冲压成形品的制造方法和冲压生产线与流程
1.本发明涉及冲压成形品的制造方法和冲压生产线。
背景技术:
2.在冲压成形中,具有将模具的局部设为可动并提高冲压成形品的尺寸精度的技术。例如,在日本特许第6179696号公报(专利文献1)中公开了一种冲压装置,该冲压装置构成为包含:冲模,其包括冲模垫板;以及冲头,其与冲模相对地配置且包括内垫板。
3.现有技术文献
4.专利文献
5.专利文献1:日本特许第6179696号公报
技术实现要素:
6.发明要解决的问题
7.在冲压成形中,以预先设定的冲压条件对相同的制造批次内的全部的板材进行冲压成形。即,只要最初的冲压成形品的形状相对于目标形状的差距处于公差内,就还以与最初的冲压成形品的冲压条件相同的冲压条件进行后续的冲压成形。
8.发明人注意到,在多个板材的特性存在偏差的情况下,即使最初进行冲压成形而得到的冲压成形品的形状是期望的形状,也存在之后冲压成形的冲压成形品不成为期望的形状的情况。
9.于是,本发明的目的在于,提供能够减小多个冲压成形品的形状相对于目标形状的差距或偏差的冲压成形品的制造方法和冲压生产线。
10.用于解决问题的方案
11.本发明的实施方式的冲压成形品的制造方法包含以下工序:针对每个板材分别取得一个或多个冲压对象的板材的板厚;利用冲模、冲头以及能够相对于所述冲模和所述冲头这两者变更相对位置的可动模具将所述板材冲压成形为冲压成形品。在所述冲压成形中,基于所述板材的板厚,控制所述可动模具相对于所述冲模或所述冲头的初始位置。
12.发明的效果
13.根据本发明的实施方式,能够减小多个冲压成形品的形状相对于目标形状的差距或偏差。
附图说明
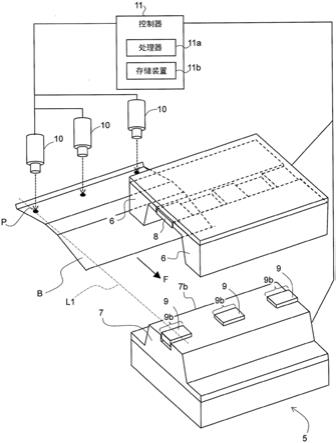
14.图1是表示本实施方式的冲压生产线的构成例的图。
15.图2是表示具有可动模具的冲压装置的结构例的立体图。
16.图3a是表示冲头和板材的配置例的图。
17.图3b是表示板材包含厚壁部和薄壁部的情况的板厚的测定位置和冲头侧内垫板的配置例的图。
18.图4a是表示冲压成形的例子的图。
19.图4b是表示冲压成形的例子的图。
20.图4c是表示冲压成形的例子的图。
21.图4d是表示冲压成形的例子的图。
22.图5是表示冲压成形品的一例的剖视图。
23.图6是表示控制器的动作例的流程图。
24.图7是表示可动部的突出量与冲压成形品的形状之间的相关关系的一例的图表。
25.图8是表示可动部的适当突出量与板厚的关系的一例的图表。
26.图9是表示未进行基于板厚的前馈控制的情况的板厚、突出量以及凸缘的位置精度的图表。
27.图10是表示进行了基于板厚的前馈控制的情况的板厚、突出量以及凸缘的位置精度的图表。
具体实施方式
28.发明人认识到,在多个板材的板厚存在微妙的差异的情况下,存在对上述的多个板材进行冲压成形而得到的多个冲压成形品的形状也存在微妙的差异的情况。于是,研究了抑制因多个板材的板厚的偏差而导致的冲压成形品的形状的偏差的方法。深入研究的结果,想到了以下内容:通过基于板材的板厚而控制可动模具相对于冲模或冲头的相对位置,抑制因板厚的偏差而导致的冲压成形品的形状的偏差。基于该见解,想到了下述的实施方式。
29.(方法1)
30.本发明的实施方式的冲压成形品的制造方法包含以下工序:针对每个板材分别取得一个或多个冲压对象的板材的板厚;利用冲模、冲头以及能够相对于所述冲模和所述冲头这两者变更相对位置的可动模具将所述板材冲压成形为冲压成形品。在所述冲压成形中,基于所述板材的板厚,控制所述可动模具相对于所述冲模或所述冲头的初始位置。
31.根据上述制造方法,根据板材的板厚来控制冲压成形时的可动模具相对于冲模或冲头的初始位置。通过该初始位置的控制,根据板材的板厚来调整冲压成形品的形状。因此,能够抑制因多个板材的板厚的偏差而导致的多个冲压成形品的形状相对于目标形状的差距或偏差。此外,冲压对象的板材例如也可以是作为平坦的板的坯料,或者也可以是对坯料进行成形而得到的中间成形品。
32.作为一例,冲头包含朝向冲模突出的凸部。冲模包含与冲头的凸部对应的凹部。可动模具例如设于冲头的凸部和冲模的凹部中的至少一者。作为可动模具的一例的第1内垫板设于冲头的凸部的顶部。第1内垫板设为能够从冲头的顶部朝向冲模突出且能够收纳于冲头的顶部。作为可动模具的一例的冲模垫板设于冲模的凹部的底部。冲模垫板设为能够从冲模的凹部的底部朝向冲头突出。
33.可动模具的初始位置是多个冲压成形各自的初始的可动模具相对于冲模或冲头的相对位置。在各冲压成形中,从位于初始位置的可动模具与板材接触的状态起使冲模和冲头相对靠近,从而进行冲压成形。可动模具的初始位置是使冲模和冲头相对靠近的动作之前的可动模具的位置。
34.例如,也可以是,可动模具在冲压成形中与成为冲压成形品(完成品)的产品的部分接触。在该情况下,可动模具控制冲压成形品(完成品)的产品的形状。根据可动模具的初始位置,能够控制冲压成形品的产品的部分的微妙的形状。
35.也可以是,可动模具在一次冲压成形中相对于冲模或冲头相对移动。作为该类型的可动模具的例子,能够举出冲头垫板(内垫板)、冲模垫板、压料圈等。或者,也可以是,可动模具在一次冲压成形中相对于冲模或冲头的相对位置固定。即,也可以是,可动模具在一次冲压成形中相对于冲模或冲头不移动(不动作)。此外,一次冲压成形是为了制作一个冲压成形品而由一组冲模、冲头以及可动模具的组合进行的冲压成形。
36.(方法2)
