加工设备的制作方法
1.本发明涉及加工物体的加工设备。
背景技术:
2.已知的加工设备使与加工工具附接的主轴旋转,对物体(工件)执行诸如切削加工的操作(例如,参考专利文献1)。在专利文献1中描述的构造中,工件在由设备的框架的侧表面支撑的同时进行移动和旋转。
3.引用文献列表
4.专利文献
5.专利文献1:日本专利申请公开第2018
‑
30192号
技术实现要素:
6.技术问题
7.在专利文献1中描述的构造中,由于工件在由设备的框架的侧表面支撑的同时进行移动和旋转,因此难以确保支撑工件所需的刚度。如果支撑工件和主轴的部分的刚度不足,则加工稳定性可能会下降。如果加工稳定性变差,则可能无法确保工件的足够的加工精度。
8.解决问题的方案
9.一种加工设备,其特征在于:第一框架,其包括沿着z轴方向形成的第一表面和沿着y轴方向形成的第二表面;x轴移动机构,其设置在第一框架的第一表面侧上;z轴移动机构,其设置在第一框架的第一表面侧上;y轴移动机构,其设置在第一框架的第二表面侧上;第二框架,其被配置为从第一框架的第二表面侧支撑第一框架;a轴旋转机构,其被配置为由y轴移动机构移动;b轴旋转机构,其被配置为由y轴移动机构移动;以及支撑机构,其被配置为由y轴移动机构移动并支撑待加工物体,其中y轴移动机构设置在沿z轴方向位于第一框架下方并且由第二框架形成的空间内。
10.发明的有益效果
11.本发明容易确保被加工的物体的加工精度。
附图说明
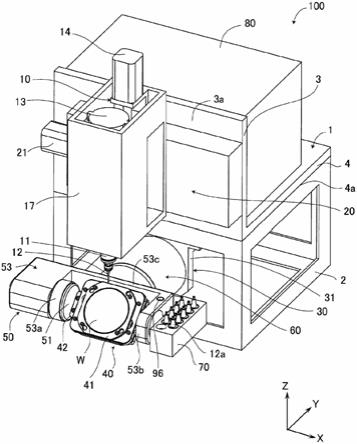
12.[图1]图1是第一实施例的加工设备的透视图。
[0013]
[图2]图2是第一实施例的加工设备的俯视图。
[0014]
[图3]图3是第一实施例的加工设备的前视图。
[0015]
[图4]图4是第一实施例的加工设备的侧视图,其中加工设备的一部分被剖开。
[0016]
[图5a]图5a是第一实施例的加工设备的侧视图,其中台架的一部分被剖开。
[0017]
[图5b]图5b是第一实施例的加工设备的侧视图,其中在支撑机构从图5a的状态沿y轴方向移动的状态下,台架的一部分被剖开。
[0018]
[图6]图6是第一实施例的加工设备的前视图,其中工件绕b轴旋转并倾斜。
[0019]
[图7]图7是第一实施例的电气单元的示意性剖视图。
[0020]
[图8]图8是第一实施例的另一个第一示例的加工设备的透视图。
[0021]
[图9]图9是示出了第一实施例的另一个第二示例的加工设备的一部分的前视图。
[0022]
[图10]图10是示出了第一实施例的另一个第二示例的加工设备的一部分的透视图。
[0023]
[图11]图11是第一实施例的另一个第二示例的支撑机构和第一旋转机构的剖视图。
[0024]
[图12]图12是第一实施例的另一个第二示例的支撑机构的平面图。
[0025]
[图13a]图13a是沿图12的线a
‑
a截取的剖视图。
[0026]
[图13b]图13b是沿图12的线b
‑
b截取的剖视图。
[0027]
[图13c]图13c是沿图12的线c
‑
c截取的剖视图。
[0028]
[图14]图14是第一实施例的第一旋转机构、支撑机构和工具库的透视图。
[0029]
[图15]图15是第一实施例的第一旋转机构、支撑机构和工具库的平面图。
[0030]
[图16a]图16a是沿图15的线d
‑
d截取的剖视图。
[0031]
[图16b]图16b是沿图15的线e
‑
e截取的剖视图。
[0032]
[图17a]图17a是第二实施例的保持部分的透视图。
[0033]
[图17b]图17b是从图17a的后表面看的保持部分的透视图。
[0034]
[图18a]图18a是第二实施例的包括支撑部分的第一旋转机构的平面图。
[0035]
[图18b]图18b是第二实施例的包括支撑部分的第一旋转机构的透视图。
[0036]
[图19a]图19a是示出了第二实施例中保持部分仍未插入到支撑部分的状态的透视图。
[0037]
[图19b]图19b是示出了第二实施例中保持部分插入到支撑部分的状态的透视图。
[0038]
[图20a]图20a是示出了第二实施例中保持部分附接到支撑部分的状态的透视图。
[0039]
[图20b]图20b是示出了第二实施例中保持部分附接到支撑部分的状态的剖视图。
[0040]
[图21a]图21a是示出了第二实施例中防止保持部分旋转以附接或拆卸保持部分的构造的平面图。
[0041]
[图21b]图21b是示出了第二实施例中防止保持部分旋转以附接或拆卸保持部分的构造的透视图。
[0042]
[图22a]图22a是示出了支撑机构从图21a的状态绕b轴旋转的状态的平面图。
[0043]
[图22b]图22b是示出了支撑机构从图21b的状态绕b轴旋转的状态的透视图。
[0044]
[图23]图23是第三实施例的加工设备的外观的透视图。
[0045]
[图24a]图24a是示出了第三实施例的工具仍未被夹紧的状态的剖视图。
[0046]
[图24b]图24b是示出了第三实施例的工具被夹紧的状态的剖视图。
[0047]
[图25]图25是第三实施例的加工设备的控制框图。
[0048]
[图26]图26是第三实施例的加工设备的控制流程图。
[0049]
[图27]图27是选择工具的控制流程图。
具体实施方式
[0050]
第一实施例
[0051]
将参考图1至图16描述第一实施例。首先,参考图1~图6对本实施例的加工设备100的整体结构进行描述。
[0052]
加工设备
[0053]
加工设备100包括作为移动机构支撑构件的框架1、第一移动机构10、第二移动机构20和第三移动机构30。第一至第三移动机构10至30由框架1支撑。加工设备100还包括支撑待加工工件w的支撑机构40、第一旋转机构(旋转机构)50、第二旋转机构(另一个旋转机构)60、工具库70和电气单元80。第一和第二旋转机构可以使支撑机构40旋转。
[0054]
用作第一框架的框架1放置在具有空腔(空间)并用作第二框架的台架2上。如图4所示,框架1包括第一部分3和第二部分4,第二部分4从第一部分3的边缘部分弯折成直角。在本实施例中,第一部分3沿竖直方向设置,第二部分4沿水平方向设置。第一部分3的位于与第二部分4弯折所在的一侧相反的一侧上的表面(图4中的左表面)用作第一表面3a。另外,第二部分4的位于与第一部分3所设置的一侧相反的一侧上的表面(图4中的下表面)用作第二表面4a。第一表面3a和第二表面4a相互正交。第一表面3a对应于沿z轴方向延伸的第一表面,第二表面4a对应于沿y轴方向延伸的第二表面。台架2从框架1的第二表面4a侧支撑框架1。
[0055]
作为z轴移动机构的第一移动机构10经由第二移动机构20由框架1的第一部分3的第一表面3a支撑,能够使主轴11沿z轴方向(竖直方向,第一方向)移动。加工工具12经由工具保持器可拆卸地附接到主轴11。主轴11由马达13驱动和旋转。如图4所示,第一移动机构10包括沿z轴方向设置的马达14和引导轴15。因此,当被马达14驱动时,第一移动机构10使主轴11沿z轴方向沿着引导轴15往复运动(上下移动)。主轴11经由z轴支撑构件16由引导轴15可移动地支撑。例如,引导轴15是滚珠丝杠,z轴支撑构件16是沿着引导轴15移动的构件,由马达14旋转。引导轴15和z轴支撑构件16被覆盖物17覆盖。
[0056]
用作x轴移动机构的第二移动机构20由框架1的第一部分3的第一表面3a支撑,并且能够使主轴11和第一移动机构10沿与z轴方向正交的x轴方向(水平方向,第二方向)移动。第二移动机构20包括沿x轴方向设置的马达21和引导轴(未示出)。因此,当被马达21驱动时,第二移动机构20使第一移动机构10沿着引导轴在x轴方向上往复运动。与第一移动机构10一样,在第二移动机构20中,引导轴可以是滚珠丝杠。
[0057]
用作y轴移动机构的第三移动机构30由框架1的第二部分4的第二表面4a支撑,并且可以使支撑机构40在与z轴方向和x轴方向正交的y轴方向(水平方向,第三方向)上移动。第三移动机构30包括沿y轴方向设置的马达32(图5a、图5b)和引导轴(未示出)。因此,当由马达驱动时,第三移动机构30使支撑机构40沿着引导轴在y轴方向上往复运动。与第一移动机构10一样,在第三移动机构30中,引导轴可以是滚珠丝杠。如图5a和5b所示,第三移动机构30设置在z轴方向上位于框架1下方并由台架2形成的空间中。另外,第三移动机构30的引导平面在z轴方向上位于后述的第一旋转机构50的旋转中心轴线(a轴)和第二旋转机构60的旋转中心轴线(b轴)的上方。
