一种灵活定位夹持工件的铣床的制作方法
1.本发明涉及机械加工装备技术领域,尤其涉及一种灵活定位夹持工件的铣床。
背景技术:
2.铣床主要指用铣刀对工件多种表面进行加工的机床,通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动,以加工平面、沟槽等,铣床在工作时,转为主运动,辅以工作台或铣头的进给运动。现有技术中,对工件表面加工的切割角度单一,不能切割特定角度的工件;这样会在大幅度限制了工件加工的形状和角度,这样不能丰富工件切割的类型;不能达到灵活性加工的目的,而往往需要额外的加工步骤。因此,设计一种能在夹持工件时调整加工角度的灵活定位夹持工件的铣床成为了急需解决的技术问题。
技术实现要素:
3.本发明为解决上述问题,提供了一种灵活定位夹持工件的铣床。
4.本实用新型的技术方案,一种灵活定位夹持工件的铣床,包括床体以及夹具,所述床体设有操作台,所述夹具固定设置在操作台上,所述夹具包括底座、承载座以及一对镜像对称的夹块,所述底座的顶面固定连接承载座;所述承载座包括转动座以及驱动座,所述驱动座设有转向电机以及水平方向的转向轴,所述转向电机连接转动轴进行配合联动;所述转动座设有连接孔,所述转向轴插设于连接孔内且固定连接转动座;所述转动座背向连接孔的一侧设有导向槽,该导向槽内设有驱动机构,所述夹块均连接驱动机构做可移动连接,所述一对夹块相近的一侧设有夹持槽。
5.采用上述结构后,通过将工件一端放置在夹块的夹持槽之间,由驱动机构驱使夹块相互靠近,达到夹持工件的目的,在铣削工件时,能通过启动转向电机,带动工件转变方向,调整铣刀刀片的铣削角度,实现了对工件的灵活定位夹持;丰富工件切割的类型,达到灵活性加工的目的,且无需重新夹持工件既能实现工件角度调整,免去了额外的加工步骤。
6.作为本实用新型的进一步改进,所述驱动机构包括丝杆以及夹持电机,所述丝杆的两端螺纹相反且均设有螺母,该螺母分别连接一个夹块,所述夹持电机连接丝杆进行配合联动。
7.采用上述结构后,通过夹持电机驱动丝杠转动,实现螺母带动夹块沿导向槽移动,实现夹块对工件的夹持;通过在丝杆的两端设置相反的螺纹,能实现夹块同时进行夹紧或分离,提高夹持效率。
8.作为本实用新型的进一步改进,所述夹块均设有移动块、夹板、电磁阀以及液压伸缩杆,所述移动块固定设置在夹块的一侧,该移动块卡设于导向槽内且与丝杆的螺母固定连接;所述夹持槽的槽底设有夹板槽,所述液压伸缩杆的两端分别固定连接夹板与夹板槽的槽底,所述电磁阀连接液压伸缩杆;所述夹板与夹板槽的开口位于同一面上,该夹板朝向夹持槽的一面设有压力传感器;所述压力传感器信号连接电磁阀以及夹持电机。
9.采用上述结构后,当夹持工件时,通过位于夹持槽槽底的压力传感器检测到工件
是否被夹持牢固,并控制夹持电机与电磁阀的运行;当驱动机构运行结束后,通过电磁阀控制液压伸缩杆伸长,推进夹板对工件进行夹持;在面对截面较小的工件时,通过夹板依旧能提供对工件的夹持。
10.作为本实用新型的进一步改进,所述夹板设有压力传感器的一面还设有橡胶垫层。
11.采用上述结构后,通过橡胶垫层能增加夹板与工件之间的摩擦力,强化夹持效果,同时还能为压力传感器提供保护。
12.作为本实用新型的进一步改进,所述夹持槽靠近两端的内壁设有气囊槽,所述气囊槽内固定设有气囊以及气阀,该气阀连接气囊。
13.采用上述结构后,在夹持工件时通过打开气阀,使气囊鼓起压紧工件,填补夹块与工件之间的缝隙,保持工件在铣削过程中稳定,不出现移位的情况。
附图说明
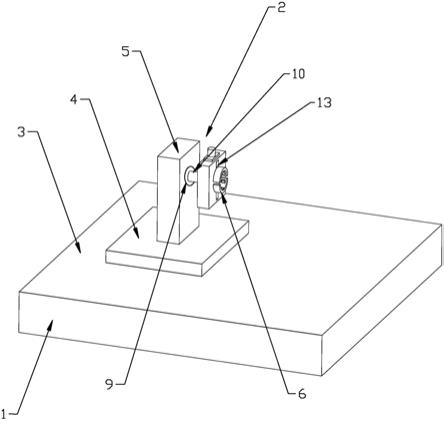
14.图1所示为本实用新型示意图。
15.图2所示为本实用新型夹具示意图。