37.在上述方法1中,也可以是,所述冲压成形包含对多个板材连续地进行冲压成形。也可以是,在连续的多个冲压成形的至少一次中,基于所述板材的板厚,控制所述可动模具相对于所述冲模或所述冲头的初始位置。由此,在利用连续的多个冲压成形制作的多个冲压成形品中,能够抑制因板厚的偏差而导致的冲压成形品的形状的偏差。
38.(方法3)
39.在上述方法1或2中,也可以是,所述板厚的取得包含取得一张板材的多个位置的板厚。也可以是,在所述一张板材的冲压成形中,基于所述一张板材的多个位置的板厚,控制所述可动模具相对于所述冲模或所述冲头的初始位置。由此,能够使一张板材的板厚的差异反映到可动模具的初始位置。因此,能够抑制因一张板的板厚的差异而导致的冲压成形品相对于目标形状的差距、偏差。
40.(方法4)
41.在上述方法3中,也可以是,所述可动模具包含能够相互独立地变更位置的多个可动模具部。也可以是,所述板厚的取得包含取得一张板材的与所述多个可动模具部对应的多个位置的板厚。也可以是,在所述一张板材的冲压成形中,基于所述一张板材的多个位置中的对应的位置的板厚而控制所述多个可动模具部各自的所述初始位置。由此,能够基于板厚而控制与取得该板厚的位置对应的可动模具部的初始位置。因此,能够使一张板的板厚的差异更精细地向可动模具反映。
42.(方法5)
43.在上述方法1~4中的任一者中,也可以是,在所述冲压成形中,所述板材的测定所述板厚的部位相对于所述冲模滑动。发明人发现,在板材中,在冲压成形中相对于冲模滑动的部分的板厚易于影响冲压成形品的形状。在上述方法2中,测定板材的相对于冲模滑动的部分的板厚,能够基于测定的板厚控制可动模具的初始位置。由此,能够基于易于影响冲压成形品的形状的部位的板厚而控制可动模具的初始位置。因此,能够进一步抑制多个冲压成形品的形状的偏差。
44.(方法6)
45.在上述方法5中,也可以是,所述可动模具包含设于所述冲头的顶部的第1内垫板。也可以是,在所述冲压成形中,所述板材的测定板厚的部位位于与所述冲头的冲头肩的棱线垂直且包含所述第1内垫板的截面内。
46.根据上述方法5,能够基于板材的更易于对冲压成形品的形状造成影响的部位的板厚而控制第1内垫板相对于冲头的伸出量。因此,能够进一步抑制多个冲压成形品的形状
的偏差。
47.(方法7)
48.在上述方法5中,也可以是,所述可动模具包含设于所述冲头的顶部的第1内垫板和第2内垫板。也可以是,所述板材是包括厚壁部和与厚壁部相比板厚较薄的薄壁部的差厚金属板。也可以是,所述板材的板厚的取得包含所述厚壁部的板厚和所述薄壁部的板厚的取得。也可以是,在所述冲压成形中,所述厚壁部的取得板厚的部位位于与所述冲头的冲头肩的棱线垂直且包含所述第1内垫板的截面内,在所述冲压成形中,所述薄壁部的取得板厚的部位位于与所述冲头肩的棱线垂直且包含所述第2内垫板的截面内。在该情况下,在所述冲压成形中,能够基于所述厚壁部的板厚控制所述第1内垫板相对于所述冲头的初始位置,能够基于所述薄壁部的板厚控制所述第2内垫板相对于所述冲头的初始位置。
49.根据上述方法4,在具有厚壁部和薄壁部的板材的冲压成形中,能够基于板材的更易于对冲压成形品的形状造成影响的部位的板厚而控制第1内垫板和第2内垫板相对于冲头的初始位置。
50.(方法8)
51.在上述方法5中,也可以是,所述可动模具包含设于所述冲头的顶部的第1内垫板和第2内垫板。也可以是,所述板材包含高强度部和与所述高强度部相比强度较低的低强度部。也可以是,所述板材的板厚的取得包含所述高强度部的板厚和所述低强度部的板厚的取得。也可以是,在所述冲压成形中,所述高强度部的取得板厚的部位位于与所述冲头的冲头肩的棱线垂直且包含所述第1内垫板的截面内,在所述冲压成形中,所述低强度部的取得板厚的部位位于与所述冲头肩的棱线垂直且包含所述第2内垫板的截面内。在该情况下,在所述冲压成形中,能够基于所述高强度部的板厚控制所述第1内垫板相对于所述冲头的初始位置,能够基于所述低强度部的板厚控制所述第2内垫板相对于所述冲头的初始位置。
52.根据上述方法5,在具有高强度部和低强度部的板材的冲压成形中,能够基于板材的更易于对冲压成形品的形状造成影响的部位的板厚而控制第1内垫板和第2内垫板相对于冲头的初始位置。
53.(方法9)
54.在上述方法1~8中的任一者中,也可以是,所述冲压成形包含以下工序:第1冲压工序,在该工序中,在将所述可动模具相对于所述冲模或所述冲头的相对位置固定于所述初始位置的状态下,使所述冲模和所述冲头相对靠近而对所述板材进行冲压成形;以及第2冲压工序,在该工序中,在使所述可动模具收纳于所述冲模或所述冲头的同时使所述冲模和所述冲头相对靠近而对所述板材进行冲压成形。也可以是,在所述冲压成形中,基于所述板材的所述板厚,控制所述可动模具的所述初始位置。
55.发明人发现,将可动模具相对于所述冲模或所述冲头的相对位置固定于初始位置并使冲模和冲头相对靠近而对板材进行冲压成形的第1冲压工序的可动模具的初始位置更对冲压成形品的形状造成影响。在上述方法9中,能够根据板材的板厚来控制该第1冲压工序的可动模具的初始位置。由此,能够进一步抑制多个冲压成形品的形状的偏差。
56.在上述方法9中,也可以是,在所述第1冲压工序和第2冲压工序中的至少一者中,所述板材的取得所述板厚的部位相对于所述冲模滑动。由此,能够基于易于影响冲压成形品的形状的部位的板厚而控制可动模具的初始位置。
57.在上述方法1~9中的任一者中,也可以是,能够基于板材的板厚而控制的可动模具的初始位置例如设为设于冲头的顶部的第1内垫板和/或第2内垫板相对于冲头伸出的伸出量。该伸出量例如也可以设为第1内垫板和/或第2内垫板相对于冲头突出的突出量。由此,能够高效地抑制多个冲压成形品的形状的偏差。