[0058]
第三移动机构30还包括支撑第二旋转机构60的支撑板部分31。如图5a和5b所示,支撑板部分31沿着引导轴在y轴方向上往复运动。如图1和图3所示,由于台架2的在y轴方向
上处于支撑机构40侧上的部分是敞开的,因此即使当支撑板部分31和由支撑板部分31支撑的第二旋转机构60沿y轴方向移动时,支撑板部分31和第二旋转机构60也不会与台架2干涉。如后面详细描述的,第三移动机构30可以使支撑机构40以及第二旋转机构60和第一旋转机构50沿y轴方向移动。
[0059]
支撑机构40支撑工件w,例如假牙,其是由加工工具12切削的物体。支撑机构40包括保持部分41和支撑部分42。保持部分41保持工件w。支撑部分42的两个边缘部分与第一旋转机构50的旋转部分51、52连接,支撑部分42经由保持部分41支撑工件w。保持部分41和支撑部分42是彼此独立的部件。如后面详细描述的,保持部分41固定在支撑部分42上。然而,保持部分41可以与支撑部分42一体形成。
[0060]
作为a轴旋转机构的第一旋转机构50可以使支撑机构40绕作为与z轴方向正交的旋转轴线的a轴旋转(参见图2至图4和图6)。在本实施例中,a轴与x轴方向平行。第一旋转机构50包括可旋转地支撑旋转部分51和52的支撑框架53以及使旋转部分51旋转的马达54(图11)。支撑框架53大致呈u字形以围绕支撑机构40,并且包括支撑马达54和旋转部分51的第一支撑部分53a、支撑旋转部分52的第二支撑部分53b以及连接第一支撑部分53a和第二支撑部分53b的连接部分53c。
[0061]
由第一支撑部分53a支撑的旋转部分51和由第二支撑部分53b支撑的旋转部分52布置成在a轴方向上彼此面对并且能够绕用作旋转轴线的a轴旋转。支撑机构40在a轴方向上的两个边缘部分由旋转部分51和52支撑。在这种构造中,第一旋转机构50支撑该支撑机构40,使得支撑机构40可以绕a轴旋转α
°
,如图4所示。
[0062]
第一旋转机构50可以旋转至少180
°
。因此,第一旋转机构50可以使由支撑机构40支撑的工件w上下翻转。在本实施例中,第一旋转机构50可以使支撑机构40绕a轴旋转360
°
。如后面详细描述的,a轴的延长线穿过工件w(由支撑机构40支撑)的中心,该中心为工件w的厚度方向的中心,a轴(即旋转中心轴线)与前表面之间的距离以及a轴与后表面之间的距离彼此相同。因此,即使在工件w上下翻转时,工件w的厚度方向的中心与加工工具12之间的位置关系也不变。
[0063]
作为b轴旋转机构的第二旋转机构60可以使支撑机构40绕作为与z轴方向和a轴正交的另一旋转轴线的b轴(见图4和图5)旋转。在本实施例中,b轴与y轴方向平行。第二旋转机构60包括与第一旋转机构50的支撑框架53附接的旋转部分61(图11)以及使旋转部分61旋转的马达62(图4)。旋转部分61是与支撑框架53的连接部分53c附接的部分。当被马达62驱动旋转时,旋转部分61可以使支撑框架53绕b轴旋转。这样,第二旋转机构60支撑第一旋转机构50和支撑机构40,使得第一旋转机构50和支撑机构40可以绕b轴旋转β
°
,如图6所示。
[0064]
b轴穿过在x轴方向上位于第一旋转机构50的旋转部分51和旋转部分52之间的中心部分。另外,b轴的延长线穿过位于x轴方向上的工件w(由支撑机构40支撑)的中心。如图4和图6所示,a轴和b轴以直角相互交叉。因此,a轴可以绕b轴旋转。例如,a轴从a1轴摆动到a2轴,如图6所示。
[0065]
作为工具保持部分的工具库70能够保持多个加工工具。工具库70与第一旋转机构50相邻设置,并由支撑构件71支撑,如图2所示。支撑构件71由第三移动机构30的支撑板部分31支撑。因此,工具库70能够通过第三移动机构30与支撑机构40等一起沿y轴方向移动。然而,即使支撑机构40如图4所示绕a轴旋转,工具库70也不旋转。此外,即使支撑机构40如
图6所示绕b轴旋转,工具库70也不旋转。也就是,即使支撑机构40绕a轴和b轴旋转,工具库70也由支撑构件71支撑而使得工具库70保持预定姿态。
[0066]
在工具库70中,保持多种类型的加工工具,这些加工工具沿y轴方向排列成多列。每个加工工具都与对应的工具保持器12a成一体。因此,附接到主轴11的加工工具可以用另一加工工具替换。注意,工具保持器12a由主轴11保持,并且可以与加工工具成一体,或者可以是与加工工具独立的部件。注意,在本实施例中,使用双卡盘构造。也就是,加工工具12附接到具有卡盘的工具保持器12a,加工工具12经由工具保持器12a被主轴11的卡盘部分(用于保持工具)保持。然而,加工工具可以直接附接到主轴11。加工工具的更换可以由工人执行,或者可以由加工设备100自动执行。
[0067]
当自动地执行加工工具的更换时,第二移动机构20和第三移动机构30将工具库70的空的空间(不包含加工工具)移动到主轴11下方的位置。然后,第一移动机构10降低主轴11;通过操作设置在主轴11上的诸如卡盘的装卸装置,移除附接到主轴11的加工工具12;将加工工具12设置在工具库70的空的空间中。然后,第一移动机构10提升主轴11,第二移动机构20和第三移动机构30将工具库70的目标加工工具12所在的位置移动到位于主轴11下方的位置。然后,第一移动机构10再次降低主轴11并操作装卸装置,从而将目标加工工具12附接到主轴11。注意,加工工具12例如是钻头或立铣刀。
[0068]
电气单元80固定在框架1内。也就是,电气单元80设置在第一部分3的与第一表面3a相反的一侧上,以及第二部分4的与第二表面4a相反的一侧上。以这种方式,电气单元80设置在l形框架1的内部,该内部中没有设置移动机构和旋转机构。因此,可以有效地利用空间并且可以减小设备的尺寸。
[0069]
电气单元80控制加工设备100。如图7所示,在电气单元80中,控制板83和控制部分84a、84b、84c、84x、84y和84z由框架81支撑。控制板83控制每个轴的主轴和马达。控制部分84a、84b、84c、84x、84y和84z中的每一个根据从马达的旋转编码器发送的信号来确定要输出到对应马达的脉冲;并适当地控制马达的旋转。
[0070]
具体地,控制部分84a控制第一旋转机构50的马达54,使支撑机构40绕a轴旋转。控制部分84b控制第二旋转机构60的马达62,使支撑机构40绕b轴旋转并使支撑机构40倾斜,从而设定支撑机构40的姿态。控制部分84x通过控制第二移动机构20的马达21来使主轴11沿x轴方向移动,并且设定主轴11在x轴方向上的位置。控制部分84y通过控制第三移动机构30的马达使支撑机构40沿y轴方向移动,并设定支撑机构40在y轴方向上的位置。控制部分84z通过控制第一移动机构10的马达13使主轴11沿z轴方向移动,并且设定主轴11在z轴方向上的位置。通过这些操作,主轴11相对于支撑机构40的位置以x轴、y轴和z轴进行设定。
[0071]
控制部分84c控制马达13,该马达驱动和旋转主轴11。控制部分84c使附接到主轴11的加工工具12高速旋转。因此,控制部分84c的尺寸和重量往往大于其它控制部分84a、84b、84x、84y和84z的尺寸和重量。为此,在本实施例中,电气单元80的框架81设置有在竖直方向上分隔控制部分的安装空间的分隔部分82,并且大而重的控制部分84c设置在分隔部分82下方,小而轻的控制部分84a、84b、84x、84y和84z设置在分隔部分82上方。由于重的物体布置在下部部分中,所以设备可以是稳定的。此外,由于小的控制部分集中设置在分隔部分82的上方,因此可以有效地利用空间并且可以减小设备的尺寸。
[0072]
另外,控制板83设置在框架81的侧表面上,以便于布线。然而,电气单元80的部件
可以以任何顺序布置。
[0073]
