻杆刀具;所述钻杆支撑装置包括:基座、支撑架和钻杆套;所述基座与所述床身连接,所述支撑架与所述基座连接,所述钻杆套与所述支撑架连接,所述钻杆套用于套设所述钻杆刀具。
9.进一步的,所述钻杆箱包括钻轴箱体、传动部、驱动部、钻杆轴和基座;所述基座与所述床身连接,所述钻轴箱体设置于所述基座上,所述传动部与所述钻轴箱体连接,所述钻轴箱体和所述驱动部通过所述传动部内设置的传动带连接,所述钻轴箱体与所述驱动部之间的相对位置能够调整。
10.进一步的,还包括:授油器;所述授油器设置于靠近所述待钻孔工件两端的位置,且位于所述待钻孔工件下方,用于支撑顶紧所述待钻孔工件,对所述待钻孔工件进行定位的同时为所述钻杆刀具提供导向。
11.进一步的,还包括:冷却排屑过滤系统;所述冷却排屑过滤系统靠近所述钻杆箱设置,所述钻杆箱带动所述钻杆刀具旋转的同时,废屑从靠近所述钻杆箱的一端排出,进入所
述冷却排屑过滤系统。
12.根据本实用新型的另一个方面,本实用新型还提供了一种双动力轴深孔钻床,包括以上所阐述的进给系统。
13.(三)有益效果
14.本实用新型的上述技术方案具有如下有益的技术效果:
15.本实用新型的进给系统及双动力轴深孔钻床是深孔加工设备,主要用于轧辊产品的深孔加工,待钻孔工件固定在深孔加工设备的中间位置,待钻孔工件两端的两个相对方向的双动力轴同时进行钻孔,一次作业可完成3米以内的钻孔,加工效率高。同时,双动力轴刀具旋转进给在轧辊轴径下方位进行钻孔的结构设计,有效解决了轧辊深孔加工跑偏严重,孔对接度不好,加工后直线度差的问题,以提高钻孔精度。
16.同时,采用bta(boring and trepanning association,深孔钻削)内排屑钻孔加工工艺,性能稳定,整体外形美观、统一整洁。
附图说明
17.图1是本实用新型实施例提供的双动力轴深孔钻床的立体结构图;
18.图2是本实用新型实施例提供的双动力轴深孔钻床的俯视结构图;
19.图3是本实用新型实施例提供的双动力轴深孔钻床的床身结构示意图;
20.图4是本实用新型实施例提供的双动力轴深孔钻床的工件支撑装置结构示意图;
21.图5是本实用新型实施例提供的双动力轴深孔钻床的钻杆支撑装置结构示意图;
22.图6是本实用新型实施例提供的双动力轴深孔钻床的钻杆箱结构示意图;
23.图7是本实用新型实施例提供的双动力轴深孔钻床的授油器结构示意图;
24.图8是本实用新型实施例提供的双动力轴深孔钻床的授油器的不同角度结构示意图;
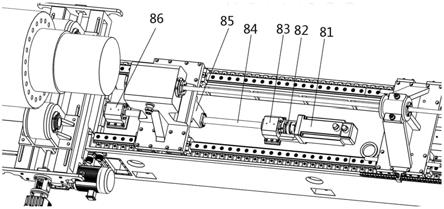
25.图9是本实用新型实施例提供的双动力轴深孔钻床的进给系统结构示意图;
26.图10是本实用新型实施例提供的双动力轴深孔钻床的冷却排屑过滤系统结构示意图。
27.附图标记:
28.1-床身;2-钻杆支撑装置;3-刀具;4-工件支撑装置;5-钻杆箱;6-冷却排屑过滤系统;7-授油器;8-进给系统;9-待钻孔工件;11-外部件;12-中间件;21-基座;22-支撑架;23-钻杆套;41-基座;42-滚轮部;43-进给部;51-钻轴箱体;52-传动部;53-驱动部;54-钻杆轴;55-基座;61-油箱;62-过滤设备;63-油冷却器;64-驱动部件;65-油箱盖翻盖;66-储屑车;67-排屑机;68-过渡管道;71-移动部件;72-授油器基座;73-授油器箱体;74-第一导向套;75-第二导向套;81-驱动电机;82-联轴结构;83-第一下导向座;84-连接杆;85-上导座;86-第二下导向座。
具体实施方式
29.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不