58.(方法10)
59.在上述方法1~9中的任一者中,也可以是,在所述板材中强度最高的部分的抗拉强度为980mpa以上。发明人发现,在板材为980mpa以上的高强度的情况下,存在与低强度的情况相比板厚的偏差变大的可能性。通过将上述方法1~9中的任一者应用于具有980mpa以上的强度的板材,在这样的高强度的板材的冲压成形中,能够抑制冲压成形品相对于目标形状的差距或偏差。板材能够设为金属板。作为一例,板材也可以是钢板。
60.本发明的另一实施方式的冲压成形品的制造方法包含以下工序:测定冲压对象的板材的板厚;利用冲模和在顶部具备第1内垫板的冲头将所述板材冲压成形为冲压成形品。在所述冲压成形中,基于所述板材的板厚,控制所述第1内垫板相对于所述冲头伸出的伸出量。
61.(结构1)
62.本发明的实施方式的冲压生产线包括:板厚取得装置,其针对每个板材分别取得一个或多个冲压对象的板材的板厚;冲压装置,其包括冲模、冲头以及能够相对于所述冲头和所述冲模这两者相对移动的可动模具;以及控制器,其控制所述冲压装置。所述控制器在由所述冲模、所述冲头以及所述模具进行的所述板材的冲压成形中,基于所述板厚取得装置所取得的所述板材的板厚,控制所述可动模具相对于所述冲模或所述冲头的初始位置。
63.根据上述结构1,根据各个板材的板厚而控制各个板材的冲压成形时的可动模具相对于冲模或冲头的初始位置。通过该初始位置的控制,根据板材的板厚来调整冲压成形品的形状。因此,能够抑制因多个板材的板厚的偏差而导致的多个冲压成形品的形状相对于目标形状的差距或偏差。
64.(结构2)
65.在上述结构1中,也可以是,所述板厚取得部是测定所述板材的板厚的板厚测定装置。由此,能够高效地取得冲压对象的板材的各自的板厚。
66.(结构3)
67.在上述结构2中,也可以是,由所述板厚测定装置测定的所述板厚的测定部位位于与所述冲头的冲头肩的棱线垂直且包含所述可动模具的面内。由此,能够控制与测定板厚的部位对应的可动模具的初始位置。
68.(结构4)
69.本发明的实施方式的冲压生产线包括:冲压装置,其包括冲模、冲头以及能够相对于所述冲模和所述冲头这两者相对移动的可动模具;板厚测定装置;输送装置,其能够从所述板厚测定装置向所述冲压装置输送冲压对象的板材;以及控制器,其与所述板厚测定装置和所述冲压装置连接。所述可动模具和所述板厚测定装置配置于与所述输送装置的输送方向平行的线上。
70.在上述结构4中,可动模具和所述板厚测定装置配置于与输送方向平行的线上是指,由板厚测定装置测定的板材的位置和可动模具在与输送方向平行的线上排列。根据该
结构,能够测定在由冲压装置进行的冲压成形中从板材的可动模具所接触的部分在输送方向上扩展的板材的区域的板厚。控制器与板厚测定装置和冲压装置连接,因此能够使用由板厚测定装置测定的板厚而控制冲压装置的冲压成形的可动模具相对于冲模或冲头的初始位置。能够基于板材的易于对冲压成形品的形状造成影响的部位的板厚而控制冲压成形的可动模具的初始位置。因此,能够抑制因多个板材的板厚的偏差而导致的多个冲压成形品的形状相对于目标形状的差距或偏差。
71.板厚测定装置构成为能够测定在冲压装置的上游输送的板材的板厚。控制器基于由板厚测定装置测定的板材的板厚而控制对该板材进行冲压成形时的可动模具相对于冲模或冲头的初始位置。例如,也可以是,控制器基于板厚而决定在将可动模具相对于冲模或冲头的相对位置(例如,突出量)固定于初始位置的状态下使冲模和冲头相对靠近而对板材进行冲压成形时的上述初始位置。
72.也可以是,控制器具有处理器和存储装置。处理器执行储存于存储装置的程序。也可以是,程序是使处理器执行基于由板厚测定装置测定的板材的板厚而控制对该板材进行冲压成形时的可动模具相对于冲模或冲头的初始位置的处理的程序。
73.(结构5)
74.在上述结构4中,也可以是,所述板厚测定装置能够测定第1部位和第2部位的板厚。也可以是,所述可动模具包含设于所述冲头的顶部的第1内垫板和第2内垫板。也可以是,所述第1内垫板和所述第1部位配置于与所述输送装置的输送方向平行的线上。也可以是,所述第2内垫板和所述第2部位配置于与所述输送装置的输送方向平行的线上。
75.在上述结构5中,由多个板厚测定装置测定的板材的第1部位和第1内垫板在与输送方向平行的线上排列,第2部位和第2内垫板在与输送方向平行的线上排列。由此,能够根据各测定位置的板厚来控制与多个板材的测定位置分别对应的第1内垫板和第2内垫板。
76.[实施方式]
[0077]
(冲压生产线)
[0078]
图1是表示本实施方式的冲压生产线100的结构例的图。图1所示的冲压生产线100包括输送装置4、中间成形用冲压装置3、冲压装置5、板厚测定装置10以及控制器11。板厚测定装置10配置于冲压装置5的上游。板厚测定装置10测定作为由冲压装置5冲压的对象的板材b的板厚。输送装置4将坯料a向中间成形用冲压装置3输送。另外,输送装置4从板厚测定装置10向冲压装置5输送板材b。即,输送装置4从板厚测定装置10测定板材的板厚的位置向冲压装置5输送板材。
[0079]
输送装置4例如也可以是具有到达冲压装置5的输送路径的输送机。在该情况下,输送装置4的输送路径以通过板厚测定装置10的测定区域的方式配置。此外,输送装置4不限于输送机。例如,输送装置4也可以是由多关节机器人构成的操纵器。在该情况下,操纵器将配置于冲压装置5的上游的材料台或载置于模具上的板材向冲压装置5输送。板厚测定装置10配置为能够测定在材料台上或操纵器输送中的板材的板厚。此外,输送装置4也可以是无人驾驶或有人驾驶的叉车。