在以上描述中,支撑移动机构、旋转机构和电气单元的移动机构支撑构件是l形框架1。然而,移动机构支撑构件可以是盒形框架1a,如图8所示。与框架1类似,框架1a也包括支撑第一移动机构10和第二移动机构20的第一表面3a,以及支撑第三移动机构30的第二表面4a。另外,电气单元80设置在盒形框架1a的内部。
[0074]
当通过使用加工设备100加工工件w时,工件w的待加工表面(顶表面)被加工工具12切削,其中与加工工具12附接的主轴11通过第一移动机构10在旋转的同时进行上下移动。在加工工件w时,通过第二移动机构20沿x轴方向移动主轴11,通过第三移动机构30沿y轴方向移动支撑工件w的支撑机构40,以及通过第一移动机构10使主轴11上下移动,可以切削工件w的表面的任何部分。另外,即使在工件w通过第二旋转机构60绕b轴旋转并倾斜的状态下,也可以切削工件w。此外,工件w可以在工件w被第一移动机构10上下翻转的状态下被切削。
[0075]
本实施例的加工设备100是自动加工工件的计算机控制的nc加工设备。具体而言,通过使用诸如个人计算机的外部终端和cad/cam系统生成加工数据;加工设备100根据加工数据在数字控制下加工工件w。因此,加工设备100与向加工设备100提供指令的诸如个人计算机的外部终端连接。另外,加工设备100本身也可以包括具有cpu和存储器且能够进行数字控制的计算机。
[0076]
例如,当通过加工设备100形成假牙时,使用三维测量仪测量的假牙的数据被发送到cad/cam系统,由cad/cam系统生成加工数据。根据加工数据控制加工设备100,从而通过加工工具12切削工件w。以这种方式制造假牙。
[0077]
因此,在对工件进行加工的加工设备中,优选地确保支撑移动主轴和工件的移动机构以及旋转工件的旋转机构的移动机构支撑构件的足够刚度。具体地,如果在主轴高速旋转的状态下切削工件,则需要确保移动机构支撑构件的足够刚度。例如,在专利文献1中描述的构造中,工件在由设备的框架的侧表面支撑的同时进行移动和旋转。在这种构造中,难以确保支撑工件所需的足够刚性。如果支撑工件和主轴的部分的刚度不足,则加工稳定性可能会下降。
[0078]
相反,在本实施例中,支撑移动机构和旋转机构的框架1和框架1a均包括第一表面3a和与第一表面3a正交的第二表面4a。此外,第一移动机构10和第二移动机构20由第一表面3a支撑,并且第三移动机构30由第二表面4a支撑。此外,第一旋转机构50和第二旋转机构60经由第三移动机构30由第二表面4a支撑。以此方式,移动机构和旋转机构由具有l形部分的框架1或1a支撑。该构造比移动机构和旋转机构由侧板支撑的构造具有更高的支撑刚度。因此,本实施例的构造可以保证工件的加工稳定性,提高工件的加工精度。另外,即使将本实施例应用于具备高速旋转的主轴的加工设备,也能够确保足够的刚度。
[0079]
支撑机构
[0080]
接下来,将参考图9至图13更具体地描述支撑工件w的本实施例的支撑机构40a。图9至图13所示的支撑机构40a与图1至图8所示的上述支撑机构40的不同之处在于,支撑机构40a包括按压部分43a、43b和43c。也就是,图9至图13所示的支撑机构40a也包括保持部分41和支撑部分42。保持部分41保持工件w。支撑部分42与第一旋转机构50的旋转部分51、52连接,经由保持部分41支撑工件w。保持部分41被按压部分43a、43b和43c按压,从而将保持部
分41固定到支撑部分42。
[0081]
需要注意的是,在图1至图8所示的支撑机构40中,保持部分41可以经由诸如螺钉的固定构件固定在支撑部分42上,也可以以后述的第二实施例的构造固定在支撑部分42上。然而,同样在图1至图8所示的支撑机构40中,位于工件w的厚度方向上的工件w(由保持部分41保持)的中心与支撑部分42同旋转部分51和52相连的位置之间的关系与下面描述的相同。
[0082]
如图9和图10所示,支撑机构40a包括按压设备44和接纳设备45,它们设置成夹住保持工件w的保持部分41。按压设备44和接纳设备45设置在a轴上。另外,按压设备44设置在第一旋转机构50的旋转部分52侧上,接纳设备45设置在旋转部分51侧上。如后述的图13所示,按压设备44包括按压部分43a、43b、43c,其将保持部分41朝向接纳设备45和支撑部分42按压。接纳设备45与保持部分41接触,并接纳由按压设备44施加到保持部分41的按压力。此外,按压设备44和接纳设备45固定在支撑部分42上。
[0083]
图11是示出了沿a轴截取的第一旋转机构50和支撑机构40a的横截面的透视图。图11示出了从支撑部分42侧观察的支撑机构40a。如图11所示,工件w是盘状构件,并且具有形成在工件w的整个外周部分上的突起部分w1。保持部分41包括本体部分41a和保持板部分41b。本体部分41a具有凹入部分41c,工件w的突起部分w1能够插入到该凹入部分中。工件w由保持部分41保持,使得突起部分w1被本体部分41a的凹入部分41c和保持板部分41b夹持。例如,在工件w被保持板部分41b和本体部分41a夹持的状态下,保持板部分41b经由螺钉41d(例如,参见图12)固定到本体部分41a。
[0084]
支撑部分42具有比工件w的外直径大且比保持部分41的外接圆的外直径小的通孔42a。因此,当工件w被第一旋转机构50翻转以加工工件w的后表面时,加工工具12可以通过通孔42a接触工件w。也就是,加工工具12能够通过通孔42a对工件w的后表面进行切削。另外,保持部分41可以放置在支撑部分42的通孔42a的外周上。
[0085]
图12是从保持部分41侧观察的支撑机构40a的平面图。图13b是沿穿过a轴的图12的线b
‑
b截取的剖视图。图13a为沿着将a轴绕工件w的中心o逆时针旋转预定角度而获得的线a
‑
a截取的剖视图。图13c为沿着将a轴绕工件w的中心o顺时针旋转预定角度而获得的线c
‑
c截取的剖视图。线a
‑
a相对于a轴的旋转角度与线c
‑
c相对于a轴的旋转角度相同。在平面图中,工件w的中心o是盘状工件w的中心。
[0086]
如图13b所示,沿着为第一旋转机构50的旋转轴线的a轴延伸的平面由p表示。因此,工件w的厚度方向垂直于平面p。另外,工件w在工件w的厚度方向上的中心由q表示。在这种情况下,保持部分41在平面p通过的位置处保持工件w。另外,保持部分41保持工件w,使得a轴的延长线穿过为工件w的厚度方向上的中心的工件w的中心q。
[0087]
另一方面,支撑保持部分41的支撑部分42在连接位置c处与第一旋转机构50连接。连接位置c在工件w的厚度方向上位于工件w被保持部分41保持的位置的一侧(图13b中的下侧)上;并且从a轴偏移。因此,在支撑部分42的沿a轴方向的两个边缘部分处,形成连接部分42b和42c。如图11所示,连接部分42b和42c分别与旋转部分51和52的连接突起部分51a和52a连接。
[0088]
旋转部分51的连接突起部分51a从偏离a轴的位置沿着a轴突起。旋转部分52的连接突起部分52a从偏离a轴的位置沿着a轴突起。另一方面,形成在支撑部分42中的连接部分
42b和42c具有切口,连接突起部分51a和52a可以插入到该切口中。因此,在连接突起部分51a和52a插入到连接部分42b和42c中的状态下,连接部分42b和42c与连接突起部分51a和52a彼此固定。连接突起部分51a相对于a轴的偏移量与连接突起部分52a相对于a轴的偏移量相同,连接部分42b的切口的尺寸与连接部分42c的切口的尺寸相同。因此,如图13b所示,连接突起部分51a和52a在从a轴偏移的连接位置c处与连接部分42b和42c连接。
[0089]
在本实施例中,工件w由保持部分41保持,使得a轴穿过位于工件w的厚度方向上的工件w的中心q。因此,即使支撑部分42与旋转部分51和52连接的连接位置c从a轴偏移,工件w和支撑机构40a也可以通过绕a轴旋转的旋转部分51和52而绕a轴旋转。
[0090]
如图13a至13c所示,按压设备44包括设置在围绕保持部分41的多个位置(在本实施例中为三个位置)处的按压部分43a、43b和43c。按压部分43a、43b和43c按压保持部分41的圆周部分的一部分。圆周部分的一部分是平面p所通过的部分。具体地,如图13b所示,设置在a轴所通过的位置处的按压部分43b在与a轴基本平行的方向上按压保持部分41。按压部分43b被弹簧(未图示)推压,从而将保持部分41朝向接纳设备45按压。因此,按压设备44具有引导孔44b,该引导孔引导按压部分43b,使得按压部分43b能够沿着与a轴方向大致平行的方向移动。