16.图3所示为本实用新型夹块示意图。
17.图4所示为夹具剖面示意图。
[0018]1‑
床体,2
‑
夹具,3
‑
操作台,4
‑
底座,5
‑
承载座,6
‑
夹块,7
‑
转动座,8
‑
驱动座,9
‑
转向电机,10
‑
转向轴,11
‑
连接孔,12
‑
导向槽,13
‑
驱动机构,14
‑
夹持槽,15
‑
丝杆,16
‑
夹持电机,17
‑
移动块,18
‑
夹板,19
‑
电磁阀,20
‑
液压伸缩杆,21
‑
夹板槽,22
‑
橡胶垫层,23
‑
气囊槽,24
‑
气囊,25
‑
气阀。
具体实施方式
[0019]
如图1
‑
图4所示一种灵活定位夹持工件的铣床,包括床体1以及夹具2,所述床体1 设有操作台3,所述夹具2固定设置在操作台3上,所述夹具2包括底座4、承载座5以及一对镜像对称的夹块6,所述底座4的顶面固定连接承载座5;所述承载座5包括转动座7 以及驱动座8,所述驱动座8设有转向电机9以及水平方向的转向轴10,所述转向电机9连接转动轴10进行配合联动;所述转动座7设有连接孔11,所述转向轴10插设于连接孔11 内且固定连接转动座7;所述转动座7背向连接孔11的一侧设有导向槽12,该导向槽12内设有驱动机构13,所述夹块6均连接驱动机构13做可移动连接,所述一对夹块6相近的一侧设有夹持槽14。
[0020]
通过将工件一端放置在夹块6的夹持槽14之间,由驱动机构13驱使夹块6相互靠近,达到夹持工件的目的,在铣削工件时,能通过启动转向电机9,带动工件转变方向,调整铣刀刀片的铣削角度,实现了对工件的灵活定位夹持;丰富工件切割的类型,达到灵活性加工的目的,且无需重新夹持工件既能实现工件角度调整,免去了额外的加工步骤。
[0021]
所述驱动机构13包括丝杆15以及夹持电机16,所述丝杆15的两端螺纹相反且均设有螺母,该螺母分别连接一个夹块6,所述夹持电机16连接丝杆15进行配合联动。
[0022]
通过夹持电机16驱动丝杠15转动,实现螺母带动夹块6沿导向槽12移动,实现夹块6对工件的夹持;通过在丝杆15的两端设置相反的螺纹,能实现夹块6同时进行夹紧或分离,提高夹持效率。
[0023]
所述夹块6均设有移动块17、夹板18、电磁阀19以及液压伸缩杆20,所述移动块 17固定设置在夹块6的一侧,该移动块17卡设于导向槽12内且与丝杆15的螺母固定连接;所述夹持槽14的槽底设有夹板槽21,所述液压伸缩杆20的两端分别固定连接夹板18 与夹板槽21的槽底,所述电磁阀19连接液压伸缩杆20;所述夹板18与夹板槽21的开口位于同一面上,该夹板18朝向夹持槽14的一面设有压力传感器;所述压力传感器信号连接电磁阀19以及夹持电机16。
[0024]
当夹持工件时,通过位于夹持槽14槽底的压力传感器检测到工件是否被夹持牢固,并控制夹持电机16与电磁阀的运行;当驱动机构13运行结束后,通过电磁阀19控制液压伸缩杆20伸长,推进夹板18对工件进行夹持;在面对截面较小的工件时,通过夹板18依旧能提供对工件的夹持。
[0025]
所述夹板18设有压力传感器的一面还设有橡胶垫层22。
[0026]
通过橡胶垫层22能增加夹18板与工件之间的摩擦力,强化夹持效果,同时还能为压力传感器提供保护。
[0027]
所述夹持槽21靠近两端的内壁设有气囊槽23,所述气囊槽23内固定设有气囊24以及气阀25,该气阀25连接气囊24。
[0028]
在夹持工件时通过打开气阀25,使气囊24鼓起压紧工件,填补夹块6与工件之间的缝隙,保持工件在铣削过程中稳定,不出现移位的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1