[0080]
板厚测定装置10测定板材1的板厚的场所不限于图1所示的例子。板厚测定装置10测定由冲压装置5冲压成形之前的板材的板厚。例如,除了输送装置4之外,也可以在中间成形用冲压装置3或冲压装置5中测定板材的板厚。
[0081]
冲压装置5对板材b进行冲压成形而形成冲压成形品c。冲压装置5具有冲模6、冲头7、冲模侧垫板8、冲头侧内垫板9作为模具。冲模侧垫板8、冲头侧内垫板9能够相对于冲模6和冲头7这两者改变相对位置。冲压装置5在冲模6与冲头7之间配置板材b而从冲模6和冲头7这两者按压板材b,从而对板材b进行冲压成形。
[0082]
具体而言,冲压装置5在利用冲模6与冲头7的相对移动向冲模6的内侧压入冲头7的同时在冲模6与冲头7之间对板材b进行冲压成形。在用于制作一个冲压成形品的冲压成形工序中包含以下工序(第1冲压工序):在冲头侧内垫板9与板材b接触且将冲头侧内垫板与冲头7的相对位置固定于设定位置(初始位置)的状态下,使冲模6和冲头7相对靠近,利用冲模6和冲头7按压板材b。而且,在该冲压成形工序中包含以下工序(第2冲压工序):在将冲头侧内垫板9收纳于冲头7的同时使冲模6和冲头7相对靠近而对板材进行冲压成形。
[0083]
板厚测定装置10测定冲压对象的板材的板厚。冲压对象的板材例如是由冲压装置5进行的冲压成形前的坯料或中间成形品。图1表示测定中间成形品b的板厚的例子。在图1中,例如,也可以省略中间成形用冲压装置3。在该情况下,板厚测定装置10测定坯料a的板厚。
[0084]
板厚测定装置10例如也可以是使用光学传感器从板材的侧面测定板材的板厚的结构。另外,板厚测定装置10例如也可以是通过使激光位移计从板材的表背的两面测量形状来测定板材的板厚的结构。板厚测定装置10例如也可以测定板材的表面的法线方向的厚度作为板材的板厚。板厚测定装置10的测定形态不限定于特定的测定形态。除了上述例子之外,例如,也能够通过从板材的表背的两面测定距涡流计的距离而间接地测定板厚。
[0085]
控制器11与冲压装置5和板厚测定装置10连接。在此,控制器11与冲压装置5和板厚测定装置10的连接既可以是有线,也可以是无线。控制器11能够与冲压装置5和板厚测定装置10通信。此外,控制器11既可以内置于冲压装置5或板厚测定装置10,也可以是相对于它们独立的设备。
[0086]
控制器11例如能够由包括处理器11a和存储装置11b(存储器)的计算机构成。处理器11a通过执行储存于存储装置11b的程序,能够实现控制器11的以下的功能。控制器11使用与由板厚测定装置10测量的板材的板厚相关的数据,控制冲压成形的冲模侧垫板8、冲头侧内垫板9相对于冲模6或冲头7的相对位置。具体而言,控制器11基于与由板厚测定装置10测量的板材的板厚相关的数据,设定冲模侧垫板8、冲头侧内垫板9相对于冲模6或冲头7的相对位置。
[0087]
在此,由控制器11设定的相对位置例如能够设为在将冲头侧内垫板9相对于冲头7伸出的伸出量固定于设定量的状态下使冲模6和冲头7相对靠近而进行冲压成形时(上述第1冲压工序)的上述设定量(即,初始位置)。即,该第1冲压工序的设定量由控制器11控制。
[0088]
控制器11例如能够使用预先记录于存储装置11b的表示板厚与可动模具相对于冲模或冲头的初始位置(例如,冲头侧内垫板相对于冲头伸出的伸出量)的对应的对应数据而决定与测定的板厚相应的可动模具的初始位置(冲头侧内垫板相对于冲头伸出的伸出量)的控制。对应数据是表示冲压成形时(例如,第1冲压工序)的可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)与板材的板厚的对应关系的数据。具体而言,对应数据也可以是对表示通过测定而得到的板材的板厚的值与控制冲压成形的可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)的值的对应关系进行表示的数据。对应数据
的数据形式没有特别限定。对应数据也可以是使表示板材的板厚的值与用于控制可动模具(冲头侧内垫板9)的值对应的数据(例如,表格数据、图像数据等)。或者,对应数据也可以是表示处理器的处理顺序的数据(例如,函数、程序或它们的参数等),该处理器使用表示板材的板厚的值而计算用于控制可动模具的初始位置(冲头侧内垫板相对于冲头伸出的伸出量)的值。对应数据例如能够基于在过去测定的多个板材的板厚、对这些板材进行冲压成形时的可动模具的初始位置以及通过冲压成形而获得的冲压成形品的形状而制成。
[0089]
例如,控制器11从板厚测定装置10取得表示板材的板厚的数据。控制器11使用对应数据而将表示板材的板厚的值转换为表示可动模具相对于冲模或冲头的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)的控制值。控制器11控制冲压装置5以使冲压成形时的可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)成为控制值所表示的伸出量。
[0090]
冲压装置5例如对制造批次所包含的多个板材b反复进行冲压成形,制造多个冲压成形品。在多个板材各自的冲压成形中,控制器11也可以设定可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)。控制器11为了设定某一个板材b的冲压成形的可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)而使用表示该板材b的板厚的数据。由此,能够进行与板材的板厚相应的可动模具的初始位置(冲头侧内垫板9相对于冲头7伸出的伸出量)的前馈控制。