[0091]
按压部分43b具有形成在按压部分43b的前端部处的突起部分43bl。突起部分43b1与形成在保持部分41的外周面上的凹入部分41e接合,使得保持部分41定位在以与平面p正交的轴线为中心的旋转方向上。要注意的是,突起部分43b1可以是设置在按压部分43b的前端部处以能够旋转的球,或者可以具有通过使按压部分43b的前端部倒圆而形成的半球形形状。
[0092]
当保持部分41附接到支撑部分43时,保持部分41被插入到设置在支撑部分42上的接纳设备45和按压设备44之间的空间中。具体地,将保持部分41插入到空间中,使得保持部分41的凹入部分41e和按压部分43b的突起部分43b1在旋转方向上彼此异相。然后,保持部分41相对于支撑部分42旋转,使得凹入部分41e和突起部分43b1同相并且彼此接合。通过该操作,保持部分41在旋转方向上相对于支撑部分42定位。
[0093]
另一方面,如图13a和13c所示,沿旋转方向设置在按压部分43b的两侧上的按压部分43a和43c在相对于平面p倾斜的方向上按压保持部分41。按压部分43a和43c被弹簧(未示出)推压,从而将保持部分41朝向接纳设备45按压。要注意的是,按压部分43a和43c的按压方向相对于平面p倾斜,使得按压方向朝向沿着平面p延伸的方向的一侧(支撑部分42侧)延伸。也就是,由按压部分43a和43c在按压方向上施加的力的分量的一部分施加在保持部分41压靠支撑部分42的方向上。因此,按压设备44具有引导孔44a和44c,引导孔引导按压部分43a和43c,使得按压部分43a和43c能够沿着相对于平面p倾斜的方向移动。
[0094]
按压部分43a和43c还具有形成在按压部分43a和43c的前端部处的突起部分43a1和43c1。另一方面,保持部分41具有与突起部分43a1和43c1接合的倾斜表面41f和41g。倾斜表面41f和41g与按压部分43a和43c的按压方向大致正交。因此,通过按压部分43a和43c的按压力,保持部分41被有效地压向支撑部分42。注意,突起部分43a1和43c1可以是设置在按压部分43a1和43c1的前端处以能够旋转的球,或者可以具有通过使按压部分43a和43c的前端部倒圆而形成的半球形形状。此外,按压部分43a、43b和43c可以是彼此相同的部件。
[0095]
因此,由于保持部分41被按压部分43a和43c压向支撑部分42,所以保持部分41被
固定到支撑部分42。另外,通过按压部分43b,保持部分41在旋转方向上相对于支撑部分42定位。
[0096]
如上所述,在本实施例中,支撑保持部分41的支撑部分42在连接位置c处与第一旋转机构50连接。连接位置c在工件w的厚度方向上位于工件w被保持部分41保持的位置的一侧(图13b中的下侧)上;并且从a轴偏移。因此,在加工工件w时,对于施加于工件w的加工载荷而言,容易确保足够的刚度。也就是,在本实施例中,由于工件w的保持位置和支撑机构40a与第一旋转机构50之间的连接位置相互偏移,所以对于施加在工件w上的加工载荷可以保证足够的刚度。
[0097]
专利文献1描述了包括保持部分和旋转机构的构造。保持部分夹持并保持待加工物体,并且旋转机构经由保持部分使物体旋转。在专利文献1所记载的构造中,认为保持部分保持物体的位置、旋转机构经由保持部分支撑物体的位置、和物体的旋转中心在相同的轴线上。如果保持部分保持物体的位置和旋转机构支撑物体的位置基本在同一轴线上,则难以确保支撑物体的构造具有足够的刚度,因为当加工物体时向物体施加载荷。因此,无法确保被加工物体的足够的加工精度。
[0098]
以下,对其进行具体说明。当工件w被加工时,力通过保持部分41从工件w传递到支撑部分42。力被施加到支撑部分42和第一旋转机构50之间的连接部分。如果保持部分41保持工件w的位置与第一旋转机构50支撑工件w的位置,即支撑部分42与旋转部分51和52之间的连接部分,位于同一直线上,则包括连接部分和工件w的部分可视为是直梁。因此,如果对工件w施加加工载荷,则直梁容易弯曲,加工精度有可能变差。
[0099]
相反,在本实施例中,保持部分41保持工件w的位置与支撑部分42和第一旋转机构50之间的连接位置c彼此偏移。因此,从连接位置通过支撑部分42和保持部分41延伸到工件w的部分可以被视为一体形成的曲柄形构件。由此,能够提高对工件w施加加工载荷时的弯曲强度。结果,对于加工工件w时施加到工件w的载荷,能够确保足够的刚度,并且容易确保工件w的足够的加工精度。
[0100]
用作第一旋转机构50的旋转轴线的a轴穿过位于工件w的厚度方向上的中心q,并且支撑部分42和第一旋转机构50之间的连接位置c从a轴偏移。因此,即使通过使工件w绕a轴旋转而上下翻转工件w,位于工件w的厚度方向上的工件w的中心q与加工工具12的位置关系也不变。因此,无需校正加工工具12与通过反转工件w而产生的工件w之间的位置关系就可以加工工件w。也就是,在本实施例中,在其中工件w可以在工件w倒置的状态下进行加工的构造中,可以防止工件w倒置时加工性能变差,并且对于在加工工件w的前表面时施加的加工载荷可以确保足够的刚度。
[0101]
另外,在本实施例中,支撑部分42设置在保持部分41的一侧上,支撑部分42支撑保持部分41。因此,当加工工件w的前表面(图13a、13b和13c中的顶表面)时,施加到工件w上的载荷可以由支撑部分42充分支撑。另一方面,对于在加工工件w的后表面时施加到工件w的后表面的载荷,在如下所述的构造中确保足够的支撑强度。
[0102]
也就是,在本实施例中,如上所述,由于保持部分41被按压部分43a和43c按压而将保持部分41按压抵靠支撑部分42,因此能够确保足够的强度来抵抗朝向保持部分41与支撑部分42分离的方向施加的力。因此,即使当支撑机构40a倒置并且在支撑部分42侧上加工工件w的后表面时,通过工件w传递到保持部分41的载荷也可以被按压部分43a和43c充分支
撑。也就是,当加工工件w的后表面时,力经由工件w沿保持部分41与支撑部分42分离的方向施加到保持部分41。然而,由于通过按压部分43a和43c的按压力将保持部分41压靠在支撑部分42上,因此对于工件w被加工时施加的载荷能够确保足够的用于工件w的保持强度。结果,可以稳定地加工工件w的后表面,并且可以确保工件w的足够的加工精度。
[0103]
工具库
[0104]
接下来,将参考图14至图16描述用作工具保持部分的本实施例的工具库70。如上所述,工具库70可以保持多个加工工具。此外,工具库70与第一旋转机构50相邻设置,并由支撑构件71支撑,如图2所示。在工具库70中,可以在多列(在本实施例中为两列)中的每列中设置多个加工工具12。每个加工工具12都与对应的工具保持器12a成一体。
[0105]
以下,对其进行具体说明。如图14和15所示,工具库70包括多个第一工具布置部分72a和多个第二工具布置部分73a。第一工具布置部分72a和第二工具布置部分73a中的每一个形成为使得多个加工工具12能够沿预定方向(在本实施例中为z轴方向)可拆卸地附接到工具库70。在多个第一工具布置部分72a中,可以沿着第一列72设置多个加工工具12。在多个第二工具布置部分73a中,可以沿着与第一列72相邻并基本平行的第二列73布置多个加工工具12。在本实施例中,第一列72和第二列73沿着y轴方向延伸,并且在x轴方向上彼此相邻。然而,第一列72和第二列73可以在x轴方向上延伸,并且可以在y轴方向上彼此相邻。
[0106]
具体地,在本实施例中,多个第一工具布置部分72a和多个第二工具布置部分73a形成为使得多个加工工具12设置成使得布置在第一列72上的加工工具12的中心相对于布置在第二列73上的加工工具12的中心在沿着第一列72和第二列73延伸的方向上偏移。换言之,多个第一工具布置部分72a和多个第二工具布置部分73a在沿着第一列72和第二列73延伸的方向(y轴方向)上彼此偏移地设置。具体地,第一工具布置部分72a和第二工具布置部分73a设置成使得单个第二工具布置部分73a的一部分插入到相邻的一对第一工具布置部分72a的元件之间的空间中,或者单个第一工具布置部分72a的一部分插入到相邻的一对第二工具布置部分73a的元件之间的空间中。更具体地,多个第一工具布置部分72a和多个第二工具布置部分73a以交错方式设置。