必要地混淆本实用新型的概念。
30.下面结合附图和实施例对本实用新型进行详细说明。
31.图1是本实用新型实施例提供的双动力轴深孔钻床的立体结构图,图2是本实用新型实施例提供的双动力轴深孔钻床的俯视结构图,请参看图1和图2。
32.本实用新型的实施例提供了一种双动力轴深孔钻床,包括:床身1、钻杆支撑装置2、刀具3、工件支撑装置4、钻杆箱5、冷却排屑过滤系统6、授油器7和进给系统8。
33.床身1是机床的基础部件,其刚度直接影响着整个机床的工作性能和工作精度,床身1一体成型,或床身1为分体拼接结构。
34.优选的,图3是本实用新型实施例提供的双动力轴深孔钻床的床身结构示意图,在该实施例中,当床身1为分体拼接结构时,床身1包括:外部件11和中间件12,中间件12位于两个外部件11中部,从而得到由三部分拼接而成的床身1。分体拼接结构容易运送和安装,且能够在损坏时进行替换。
35.可选的,本实施例的床身1形成为空心结构,以减小机床整体重量。同时,床身1采用树脂砂造型,ht300优质铸铁铸造,具有很好的外观和强度,筋板布局合理,π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。
36.优选的,床身1外部还安装有防护,能够增强机床整体的外观防护性能,同时保证机床在使用时不漏油。且床身1远离地面的一侧形成有导轨,中间件12导轨部分为双平承重导轨,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。两个外部件11导轨部分采用线性导轨。
37.图4是本实用新型实施例提供的双动力轴深孔钻床的工件支撑装置结构示意图,请查看图4,两个工件支撑装置4均设置于中间件12的导轨上,支撑待钻孔工件9的两端分别安装在两个工件支撑装置4上。具体地,工件支撑装置4包括基座41、两个滚轮部42和进给部43。基座41与中间件12连接,安装于中间件12的导轨上,两个滚轮部42间距布置于基座41上,用于支撑待钻孔工件9,且两个滚轮部120的布置间距可以根据待钻孔工件9的实际尺寸进行调整,以适用于不同口径的待钻孔工件9;进给部43与基座41连接,进给部43配置为驱动两个滚轮部42移动,以调整待钻孔工件9的相对位置,从而调整待钻孔工件9的定位精度,提高钻床的加工精度,满足用户的使用需求。
38.图5是本实用新型实施例提供的双动力轴深孔钻床的钻杆支撑装置结构示意图,请查看图5,两个钻杆支撑装置2分别安装于两个外部件11的导轨上,用于安装和支撑刀具3,使得位于待钻孔工件9两端的两个刀具3在同一条轴线上,以便钻孔时,两个刀具3从两个相反的方向钻同一个深孔。
39.具体地,钻杆支撑装置2包括:基座21、支撑架22和钻杆套23,支撑架22与基座21连接,钻杆套23与支撑架22连接,钻杆套23用于套设刀具3。可选的,钻杆套23配置为可拆卸连接于支撑架22上,具有更换钻杆操作简单方便的特点,满足操作人员快速更换钻杆的工作需求,并提升生产效率。
40.优选的,钻杆支撑装置2的数量可以为多个,多个数量的钻杆支撑装置2共同作用于待钻孔工件9,可进一步保证待钻孔工件9的定位精度,提升钻孔加工精度和效率。
41.图6是本实用新型实施例提供的双动力轴深孔钻床的钻杆箱结构示意图,请查看图6,钻杆箱5包括钻轴箱体51、传动部52、驱动部53、钻杆轴54和基座55。钻轴箱体51设置于
基座55上,传动部52与钻轴箱体51连接,钻轴箱体51和驱动部53通过传动部52内设置的传动带连接,钻轴箱体51与驱动部53之间的相对位置能够动态化调整,以调整传动部52中传动带的涨紧,传动带的涨紧影响钻杆轴54的转速,通过适配调整传动带的涨紧可适配调节钻杆轴54的转速,以适应用户的使用需求。