[0091]
(冲压装置和板厚测定装置的结构例)
[0092]
图2是表示具有可动模具的冲压装置5的结构例的立体图。在图2所示的例子中,可动模具包含:冲模6,其具有凹部;冲头7,其具有与冲模6的凹部对应的凸部;以及冲模侧垫板8和冲头侧内垫板9,其能够相对于冲模6和冲头7相对移动。冲模侧垫板8形成冲模6的凹部的局部,能够相对于冲模6的凹部向冲头7侧突出。冲头侧内垫板9形成冲头7的凸部的局部,能够相对于冲头7的凸部向冲模6侧突出。
[0093]
板材b被向冲模6与冲头7之间输送。板材b的输送方向f与冲头7的凸部的棱线7b的延伸方向大致垂直。该冲头7的凸部的棱线7b在冲压成形时与板材b接触。冲头7的凸部的棱线7b是冲头肩的棱线。在图2所示的例子中,冲头侧内垫板9设有多个。多个冲头侧内垫板9在与板材的输送方向垂直的方向上相互隔开间隔地配置。换言之,多个冲头侧内垫板9在冲头7的凸部的棱线7b的延伸方向上相互隔开间隔地配置。冲头侧内垫板9的棱线9b的方向与冲头7的凸部的棱线7b的方向相同。在本例中,冲头侧内垫板9并非设于与冲头7的输送方向垂直的方向的整体,而是设于局部。多个冲头侧内垫板9中的任意的两个是第1内垫板和第2内垫板的一例。而且,第1内垫板和第2内垫板是多个可动模具部的一例。
[0094]
冲模侧垫板8设有多个。多个冲模侧垫板8分别设于与多个冲头侧内垫板9对应的位置。多个冲模侧垫板8在与板材的输送方向垂直的方向上相互隔开间隔地配置。冲模侧垫板8并非设于与冲模6的输送方向垂直的方向的整体,而是设于局部。
[0095]
在图2所示的例子中,冲头侧内垫板9和板厚测定装置10配置于与板材的输送方向f平行的线l1上。即,板厚测定装置10的测定位置p和冲头侧内垫板9配置于与输送方向f平行的线l1上。图3a是表示冲头7和板材b的从上方观察到的配置例的图。如图3a所示,板厚测定装置10的测定位置p配置于使冲头侧内垫板9向输送方向的上游延长而得到的区域。换言之,可动部(冲头侧内垫板)9和板材b的板厚测定位置p在板材被向可动模具拉入的方向上
排列。
[0096]
在图2所示的结构中,板材b的测定板厚的部位分别位于与冲头7的冲头肩的棱线7b垂直且包含各个冲头侧内垫板9的截面内。冲头7的冲头肩的棱线7b是由在冲压时板材所接触的冲头肩形成的棱线。在图2所示的例子中,冲头7的冲头肩的棱线7b在板材b的输送方向上延伸。冲头肩的棱线7b的延伸方向与冲模6的冲模肩(冲模的凹部的缘)的棱线的延伸方向大致平行。在以下的说明中,也可以将与冲头肩的棱线7b垂直的截面替换为与冲模肩的棱线垂直的截面。
[0097]
在图2所示的例子中,设有与多个冲头侧内垫板9对应的多个板厚测定装置10。多个冲头侧内垫板9和由多个板厚测定装置10测定的板厚的测定部位分别排列配置于与输送方向平行的线l1上。在图2所示的例子中,设有与多个冲头侧内垫板9的全部冲头侧内垫板9对应的板厚测定装置10的板厚测定部位。冲头侧内垫板9的数量和板厚测定装置10的板厚测定部位的数量也可以不同。也可以与多个冲头侧内垫板9的一部分冲头侧内垫板9对应地设有板厚测定装置10的板厚测定部位。另外,也可以是利用1台板厚测定装置10测定多个部位的板厚的结构。
[0098]
例如,在板材是具有厚壁部和薄壁部的差厚金属板的情况下,板厚测定装置10也可以以测定厚壁部和薄壁部各自的板厚的方式构成。在该情况下,也可以以厚壁部的板厚测定部位和薄壁部的板厚测定部位位于与冲头肩的棱线7b垂直且包含多个冲头侧内垫板9的各个冲头侧内垫板的截面内的方式构成。例如,在图2所示的结构中,多个板厚测定装置10也可以包含测定厚壁部的板厚测定装置和测定薄壁部的板厚测定装置。
[0099]
另外,也可以是,板材b的厚壁部的测定部位位于包含多个冲头侧内垫板9中的一部分冲头侧内垫板9(第1内垫板的一例)且与冲头肩的棱线7b垂直的截面内,板材b的薄壁部的测定部位位于包含多个冲头侧内垫板9中的另一部分冲头侧内垫板9(第2内垫板的一例)且与冲头肩的棱线7b垂直的截面内。
[0100]
图3b是表示板材b包含厚壁部r1和薄壁部r2的情况的板厚的测定位置和冲头侧内垫板9的从上方观察到的配置例的图。在图3b的板材b中,以点表示厚壁部r1的区域。在图3b所示的例子中,板材b的厚壁部r1的板厚测定位置p2和一个冲头侧内垫板92在板材b的输送方向f上排列,板材b的薄壁部r2的板厚测定位置p1、p3和其他冲头侧内垫板91、93在板材b的输送方向f上排列。在该情况下,控制器11基于在厚壁部r1的测定位置p2测定的板厚而控制冲头侧内垫板92相对于冲头7伸出的伸出量(初始位置)。另外,控制器11基于在薄壁部r2的测定位置p1、p3测定的各个板厚而控制冲头侧内垫板91、93分别相对于冲头7伸出的伸出量(初始位置)。由此,能够设定适于厚壁部r1和薄壁部r2这两者的冲头侧内垫板91~93相对于冲头7伸出的伸出量(初始位置)。
[0101]
另外,例如,在板材是具有高强度部和低强度部的金属板的情况下,板厚测定装置10也可以以测定高强度部和低强度部各自的板厚的方式构成。在该情况下,也可以以高强度部的板厚测定部位和低强度部的板厚测定部位位于包含冲头侧内垫板9且与冲头肩的棱线7b垂直的截面内的方式构成。例如,在图2所示的结构中,多个板厚测定装置10也可以包含测定高强度部的板厚测定装置和测定低强度部的板厚测定装置。具有高强度部和低强度部的金属板例如也可以是拼焊板材或局部进行了淬火的钢板。