[0107]
由于多个第一工具布置部分72a和多个第二工具布置部分73a以这种交错方式设置,所以多个第一工具布置部分72a和第二工具布置部分73a可以是布置得彼此更近。因此,能够降低工具库70在x轴方向上的尺寸。要注意的是,在本实施例中,第一列72设置在第一旋转机构50侧上,第二列73设置在远离第一旋转机构50的一侧上。
[0108]
另外,在本实施方式中,能够检测加工工具12相对于多个第一工具布置部分72a和多个第二工具布置部分73a的拆装。将参考图16a和16b对其进行描述。图16a示出了用于检测加工工具12与设置在第一列72中的对应第一工具布置部分72a的附接/拆卸的构造。
[0109]
在本实施例中,为了检测加工工具12与第一工具布置部分72a的附接/拆卸,设置了多个第一臂部分74和第一检测部分75。第一臂部分作为第一摆动部分。第一臂部分74可绕摆动轴线74a摆动。在本实施例中,第一检测部分75为光遮断器,包括光发射部分和光接收部分,第一臂部分74的基部端部部分可穿过光发射部分与光接收部分之间的空间。
[0110]
多个第一臂部分74设置成从第二列73的与第一列72相反的一侧延伸穿过其中在沿着第二列73延伸的方向上未布置第二工具布置部分73a的空间。多个第一臂部分74中的每一个根据在对应的第一工具布置部分72a上执行的对应的加工工具12的附接和拆卸操作
而摆动。第一检测部分75设置在第二列73的与第一列72相反的一侧上,通过检测第一臂部分74的摆动操作来检测在第一工具布置部分72a上执行的加工工具12的附接和拆卸。
[0111]
第一臂部分74的前端部部分可与加工工具12的附接到第一工具布置部分72a的一部分接合。当加工工具12附接到第一工具布置部分72a时,第一臂部分74摆动至图16a所示的位置,基部端部部分位于第一检测部分75的光发射部分与光接收部分之间,并阻挡来自光发射部分的光。另一方面,当加工工具12从第一工具布置部分72a移除时,第一臂部分74绕摆动轴线74a摆动,使得前端部部分向上移动,并且基部端部部分移出第一检测部分75的光发射部分和光接收部分之间的空间,允许光接收部分接收来自光发射部分的光。控制板83(图7)根据第一检测部分75的检测结果确定加工工具12与第一工具布置部分72a的附接/拆卸。
[0112]
图16b示出了用于检测加工工具12与设置在第二列73中的对应的第二工具布置部分73a的附接/拆卸的构造。在本实施例中,为了检测加工工具12与第二工具布置部分73a的附接/拆卸,设置有多个第二臂部分76和第二检测部分77。第二臂部分作为第二摆动部分。第二臂部分76比第一臂部分74短,可绕摆动轴线76a摆动。第二检测部分77为光遮断器,与第一检测部分75相同。第二臂部分76的基部端部部分能够穿过光发射部分与光接收部分之间的空间。
[0113]
多个第二臂部分76设置成从第二列73的与第一列72相反的一侧朝向第二工具布置部分73a延伸。多个第二臂部分76中的每一个根据在对应的第二工具布置部分73a上执行的对应的加工工具12的附接和拆卸操作而摆动。第二检测部分77设置在第二列73的与第一列72相反的一侧上,通过检测第二臂部分76的摆动操作来检测在第二工具布置部分73a上执行的加工工具12的附接和拆卸。
[0114]
第二臂部分76的前端部部分可与加工工具12的附接到第二工具布置部分73a的一部分接合。当加工工具12附接到第二工具布置部分73a时,第二臂部分76摆动至图16b所示的位置,基部端部部分位于第二检测部分77的光发射部分与光接收部分之间,并阻挡来自光发射部分的光。另一方面,当加工工具12从第二工具布置部分73a移除时,第二臂部分76绕摆动轴线76a摆动,使得前端部部分向上移动,并且基部端部部分移出第二检测部分77的光发射部分和光接收部分之间的空间,允许光接收部分接收来自光发射部分的光。控制板83(图7)根据第二检测部分77的检测结果确定加工工具12与第二工具布置部分73a的附接/拆卸。
[0115]
在本实施例中,第一检测部分75设置成对应于第一臂部分74,并且在数量上与第一臂部分74相等。类似地,第二检测部分77设置成对应于第二臂部分76,并且在数量上与第二臂部分76相等。另外,第一检测部分75和第二检测部分77设置在第二列73的与第一列72相反的一侧上,设置成单列并且与第二列73基本平行。然而,第一检测部分75和第二检测部分77可以不设置成单列。例如,第一检测部分75和第二检测部分77可以以交错的方式设置。
[0116]
因此,在本实施例中,多个第一工具布置部分72a和多个第二工具布置部分73a以交错的方式设置,并且检测加工工具12与多个第一工具布置部分72a的附接/拆卸的第一臂部分74设置成延伸穿过多个第二工具布置部分73a之间。结果,第一检测部分75和第二检测部分77可以集中设置在第一列72和第二列73的一侧,使得可以很容易执行第一检测部分75和第二检测部分77的布线。另外,由于能够将第一检测部分75和第二检测部分77设置成一
列,因此能够实现装置的小型化。
[0117]
第二实施例
[0118]
将参考图17至22描述第二实施例。在上述第一实施例中,已经对保持部分41通过按压部分43a、43b和43c固定到支撑部分42的情况进行了描述。然而,在本实施例中,通过使保持部分41a相对于支撑部分42a旋转,可以容易地将保持部分41a附接到支撑部分42a和从支撑部分42a拆卸。另外,在本实施例中,具有多个块体200的工件201用作待加工物体。工件201可用于第一实施例,而第一实施例的工件w可用于本实施例。由于其它构造和操作与上述第一实施例相同,因此对相同的部件赋予相同的符号,省略或简化其图示和说明,并且下面主要介绍与第一实施例不同的特征。
[0119]
首先,将参考图17a和17b描述工件201。在牙科领域,提供了将单个牙冠块体切削成假牙的加工设备。该加工设备可连续切削固定在专用夹具上的多个冠块体(每个冠块体为单个冠块体)。工件201包括夹具202和固定在夹具202上的多个冠块体200。包含夹具202的工件201形成为盘状,工件201的外周形状与第一实施例的工件w的形状相同。此外,优选地,包括多个块体200的工件201可以容易地与用于将块体200与夹具202附接/拆卸的设备附接和拆卸。为此,在本实施例中,保持工件201的保持部分41a能够容易地附接到支撑部分42a和从支撑部分42a拆卸。
[0120]
如图17a和17b所示,工件201由保持部分41a保持。如后所述,当保持部分41a附接到支撑部分42a时,保持部分41a和支撑部分42a构成支撑工件201的支撑机构40b(见图20)。保持部分41a可在垂直于平面p的方向上附接到支撑部分42a和从支撑部分42a拆卸,并且包括本体部分410、突起部分411和第一突起412。本体部分410保持工件201。工件201由本体部分410保持的构造与第一实施例的构造相同。
[0121]
如图17b所示,突起部分411在垂直于平面p的方向上从本体部分410的后表面突起(图13b)。本体部分410的后表面是位于支撑部分42a支撑保持部分41a的一侧上的表面。突起部分411形成为圆筒,使得工件201的后表面从突起部分411的内部露出。第一突起412从突起部分411的外周面沿与平面p平行的方向(圆筒形突起部分411的径向方向向外)突起。第一突起412形成在突起部分411的外周面上的多个位置(在本实施例中为三个位置)处,彼此间隔开。
[0122]
如图18a和18b所示,支撑部分42a包括开口部分420、第二突起421、插入部分422和用作推压部分的板簧423。开口部分420是圆柱形孔,并且具有允许保持部分41a的突起部分411插入到开口部分420中的内直径。开口部分420穿过支撑部分42a。因此,在保持部分41a附接到支撑部分42a的状态下,加工工具可以通过突起部分411和开口部分420的内部来加工工件201的后表面。