42.刀具3的一端安装于钻杆轴54,刀具3的另一端靠近待钻孔工件9的轴径下方位,刀具3的中部安装于钻杆支撑装置2。钻杆轴54用于给刀具3提供转速,驱动刀具3旋转;钻杆支撑装置2用于支撑刀具3不发生位移,确保刀具3安装位置的精确度,使得刀具3的另一端能够准确地对待钻孔工件9进行钻孔。
43.图7是本实用新型实施例提供的双动力轴深孔钻床的授油器结构示意图,图8是本实用新型实施例提供的双动力轴深孔钻床的授油器的不同角度结构示意图,请查看图7和图8,两个授油器7设置于靠近待钻孔工件9两端的位置,且位于待钻孔工件9下方,支撑顶紧待钻孔工件9,对待钻孔工件9进行定位的同时为刀具3提供导向。
44.具体地,授油器7包括:移动部件71、授油器基座72、授油器箱体73、第一导向套74和第二导向套75。授油器箱体73在加工过程中有大量高压切削液,通过授油器侧注入工件,箱体有防旋转切削液泄漏、飞溅设计。授油器刀具导向套控制刀具和工件进给前后的尺寸一致性精度,后端的钻杆支承套套件用尼龙支撑是可换件。工件采用液压锁紧顶紧的方式装夹、扭矩力的调整实现授油器顶紧工件力的大小任意可调,并在操作面板设有仪表显示顶紧力调整及显示的功能,具有更加安全、稳定、方便、可靠的性能。对于加工台阶面处的分度孔,需配置加长轴头(防止与台阶干涉),安装在授油器轴前端,加长轴头起导向、支承、授油的作用,轴头辅助支架对加长轴头起辅助支承作用,保证钻孔加工时的入口精度。加工平头工件分度孔时,该装置不用。
45.图9是本实用新型实施例提供的双动力轴深孔钻床的进给系统结构示意图,请查看图9,两个进给系统8分别设于两个外部件11上,用于驱动授油器7往复移动。具体地,外部件11远离地面的一侧形成为中空结构,且外部件11的两侧边缘上形成有导轨,进给系统8设于两个导轨中部,用于驱动授油器7在导轨上往复移动。
46.进给系统8包括:驱动电机81、联轴结构82、第一下导向座83、连接杆84、上导座85和第二下导向座86。进给系统8采用驱动电机81通过行星减速机变速后滚珠连接杆84进给,从而实现进给系统8的进给和快速移动。上导座85与用于连接和支撑授油器7,连接杆84穿过上导座85,且连接杆84的两端分别连接第一下导向座83和第二下导向座86,第二下导向座86靠近待钻孔工件9设置,第一下导向座83靠近驱动电机81设置。同时驱动电机81和第一下导向座83之间通过联轴结构82连接,以传输驱动电机81的动力。
47.优选的,进给系统8采用托板式滑鞍结构,有效地提高了滑鞍的刚性,滑鞍及滑板为树脂砂铸造,并进行人工时效处理,各导轨面为重要加工面。进给托板采用伺服电机通过行星减速机变速后滚珠丝杠进给,进给系统采用高扭矩6310(现为6320)滚珠丝杠,从而实现拖板进给和快速移动。整个进给系统具有精度高、刚性好、运动平稳、精度保持性好等优点。机床加工时出现的部分故障可通过扭矩限制器反应,及时停止运行,在一定范围内保护机床、刀具和工件的安全。
48.图10是本实用新型实施例提供的双动力轴深孔钻床的冷却排屑过滤系统结构示意图,请查看图10,本实用新型实施例的刀具3形成为中空的钻杆刀具,刀具3的一端旋转进
给,进行钻孔作业时产生的废屑将从刀具3中部的通孔排出,即内排屑。废屑最终到达刀具3的另一端,刀具3的另一端安装于钻杆箱5,由钻杆箱5带动刀具3旋转的同时,废屑从靠近钻杆箱5的一端排出,进入冷却排屑过滤系统6。