[0102]
另外,也可以是,板材b的高强度部的测定部位位于包含多个冲头侧内垫板9中的
一部分冲头侧内垫板9(第1内垫板的一例)且与冲头肩的棱线7b垂直的截面内,板材b的低强度部的测定部位位于包含多个冲头侧内垫板9中的另一部分冲头侧内垫板9(第2内垫板的一例)且与冲头肩的棱线7b垂直的截面内。
[0103]
板材b包含高强度部和低强度部的情况的板厚的测定位置和冲头侧内垫板9的从上方观察到的配置例如也可以设为与在图3b中将r1替换为高强度部并将r2替换为低强度部而得到的配置同样。在该情况下,板材b的高强度部r1的板厚测定位置p2和一个冲头侧内垫板92在板材b的输送方向f上排列,板材b的低强度部r2的板厚测定位置p1、p3和其他冲头侧内垫板91、93在板材b的输送方向f上排列。在该情况下,控制器11基于在高强度部r1的测定位置p2测定的板厚而控制冲头侧内垫板92相对于冲头7伸出的伸出量(初始位置)。另外,控制器11基于在低强度部r2的测定位置p1、p3测定的各个板厚而控制冲头侧内垫板91、93分别相对于冲头7伸出的伸出量(初始位置)。由此,能够设定适于高强度部r1和低强度部r2这两者的冲头侧内垫板91~93相对于冲头7伸出的伸出量(初始位置)。
[0104]
(冲压成形的例子)
[0105]
接着,说明使用可动部的冲压成形的例子。图4a~图4d是表示冲压成形的例子的图。在此,作为一例,说明由包括冲头侧内垫板9作为第1内垫板和第2内垫板的冲压装置进行的冲压成形例。在图4a~图4d所示的例子中,冲模侧垫板8配置于冲模6的内侧,能够在板材的加压方向上移动。在此,板材的加压方向设为冲模6相对于冲头7相对移动的方向。冲头侧内垫板9以突出至比冲头7的加压面7a靠外侧的位置的状态配置,能够压入到与冲头7的加压面7a相同的高度。
[0106]
具体而言,冲模6在其内侧具有与冲压成形品的形状对应的凹部6a。冲头7具有与冲模6的凹部6a对应的形状的凸部。该凸部的上表面成为对板材b进行加压的加压面7a。冲头侧内垫板9例如设为能够借助气弹簧9s、冲压机的缓冲机构等升降机构相对于冲头7在上下方向(加压方向)上移动。冲模侧垫板8例如借助气弹簧8s等升降机构设置于冲压装置的滑块6d。冲模6固定于滑块6d。冲模侧垫板8能够与滑块6d一起在上下方向上移动。冲模侧垫板8与滑块6d的距离能够利用气弹簧8s伸缩。在冲模6的凹部6a的底面设有供升降机构通过的孔部(省略图示)。冲头侧内垫板9配置于在冲头7的加压面7a形成的凹部的内侧。另外,冲头侧内垫板9被配置于该凹部的内侧的气弹簧9s朝向上方施力。由于该气弹簧9s的施力,成为冲头侧内垫板9的上表面突出至比冲头7的加压面7a靠外侧的位置的状态。由于气弹簧9s的伸缩,冲头7与冲头侧内垫板9的距离变化。
[0107]
冲模侧垫板8和冲头侧内垫板9在压靠于板材b的状态下能够相对于冲模6或冲头7相对移动。例如,能够在冲模侧垫板8和冲头侧内垫板9以夹着板材b的状态静止的期间使冲模6靠近冲头7。在滑块6d即冲模6以靠近冲头7的方式移动的期间,在夹着板材b的冲模侧垫板8和冲头侧内垫板9静止时,冲模侧垫板8的气弹簧8s(升降机构)回缩。在冲模6以靠近冲头7的方式移动的期间,在冲模侧垫板8以靠近冲头7的方式移动时,冲模侧垫板8的气弹簧8s(升降机构)不伸缩。
[0108]
冲压装置5在冲头侧内垫板9突出至比冲头7的加压面7a靠外侧的位置的状态下,在使冲头侧内垫板9和冲模侧垫板8压靠于板材b的同时使冲模6和冲头7相对靠近而对板材b进行冲压成形。在成形下止点处,对板材b进行冲压成形直至冲头侧内垫板9成为与冲头7的加压面7a相同的高度。
[0109]
更具体而言,首先,如图4a所示,在冲头侧内垫板9突出至比冲头7的加压面7a靠外侧的位置的状态下,在使冲模侧垫板8压靠于板材b的同时使冲模6和冲模侧垫板8下降,从而在冲模6与冲头7之间对板材b进行冲压成形。此时,冲头侧内垫板9相对于冲头7的相对位置即冲头侧内垫板9的上表面相对于冲头7的加压面7a的高度(突出量)h固定于设定值(初始位置的值)。突出量h能够基于在板材b的测定位置p测定的板厚而设定。对于被成形的板材b而言,与冲头侧内垫板9的上表面相对于冲头7的加压面7a的高度(突出量)h对应地在板材b产生余料ba。然后,从该状态起,如图4b所示,进一步在将板材b的余料ba控制为预定量的同时使冲模6下降,从而继续冲压成形。如图4c所示,使冲模6下降到成形下止点的近前h(距成形下止点的距离为距离h的位置)处。此时,在冲模侧垫板8的加压机构回缩的同时冲模6下降。
[0110]
在图4a~图4c所示的工序中,在冲头7相对于冲头侧内垫板9伸出的伸出量即突出量h固定于设定值的状态下,使冲模6和冲头7相对靠近。从图4c所示的阶段即冲模侧垫板8相对于冲模6触底而被完全收纳的阶段(距成形下止点的距离为突出量h的近前的阶段)起,冲头侧内垫板9的上表面与冲头7的加压面7a之间的距离开始缩小。在从图4c的阶段到图4d的阶段的期间,冲头7相对于冲头侧内垫板9的相对位置变化。如图4d所示,对板材b进行冲压成形直至冲头侧内垫板9的上表面与冲头7的加压面7a成为相同的高度。此时,在板材b形成的余料ba在承受面内压缩应力的同时朝向冲头7和冲模6间的纵壁部流出。由此,能够获得帽形截面形状的冲压成形品。
[0111]
在图4a~图4d所示的例子中,在压扁在板材b形成的余料ba的同时使其朝向纵壁部流出,从而有助于向内即正回弹(日文:
スプリングゴー
)的弯曲区域扩大。由此,能够使被冲压成形的被加工件的负回弹(日文:
スプリングバック
)和正回弹平衡。其结果,能够减少纵壁的形状不良。
[0112]
另外,在图4a~图4d的冲压成形的过程中,夹在冲模侧垫板8与冲头侧内垫板9之间的板材b的外侧的部分bb在相对于冲模6和冲头7滑动的同时被冲压。优选的是,板材的在该冲压成形中相对于冲模6或冲头7滑动的部分bb包含由板厚测定装置10测定板厚的位置p。换言之,优选的是,在冲压成形时,板材的测定板厚的部位位于与板材所接触的可动模具的棱线垂直且包含棱线的截面内。其目的在于,由此,测定更影响冲压成形品的形状的部分的板厚。
[0113]
在上述例子中,在针对一个板材b的冲压成形中,包含以下工序:在固定冲头侧内垫板9相对于冲头7伸出的伸出量的状态(冲压初始设定的状态)下,使冲模6相对于冲头7相对靠近而对板材b进行冲压成形;改变冲头侧内垫板9相对于冲头7伸出的伸出量而使冲模6相对于冲头7相对靠近而对板材b进行冲压成形。冲压初始设定中的冲头侧内垫板9相对于冲头7伸出的伸出量即冲头侧内垫板9的突出量h由控制器11控制。突出量h是冲头侧内垫板相对于冲头7伸出的伸出量的设定量(可动模具的初始位置)的一例。
[0114]
控制器11基于在板材b的测定位置p处测定的板厚而决定冲头侧内垫板9的突出量h。在图4a~图4d所示的例子中,包含冲头侧内垫板9的与板材b接触的棱线9b且与棱线9b垂直的截面包含测定位置p。由此,能够根据板材b的易于对冲压成形品的形状造成影响的部分的板厚来控制冲头侧内垫板9的突出量h。
[0115]
此外,使用可动部的冲压成形不限于上述例子。例如,在冲压装置中,也能够省略
冲模侧垫板8和冲头侧内垫板9中的任一者。另外,上述例子是对预先弯曲成形而得到的中间材料的板材b进行冲压成形的例子,但冲压装置也可以对未弯曲成形的平板进行冲压成形。
[0116]
通常,在弯曲成形中,设定冲模侧垫板大多是用于防止板材相对于冲头侧内垫板的错位。换言之,在难以错位的形状的情况下,也存在能够省略冲模侧垫板的情况。在图4a~图4d所示的成形例中也是,存在能够省略冲模侧垫板8的情况。在图4a~图4d所示的成形例中,在省略冲模侧垫板8的情况下,从成形初始到图4c所示的阶段,相当于冲模侧垫板8的部位在收纳于冲模6的凹陷部的状态下成为与冲模一体的状态。从成形初始阶段到图4c所示的阶段,板材b的截面宽度方向的中央部与存在冲模侧垫板8的情况同样,在被冲头侧内垫板9从下侧抬起的状态下,进行冲压成形。在图4c所示的阶段之后,冲头侧内垫板9被冲模6朝下压入而下降,与图4d同样地完成冲压成形。
[0117]
(冲压成形品的例子)
[0118]
图5是表示冲压成形品的一例的剖视图。图5所示的冲压成形品12例如通过图4a~图4d所示的冲压成形而获得。冲压成形品12的截面是帽形状。冲压成形品12是以与图5所示的截面垂直的方向为长度方向的纵长构件。包含在冲压成形品12的宽度方向上延伸的顶板12a和与顶板12a的宽度方向两端相邻的一对棱线部12b。另外,冲压成形品12包含从棱线部12b向顶板12a的背面侧(板厚方向一侧)伸出的一对纵壁12c和与一对纵壁12c的顶端(下端)相邻的一对棱线部12d。而且,冲压成形品12包含从一对棱线部12d向顶板12a的宽度方向两侧分别伸出的一对凸缘12e。顶板12a与纵壁12c所成的角度θ2不限于90deg.的情况。角度θ2能够例示90~125deg.。在该范围的强加工中,特别是负回弹等问题明显,因此上述反馈控制有效。若角度θ2是小于90deg.的锐角,则存在妨碍从模具卸下冲压成形品的情况。
[0119]
在冲压成形品12中,例如,也可以测定顶板12a与凸缘12e所成的角度θ1。在该例中,在顶板12a与凸缘12e所成的各θ1比表示期望的形状的预定的基准值θc大,在该情况下是比0deg.大的情况(θ1>θc=0deg.)下为负回弹,在θ1比基准值θc小的情况(θ1<θc=0deg.)下为正回弹。此外,表示负回弹或正回弹的程度的值不限于上述例子的角度θ1。例如,也可以测定顶板12a与凸缘12e所成的角度θ2或凸缘12e的底面的垂直方向的高低差t1等作为表示负回弹或正回弹的程度的值。
[0120]
(动作例)
[0121]
图6是表示本实施方式的控制器11的动作例的流程图。在图6所示的例子中,首先,控制器11初始设定冲压条件(s1)。冲压条件例如包含可动部相对于冲模或冲头的相对位置。作为一例,设定上述的冲头侧内垫板9的突出量h的初始值。此外,冲压条件不限于可动部的相对位置。
[0122]
控制器11取得预先求出的对应数据(s2)。例如,控制器11决定用于反馈处理的对应数据,设为能够访问的状态。例如,从预先记录于控制器11的计算机能够访问的记录介质(内置于控制器11的存储装置或外部的存储装置)的数据中提取用于处理的对应数据,储存于存储器(存储装置11b)。对应数据在冲压成形前被预先生成,记录于控制器11能够访问的存储介质。
[0123]
在此,说明对应数据的一例。图7是表示冲压成形品的形状与冲头侧内垫板9的突出量h的关系的一例的图表。图7所示的图表表示冲头侧内垫板9的突出量h与负回弹/正回
弹的关系。图表的纵轴的角度差表示图5所示的冲压成形品12的顶板12a与凸缘12e所成的角度θ1与基准值θc之差,在该情况下是角度θ1与0deg.之差(θ1-θc(在此θc=0deg.))。基准值θc设为没有负回弹和正回弹的情况的顶板与凸缘12e所成的角度。在角度差为正的情况下是负回弹,在角度差为负的情况下是正回弹。在图7所示的图表所示的关系中,冲头侧内垫板的突出量的适当值ha成为角度差成为0时的突出量。