[0123]
第二突起421从开口部分420的内周面沿平行于平面p的方向(圆柱形开口部分420的径向方向向内)突起。第二突起421形成在开口部分420的内周面上的多个位置(在本实施例中为三个位置)处,彼此间隔开。此外,第一突起412的数量与第二突起421的数量相同。另外,在突起部分411附接到开口部分420的状态下,第二突起421在开口部分420插入突起部分411的方向上位于第一突起412的下游。
[0124]
插入部分422是在开口部分420的内周面上没有形成第二突起421的部分。当突起部分411插入到开口部分420中时,形成在未形成第二突起421的位置处的插入部分422允许
第一突起412沿突起部分411的插入方向插入到第二突起421的下游。在本实施例中,插入部分422的数量与第一突起412的数量相同,并且在圆周方向上与第一突起412同相。此外,各插入部分422的沿周向方向的长度大于各第一突起412的沿周向方向的长度。因此,当突起部分411插入开口部分420中时,第一突起412穿过插入部分422,而不会干扰第二突起421。
[0125]
如图18b所示,板簧423设置在第二突起421下方(即,在突起部分411的插入方向上第二突起421的下游)。此外,如图20b所示,在第一突起412和第二突起421在突起部分411的插入方向上彼此重叠的状态下,板簧423位于第一突起412和第二突起421之间,并且朝向第一突起412和第二突起421彼此分离的方向推压第一突起412和第二突起421。注意,板簧423可以形成为使得板簧423的在圆周方向上的中心部分的预定范围位于板簧423的两个边缘部分的下方,并且板簧423从板簧423的中心部分的预定范围到两个边缘部分向上倾斜。在该结构中,如后所述,当通过使保持部分41a相对于支撑部分42a旋转而使第一突起412移动到第二突起421下方的空间中时,第一突起412被板簧423的两个边缘部分引导,平滑地引导到板簧423的中心部分的预定范围。
[0126]
此外,支撑部分42a具有形成在开口部分420的内周面上、在第二突起和板簧423下方(即,突起部分411的在插入方向上的下游)的抵接部分424。抵接部分424形成在开口部分420的整个圆周上,以从开口部分420的内圆周表面沿径向方向向内突起。在保持部分41a附接到支撑部分42a的状态下,突起部分411在突起部分411的插入方向上的前端部与抵接部分424接触。也就是,如图20b所示,当第一突起412和第二突起421在第一突起412和第二突起421彼此分开的方向上被板簧423推压时,具有第一突起412的突起部分411被进一步推向插入方向下游并抵靠抵接部分424。结果,第一突起412与抵接部分424之间的摩擦力增大,使得保持部分41a固定到支撑部分42a。
[0127]
要注意的是,当保持部分41a附接到支撑部分42a时,保持部分41a的本体部分410的在插入方向侧的表面(下表面)的一部分和支撑部分42a的开口部分420的外围的一部分可以彼此抵靠。同样在这种情况下,由于第一突起412和第二突起421在第一突起412和第二突起彼此分离的方向上被板簧423推压,因此在本体部分410的下表面的一部分与开口部分420的周边的一部分(下表面的一部分与周边的一部分彼此接触)之间的摩擦力增大,使得保持部分41a固定到支撑部分42a。
[0128]
将参考图19a和19b描述将保持部分41a附接到支撑部分42a的操作。如图19a所示,当保持部分41a附接到支撑部分42a时,保持部分41a在垂直于平面p的方向上移动到支撑部分42a。当保持部分41a移动到支撑部分42a时,保持部分41a相对于支撑部分42a在旋转方向上旋转预定角度,使得保持部分41a的第一突起412和支撑部分42a的插入部分422彼此同相。然后,如图19b所示,将保持部分41a的突起部分411插入到支撑部分42a的开口部分420中。具体地,突起部分411被插入到开口部分420中,直到第一突起412在插入方向上位于第二突起421的下游为止。
[0129]
然后,在图19b的状态下,保持部分41a相对于支撑部分42a旋转。也就是,在第一突起412已经穿过插入部分422的状态下,保持部分41a和支撑部分42a相对于彼此旋转,从而获得图20a的状态。图20a示出了保持部分41a与支撑部分42a的附接完成的状态。在这种状态下,第一突起412在插入方向上位于第二突起421和板簧423的下游,并且如上所述,第一突起412和第二突起421被板簧423沿第一突起412和第二突起421彼此分开的方向推压。结
果,保持部分41a附接并固定到支撑部分42a。
[0130]
另一方面,当保持部分41a从支撑部分42a拆卸时,保持部分41a相对于支撑部分42a朝向与保持部分41a旋转以进行附接的方向相反的方向旋转,使得第一突起412和插入部分422彼此同相。在这种状态下,保持部分41a朝向与保持部分41a插入的方向相反的方向移动,并且突起部分411从开口部分420拉出。通过该操作,完成将保持部分41a从支撑部分42a拆卸的操作。
[0131]
要注意的是,尽管在以上描述中板簧423设置在支撑部分42a中,但是板簧423可以设置在保持部分41a中。在这种情况下,优选地,板簧423沿插入方向设置在第一突起412的上游。在该构造中,在板簧423位于第一突起412和第二突起421之间的状态下,板簧423在第一突起412和第二突起421彼此分开的方向上推压第一突起412和第二突起421。也就是,板簧423只需设置在保持部分41a或支撑部分42a中。
[0132]
保持部分41a到支撑部分42a的上述附接操作/保持部分41a从支撑部分42a的上述拆卸操作可以手动执行。然而,在本实施例中,操作是自动执行的。注意,当手动执行操作时,优选地,支撑机构40b由第一旋转机构50旋转以设定支撑机构40b的使得保持部分41a易于用手保持的角度。例如,支撑机构40b可以倾斜,使得在保持部分41a相对于支撑部分42a的旋转中心相对于b轴的角度等于或大于30
°
且等于或小于60
°
的状态下,工件201的前表面面朝上。
[0133]
在下文中,将参考图21和22来描述自动执行的附接和拆卸操作。如图21a和21b所示,当保持部分41a从支撑部分42a拆卸时,将夹具210插入到形成在保持部分41a的一部分中的夹具孔413中(见图17a和20a)。当夹具210插入到夹具孔413中时,支撑机构40b通过第一旋转机构50进行旋转,使得工件201的前表面面向与第二旋转机构60相反的方向。在这种情况下,优选地,保持部分41a相对于支撑部分42a的旋转中心与b轴对准。
[0134]
在这种状态下,支撑机构40b和第一旋转机构50通过第二旋转机构60绕b轴旋转,如图22a和22b所示。在支撑机构40b和第一旋转机构50旋转的同时,由于夹具210插入到孔413中,所以防止了保持部分41a旋转。也就是,通过夹具210防止保持部分41a旋转。因此,当支撑机构40b通过第二旋转机构60绕b轴旋转时,保持部分41a和支撑部分42a相对于彼此旋转。此外,保持部分41a和支撑部分42a相对于彼此旋转的旋转角度允许第一突起412和插入部分422彼此同相。通过该操作,保持部分41a能够从支撑部分42a拆卸。
[0135]
另一方面,当保持部分41a附接到支撑部分42a时,保持部分41a的突起部分411插入到支撑部分42a的开口部分420中,如图22a和22b所示。另外,通过夹具210预先防止保持部分41a旋转。然后,将第二旋转机构60朝向与如上所述第二旋转机构60旋转以拆卸保持部分41a的方向相反的方向旋转,使得保持部分41a附接到支撑部分42a,如图21a和21b所示。
[0136]
要注意的是,尽管已经对通过旋转第二旋转机构60使保持部分41a和支撑部分42a相对于彼此旋转的过程是自动化的(半自动化的)情况进行了描述,但是所有附接和拆卸操作的过程可以是自动化的。
[0137]
例如,机械手保持该保持部分41a,将保持部分41a移动到支撑部分42a,并将保持部分41a的突起部分411插入到支撑部分42a的开口部分420中。然后,在保持部分41a由机械手保持以防止保持部分41a旋转的状态下,保持部分41a和支撑部分42a通过旋转第二旋转机构60而相对于彼此旋转,如上所述。当保持部分41a被拆卸时,在保持部分41a由机械手保