49.具体地,两个冷却排屑过滤系统6分别分布于机床的两边,靠近钻杆箱5设置,其包括:油箱61、过滤设备62、油冷却器63、驱动部件64、油箱盖翻盖65、储屑车66、排屑机67和过渡管道68。进行双动力轴钻孔时,钻杆箱5驱动刀具3旋转进给,冷却液经授油器7进入切削部位,废屑经刀具3的通孔向后从刀具3的尾部排出至过渡管道68,废屑最终通过过渡管道68进入自动排屑机67,排屑机67再将废屑输送至储屑车67。
50.油箱61分为主油箱和副油箱两部分。
51.在本实施例中,废屑经过渡管道68排出后首先落入磁性自动排屑机67,
→
过滤循环泵2台(同一油箱内部不相通)
→
全自动滚筒式纸质过滤器2台
→
回到副油箱(带油油位球头,防止循环油溢出)
→
2台高压齿轮泵(两个油箱共计4台泵)
→
打入授油器。
52.经过4台7.5kw变频电机驱动四组齿轮泵供到授油器,以满足工件孔径大小的不同需要。
53.可选的,油箱61的存油量大于1000升。
54.本实用新型的另一实施例中,还包括:机床操控系统和电气控制系统。
55.具体地,机床操控系统安装在授油器部位,固定在授油器拖板上。另一授油器部位、钻杆箱及回油器端也均设有相对应的操作和急停按钮,便于机床操控。
56.电气控制系统主要由控制箱、柜、操作台和端子箱及线缆组成,电控箱外壳采用冷板(安装制冷装置)电柜采用防尘密封空调电柜,具有ip54等级的防护,使数控系统及轴功率模块具有良好的工作环境。
57.主要接线部位采用航空插头结构,电缆采用国标,强电电缆采用屏蔽电缆。布线严格按照强弱电隔离的方式布置。
58.为保证机床使用的安全性,本实用新型机床的机械、液压、电气系统应配有可靠的保护和安全装置,符合国家有关的安全要求。具体地,包括:防电磁干扰措施:每个公共连接自成体系,且连接到各自的参考点上,并将其用大截面绝缘导线连接到地;机床各部分的所有机架连接到公共点,并在滑动件与外壳间用大截面编织导线连接,机架连接线应简短。
59.安全保护措施:急停控制按钮:在操作台、手持盒、钻杆箱处均设有急停控制按钮,在遇到紧急情况时,可及时切断电源。信号状态灯:在机床出现故障或加工完毕后闪烁报警,须安装在醒目位置处(操作站及电箱位置均安装安全三色指示灯)。防意外触电:所有电气能触及的带电部分均设有绝缘防护罩或隔板,并加明显标志。
60.本实用新型的另一实施例中,还包括:数控系统。具体地,机床配备gsk980mdc数控系统冷却液压力均采用仪表显示。进给电机为伺服电机,钻杆箱采用恒扭矩伺服主轴电机。数控系统具有直线插补,圆弧插补等功能。手动进给、自诊断功能。状态显示、当前位置显示、程序显示、参数设定显示、报警显示、多语种显示转换等多种功能。带rs232/usb接口,可进行机外编程。配有程序输入输出接口,可转储存在计算机上。配置主控制面板和操作按钮站,中文操作界面和操作开关、按钮等,主控制图形人机界面用于监控设备的状态、显示故障和其它管理信息。具有自诊断,自保护功能,配液晶国标8.4寸显示器,显示三个坐标,有手动和自动模式。
61.优选的,机床钻杆箱、机床四周均采用防护板保护。油箱、回储液槽、脏污槽、干净槽、排屑器、储屑车、等均采用高强度钢板材料制造。
62.本实用新型旨在保护一种进给系统及双动力轴深孔钻床,包括:驱动电机;以及用于安装进给部件的上导向座,所述上导向座上开设有贯通所述上导向座的通孔,连接杆的一端与第一下导向座连接,连接杆的另一端穿过所述通孔后与第二下导向座;所述第一下导向座通过联轴结构与所述驱动电机连接,以传输驱动电机的动力。本实用新型通过在待加工工件两端的两个相对方向的双动力轴同时进行钻孔,一次作业可完成3米以内的深孔钻孔,加工效率高、精度高,解决了深孔加工跑偏严重,孔对接度不好,加工后直线度差的问题。
63.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1