[0124]
图8是表示适当突出量与板材的板厚的关系的一例的图表。图8所示的图表的纵轴表示角度差(θ1-θc)成为0时的即没有负回弹和正回弹的情况的冲头侧内垫板的突出量。如图8所示那样板材的板厚与冲头侧内垫板的适当突出量彼此相关的情况由发明人发现。控制器11通过使用表示这样的相关关系的对应数据,能够基于测定的板材的板厚而决定适当的突出量。例如,能够将表示图8所示的图表的线的式或表示图表的各曲线的数据设为对应数据。
[0125]
在图6的s3中,板厚测定装置10测定接下来向可动模具输送的板材b的板厚。控制器11从板厚测定装置10取得板材的板厚的测定结果。作为一例,如图2所示,在各冲头侧内垫板9的输送方向的上游的板材b的测定位置p处,测定板厚。
[0126]
控制器11基于在s3中测定的板材的板厚而设定冲头侧内垫板9相对于冲头的相对位置(初始位置),例如,突出量h(s4)。控制器11控制冲压装置5而进行控制,以使冲头侧内垫板9相对于冲头7的突出量h成为基于板厚设定的值。控制器11在控制突出量h的同时执行冲压成形(s5)。在s5中,能够以在s4中设定的冲头侧内垫板9的伸出量(突出量h)对在s3中测定板厚的板材执行冲压成形。
[0127]
图6的s3~s5的处理针对一个制造批次所包含的多个板材反复进行。由此,在一个制造批次的冲压成形的各个冲压成形中,能够进行基于板材的板厚的前馈控制。
[0128]
(板材的材料的例子)
[0129]
能够应用本发明的板材的材料没有特别限定。作为板材的材料,例如,也可以使用980mpa级高强度钢板(高张力钢板:high tensile strength steel sheets)的薄板。近年,为了冲压成形品的轻量化,冲压成形品的高强度化逐渐发展。与此相应,冲压成形品的材料的高强度化也逐渐发展。若材料高强度化,则冲压成形为期望的形状变得困难。例如,通常,材料越高强度化,负回弹越剧烈。根据上述实施方式,即使在使用具有980mpa以上的抗拉强度的板材的情况下,也能够减小多个冲压成形品的形状相对于目标形状的差距或偏差。
[0130]
另外,通常,在例如抗拉强度为270mpa级的钢板和1.2gpa级的钢板中,存在通常1.2gpa级的钢板的板厚的偏差较大的倾向。若板厚的偏差较大,则即使调整模具形状,在制造批次的最初进行冲压成形而得到的冲压成形品的形状是期望的形状,在制造批次内后进行冲压成形的冲压成形品也不成为期望的形状的可能性也较高。根据上述实施方式,即使在使用材料的特性的偏差与低强度的钢板相比较大的具有980mpa以上的抗拉强度的板材的情况下,也能够利用基于板厚的可动部的相对位置的前馈控制减小多个冲压成形品的形状的偏差。
[0131]
(实施例)
[0132]
图9是表示未基于板材的板厚对冲头侧内垫板9的突出量h进行前馈控制的情况的测定凸缘的位置精度而得到的结果的直方图。图10是表示基于板材的板厚对冲头侧内垫板9的突出量h进行前馈控制的情况的测定凸缘的位置精度而得到的结果的直方图。在图9和
图10中,上部的直方图表示一测试批次所包含的板材的板厚的分布。板材的板厚在约0.1mm的范围内按照冲压成形的每次冲击而随机变化。下部的直方图表示一测试批次的凸缘精度的分布。凸缘位置精度是凸缘的高低差(相当于图5所示的t1)。凸缘位置精度将作为目标的基准位置设为0.0。板材的材料使用抗拉强度为1180mpa的钢板。
[0133]
在图9所示的结果中,在板材的板厚在约0.1mm的范围存在偏差的情况下,凸缘的位置精度的标准偏差是0.25mm。相对于此,在图10所示的结果中,在板材的板厚在约0.1mm的范围存在偏差的情况下,凸缘的位置精度的标准偏差是0.11mm。另外,凸缘位置精度的平均值在任一情形下均为0.01mm左右。根据这些结果可知,通过进行基于板材的板厚而控制冲头侧内垫板9的突出量h的前馈控制,抑制冲压成形品的形状相对于目标形状的差距和偏差。
[0134]
以上,说明了本发明的一实施方式,但上述的实施方式只不过是用于实施本发明的例示。因而,本发明不限定于上述的实施方式,在不脱离其主旨的范围内能够适当变形上述的实施方式而实施。
[0135]
例如,在上述实施方式中,基于板厚而控制初始位置的可动模具是冲头的内垫板,但也可以基于板厚而控制设于冲模的冲模侧垫板相对于冲模的初始位置。
[0136]
在上述实施方式中,作为在一张板的多个部位测定的例子,测定一张板的厚壁部和薄壁部或一张板的高强度部和低强度部的区域的板厚。一张板的多个部位的板厚测定不限于上述例子。例如,也可以是,测定板材的测定对象区域内的多个部位的板厚,将基于多个部位的板厚的值(例如,平均值等)作为测定对象区域的板厚。
[0137]
在上述实施方式中,取得板厚的板厚取得装置是板厚测定装置。板厚取得装置也可以是取得表示冲压对象的多个板材b各自的板厚的数据的装置。例如,在板厚测定装置位于远处的情况下,板厚取得装置也可以是从板厚测定装置或其他通信设备接收表示板厚的数据的结构。此外,板厚取得装置也可以包含于控制器。即,控制器也可以是从外部的装置取得板厚的结构。优选的是,表示各个板材的板厚的数据是板厚的实测值的数据,但表示板厚的数据不限于实测值的数据。
[0138]
附图标记说明
[0139]
4、输送装置;5、冲压装置;6、冲模;7、冲头;8、冲模侧垫板;9、冲头侧内垫板(第1内垫板、第2内垫板);10、板厚测定装置;11、控制器;12、冲压成形品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1