持以防止保持部分41a旋转的状态下,第二旋转机构60朝向与第二旋转机构60旋转以进行附接的方向相反的方向旋转。然后,保持着保持部分41a的机械手朝向与插入方向相反的方向移动。通过这些操作,可以自动执行将保持部分41a附接到支撑部分42a/从支撑部分42a拆卸保持部分41a的操作。
[0138]
因此,通过利用第二旋转机构60的旋转,将保持部分41a附接到支撑部分42a/从支撑部分42a拆卸保持部分41a的操作可以是自动化的或半自动化的。结果,可以提高工作(例如更换工件)效率。要注意的是,即使在手动执行附接和拆卸操作时,也可以利用第二旋转机构60的旋转。
[0139]
第三实施例
[0140]
将参考图23至图27描述第三实施例。本实施方式涉及在第一和第二实施例中描述的加工设备(机床)中将加工工具(以下称为工具或切削工具)夹紧到主轴或从主轴松开的构造。
[0141]
例如,为了从主轴松开工具,存在通过致动流体(例如空气或液压油)而松开工具的已知技术(参见日本专利申请公开no.2018
‑
1323)。
[0142]
除了日本专利申请公开no.2018
‑
1323中描述的液压系统之外,还有一种通过使用气压来松开工具的技术。这种技术需要高气压以克服设置在主轴卡盘中的弹簧的力来打开主轴卡盘。如果需要用低气压打开主轴卡盘,则需要减小弹簧的力。但是,在这种情况下,由于主轴不能牢固地保持切削工具,因此可能会造成麻烦。因此,期望主轴卡盘在加工过程中由强力弹簧关闭并牢牢保持切削工具,并在加工后通过高气压打开主轴卡盘并释放切削工具。在这种情况下,可以使用增压阀来增加气压。当输入和输出之间的气压差等于或大于预定值时,增压阀工作。然而,当气压差小于预定值时,增压阀可能不工作。
[0143]
本实施例提供一种以简单的方法容易地稳定来自增压阀的输出的技术。也就是,在本实施例的加工设备中,与空气压缩机连接的增压阀打开加工工具卡盘。具体地,在加工工具被卡盘保持之前,空气通过增压阀送至卡盘。在这种构造中,增压阀的输出稳定,工具很容易以简单的方法夹紧。因此,加工设备能够稳定地加工工件。
[0144]
以下,参考图23~图25对本实施例的加工设备100a进行说明。图23是本实施方式的加工设备100a的外观的透视图。在加工设备100a中,增压阀90附接到产生空气的空气压缩机(未图示)。增压阀90通过使用增压后的空气松开后述的卡盘。增压阀90之后是气压检测传感器91。气压检测传感器91可以设置在机床内部,用于测量施加到工具卡盘的压力。如图23所示,在加工设备100a中,加工设备的本体被外部覆盖物101容纳。外部覆盖物101包括开闭门102。可以通过打开开闭门102来更换工件。在加工工件时关闭开闭门102。开闭门102的开闭由传感器(未示出)检测。
[0145]
开闭门102包括半透明窗103。开闭杆104附接到开闭门102的未设置窗103的部分。因此,通过设置在开闭杆104中的减震器机构(未示出)的作用,开闭门102缓慢打开。因此,开闭门102可以容易地打开和关闭,窗103不易受到强烈冲击,窗103的半透明部分不易破裂。
[0146]
接下来,将描述图24a。图24a示出了工具被夹紧之前的状态,并且在该状态下,工具保持器113与主轴110分离。工具114附接到工具保持器113。要注意的是,主轴110是主轴11的一个示例,并且示出了上述主轴11的结构。
[0147]
在这种状态下,主轴110和工具保持器113的凸缘部分之间的距离由d1表示。工具保持器113包括拉柱112,拉杆111将拉柱拉向主轴110的推力方向。
[0148]
当拉杆111拉动拉柱112时,拉杆111的爪部抓住拉柱112的突起端部部分并拉动拉柱112。根据拉杆111的位置,工具被卡盘夹住。
[0149]
接下来,将描述图24b。图24b示出了工具被夹紧后的状态,在该状态下,工具保持器113和主轴110相互接触。此外,如前所述,拉柱112的突起端部部分被拉杆111的爪部抓住。在图24b的状态下,空气被吹出。结果,拉杆111的状态变为图24a所示的状态,从而可以更换加工工具。
[0150]
如图25所示,电气单元80包括用作计算单元的cpu 85、输入/输出(i/o)端口86i、马达控制部分84x、84y和84z、主轴控制部分84c、a轴控制部分84a以及b轴控制部分84b。cpu 85使用存储器86m并根据cpu 85已接收到的数据和信号执行各种计算。
[0151]
i/o 86i连接到吹气部分87、集尘设备88和加工设备的本体部分的工具长度传感器96。吹气部分87向附接到主轴110的工具吹气,用于冷却工具并去除附着在工具上的加工粉尘。诸如从工具上去除的加工粉尘和(加工后)残留支撑机构40和第一旋转机构50(支撑机构40和第一旋转机构50作为工件保持设备)上的加工粉尘等异物由设置在工件保持设备中的加工粉尘抽吸部分89吸入,并由集尘设备88收集。工具长度传感器96设置在工具库70附近,作为示例如图1所示(在图1中,作为示例,工具长度传感器96设置在第一旋转机构50的支撑框架53上)。工具长度传感器96通过使用触摸传感器方法检测工具的长度,并将检测结果发送到cpu 85。例如,通过在工具被主轴夹住的状态下将主轴移动到位于工具长度传感器96上方的位置,然后通过降低主轴并使工具的前端部与工具长度传感器96接触,来检测工具长度。
[0152]
设置在cpu 85中的马达控制部分84x、84y和84z根据来自cpu85的指令驱动x、y和z的马达21、32和14。马达21、32和14中的每一个都设置有编码器。例如,编码器检测马达21、32和14中相应一个的旋转轴的转数、旋转角度和旋转方向。因此,编码器检测由马达21、32和14驱动的各级x、y、z中对应的级的移动量(当前位置)。要注意的是,级x是由马达21驱动并使主轴110沿x轴方向移动的部分,级y是由马达32驱动并使工件保持设备沿y轴方向移动的部分,级z是由马达14驱动并使主轴110沿z轴方向移动的部分。
[0153]
主轴控制部分84c控制使主轴110旋转的马达13(参考图1),从而控制主轴的旋转速度。此外,a轴控制部分84a和b轴控制部分84b根据来自cpu 85的指令分别驱动a轴马达54和b轴马达62。
[0154]
因此,通过cpu 85控制加工设备的本体部分的每个部件,对如上所述地保持的工件w执行预定加工。
[0155]
图26示出了本实施例的加工设备的控制流程图。每个操作通过cpu 85将程序加载到存储器86m中、执行计算和执行程序来执行。在使增压阀90连接到空气压缩机的加工设备中,为了打开加工工具卡盘,在加工工具被卡盘(拉杆111)保持之前,将空气通过增压阀90送至卡盘,使得即使在使用增压阀90时也能稳定地进行松开。
[0156]
具体地,可以在步骤s11至s22中执行控制。作为特征,可以提供气压检测传感器91以检测已经穿过增压阀90的空气的压力。在这种情况下,如果由气压检测传感器91检测到的气压低于预定气压,则空气被送到卡盘。由于检测了气压,因此可以在更准确地检测空气
的过量和不足的同时执行操作。
[0157]
在下文中,将参考图26具体描述在保持工具时执行的用于稳定增压阀90的输出侧的气压的程序。当主轴卡盘打开过程启动(开始)时,cpu 85将测量开始时间存储在变量中,该变量存储经过时间,以用于测量自主轴卡盘的状态从主轴卡盘关闭状态改变到打开状态以来已经经过的时间(s11)。也就是,cpu 85初始化经过时间。然后cpu 85向主轴发送卡盘打开指令(s12),并测量从卡盘打开指令被发送以来已经经过的时间(s13)。经过时间是通过计算测量的开始时间和当前时间之间的差值来确定的。
[0158]
然后,cpu 85通过使用气压检测传感器91(未示出)检查主轴卡盘的气压是否已经达到预定气压(s14)。如果在s14中气压已经达到预定气压,则cpu 85正常结束使增压阀90的输出侧的气压稳定的程序(结束)。如果在s14中气压未达到预定气压,则cpu 85不会立即确定发生了错误。这是因为提高气压可能需要时间。因此,为了等待直到气压升高到预定压力,cpu 85检查在s13中测量的经过时间是否已经达到预定时间(s15)。
[0159]
如果在s15中没有达到预定时间,则cpu 85返回到s13,并再次测量经过时间。如果在s15中已达到预定时间,则cpu 85检查是否已超过预定时间限制(s16)。如果在s16中已经超过预定时间限制,则cpu 85执行错误处理过程(s17),并且作为错误结束稳定增压阀90的气压的程序(结束)。如果在s16中没有超过预定时间限制,则cpu 85检查是否执行了放气操作(s18)。
[0160]
如果cpu 85在s18中确定没有执行放气操作,则cpu 85关闭主轴卡盘(s19),等待预定时间(s20),打开卡盘(s21),并等待预定时间(s22)。cpu 85将步骤s19至s22重复预定次数。通过这些操作,增压阀90的输出侧的空气一点一点地泄漏。因此,当增压阀90的输入侧和输出侧之间的压力差小时,增压阀90的输出侧的气压可以降低。结果,增压阀90的输入侧和输出侧之间的压力差增大,使得增压阀90能够重新启动并且输出侧的气压能够达到预定气压。
[0161]
在上述卡盘打开和关闭过程之后,cpu 85返回到s13并再次测量经过时间。如果cpu 85在s18中确定进行了放气操作,则cpu 85返回到s13并再次测量经过时间。
[0162]
图27示出了用于选择工具的控制流程图。在将一个加工工具更换为多个加工工具中的另一个加工工具并加工物体的加工设备中,加工设备从多个加工工具中选择一个并使用该加工工具。当使用加工工具时,加工设备通过对多个加工工具进行工具损坏检测,并根据每个加工工具的使用时间来选择加工工具。以这种方式构造的加工设备能够以工具更适合进行加工的状态使用工具。
[0163]
具体地,可以根据包括步骤s101至s118的流程图来选择所使用的工具。图27示出了从五个工具中选择一个工具的控制。然而,只要从多个加工工具中选择单个加工工具,就可以从任意数量的加工工具中选择加工工具。另外,通过从多个加工工具中选择未损坏且使用该工具的时间最短的工具,能够更高精度地加工物体。通过cpu 85将程序加载到存储器86m中、执行计算和执行程序来执行用于选择工具的每个操作。cpu 85可以用作控制单元。在另一种情况下,cpu 85可以从诸如pc的外部装置接收指令,并执行每个操作。
[0164]
下面将结合图27具体描述选择工具的程序。在本实施例中,从一个主工具和四个辅助工具中选择工具。在图27中,主工具用t0表示,辅助工具1用t1表示,辅助工具2用t2表示,辅助工具3用t3表示,辅助工具4用t4表示。
[0165]
当工具选择过程启动(开始)时,cpu 85存储t代码值,作为在nc文件中指定的工具编号(s101)。然后,cpu 85检查t代码值是否指示主工具(s102)。
[0166]
如果在s102中指定的工具编号指示主工具,则cpu 85获得包括主工具的组的工具编号(s103)。工具编号对应于先前描述的t0、t1、t2、t3和t4。然后,cpu 85初始化重复变量i,用于顺序地检查总共五个工具以选择可用工具(s104)。
[0167]
在以下步骤中,cpu 85检查可用工具。首先,cpu 85检查工具ti是否未损坏(s105)。如果cpu 85在s105中确定工具ti未损坏,则cpu 85检查工具ti已被使用的时间是否短于允许时间(预定时间)(s106)。如果cpu 85在s106中确定工具ti已被使用的时间短于允许时间,则cpu 85确定工具ti是否已被检测到(或存储)在工具库(atc库)中70(例如参见图1)(s107)。如果cpu 85在s107中确定已经检测到工具ti,则cpu 85选择工具ti作为待使用的工具(s108),并结束工具选择过程(结束)。
[0168]
如果cpu 85在s105、s106或s107中确定为否,则cpu 85执行以下步骤。也就是,如果cpu 85在s105中确定工具ti损坏,则cpu 85将重复变量i加1(s109)。如果cpu 85在s106中确定工具ti使用的时间等于或长于允许时间,则cpu 85将重复变量i加1(s109)。如果cpu 85在s107中确定没有检测到工具ti,则cpu 85将重复变量i加1(s109)。在这些步骤之后,如果在s110中重复变量i等于或小于4,则cpu 85进行到s105以检查下一个工具。如果在s110中重复变量i大于4,则cpu 85初始化重复变量j(s111)。
[0169]
在下文中,将描述在s111之后执行的步骤。如果cpu 85进行到s111,则认为cpu 85没有找到任何处于其正常状态(即工具未损坏,使用工具的时间短于允许时间,并且该工具存储在atc库中)下的工具。因此,对于次优解决方案,cpu 85忽略工具已使用的时间,并按照t0、t1、t2、t3和t4的顺序搜索满足其它条件(工具未损坏,并存储在atc库中)的工具。
[0170]
首先,cpu 85检查工具tj是否未损坏(s112)。如果cpu 85在s112中确定工具tj未损坏,则cpu 85确定工具tj是否已被检测到(或被存储)(s113)。如果cpu 85在s113中确定已经检测到工具tj,则cpu 85选择工具tj作为待使用的工具(s114),并结束工具选择过程(结束)。
[0171]
如果cpu 85在s112中确定工具tj损坏,或者如果cpu 85在s113中确定没有检测到工具tj,则cpu 85将重复变量j加1(s115)。如果在s116中重复变量j等于或小于4,则cpu 85进行到s112以检查下一个工具。如果在s115中重复变量j大于4,则cpu 85执行错误处理过程(s117)并作为错误结束工具选择过程,因为cpu 85没有发现任何可用工具(结束)。
[0172]
另外,如果在s102中指定的工具编号不指示主工具,则cpu 85将t代码编号存储为待使用的工具(s118)并结束工具选择过程(结束)。
[0173]
要注意的是,如果是使待加工物体绕a轴和b轴旋转的五轴加工设备,则加工设备可具有以下特征。也就是,y轴移动机构沿着在y轴方向上延伸的框架设置,z轴移动机构沿着在z轴方向上延伸的框架设置。另外,在a轴不倾斜的状态下,在沿y轴方向延伸的框架的下方沿z轴方向设置作为b轴的旋转轴线。
[0174]
工业适用性
[0175]
本发明的加工设备适合用作加工假牙的加工设备,以及作为对物体进行诸如切削的加工的另外的加工设备。
[0176]
附图标记列表
[0177]
1 框架(第一框架)
[0178]
2 台架(第二框架)
[0179]
3a 第一表面(第一表面)
[0180]
4a 第二表面(第二表面)
[0181]
10 第一移动机构(z轴移动机构)
[0182]
11 主轴
[0183]
12 加工工具
[0184]
20 第二移动机构(x轴移动机构)
[0185]
30 第三移动机构(y轴移动机构)
[0186]
40、40a、40b 支撑机构
[0187]
41、41a 保持部分
[0188]
42、42a 支撑部分
[0189]
43a、43b、43c 按压部分
[0190]
50 第一旋转机构(a轴旋转机构)
[0191]
60 第二旋转机构(b轴旋转机构)
[0192]
70 工具库(工具保持部分)
[0193]
72 第一列
[0194]
72a 第一工具布置部分
[0195]
73 第二列
[0196]
73a 第二工具布置部分
[0197]
74 第一臂部分(第一摆动部分)
[0198]
75 第一检测部分
[0199]
76 第二臂部分(第二摆动部分)
[0200]
77 第二检测部分
[0201]
85 cpu(控制单元)
[0202]
100、100a 加工设备
[0203]
201、w工件(待加工物体)
[0204]
410 本体部分
[0205]
411 突起部分
[0206]
412 第一突起
[0207]
420 开口部分
[0208]
421 第二突起
[0209]
422 插入部分
[0210]
423 板簧(推压部分)
[0211]
c 连接位置
[0212]
p 平面
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1