减轻摩擦的驱动设备的制作方法
减轻摩擦的驱动设备
1.相关申请
2.本技术要求2019年7月19日以aisapack holding sa名义提交的早期欧洲申请号ep19187382.7的优先权,通过引用将该早期申请的内容全文并入本技术中。
背景技术:
3.用于连续焊接片材以形成管的设备,至少包括以下步骤:
[0004]-将片材围绕焊接棒定位;
[0005]-定位片材的要焊接的端部;
[0006]-对要焊接的区域进行加热;
[0007]-对要焊接的区域加压;
[0008]-冷却焊接的区域。
[0009]
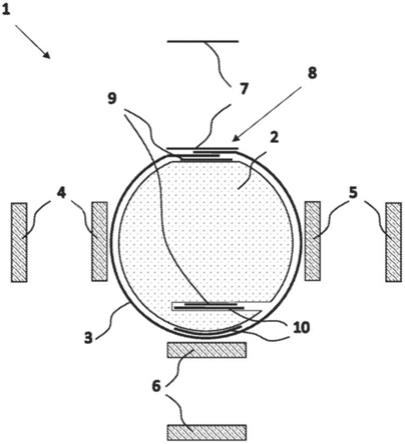
围绕焊接棒2驱动片材3需要用于驱动片材的设备。通常使用围绕焊接棒2布置的驱动带4-6来驱动片材3。图1中例示了现有技术的设备1的示例。
[0010]
现有设备的缺点是在片材的内表面与焊接棒之间产生摩擦。将形成正在形成的管的外表面的片材的外表面通过驱动带4至6与片材的外表面之间的接触(理想地是没有滑动)来驱动,而片材3的内表面在焊接棒2上滑动。在片材的低速移动下,产生的摩擦低,并且不影响管的内表面。在高生产速度下,可能发生管的内表面的磨损,这产生累积在形成的管中的灰尘,并且这造成质量方面的问题。在其它情况下,由于添加到片材3的滑动助剂,摩擦造成棒2的过早磨损。在其它情况下,由于在片材中使用新材料或由于使用回收材料,即使在低生产速度下也会出现问题。因此,产生一种其中减轻了片材3与棒2之间的摩擦的连续焊接设备是非常有益的。
技术实现要素:
[0011]
因此,本发明的一个目的是改进用于制造包装管的设备、机器和方法。
[0012]
另一个目的是克服在已知机器中遇到的问题,如上所述。
[0013]
本发明特别地但不排他地包括用于制造管的连续焊接设备和方法,其在焊接片材与所述设备(即焊接棒)之间产生低摩擦。
[0014]
本发明由图2至图6例示。图1示出了现有技术的示例。
[0015]
在一些实施方式中,本发明涉及一种用于由片材形成管(例如包装管)的焊接设备,该设备包括至少一个焊接棒、用于焊接和加压焊接区的装置、以及用于沿着棒驱动片材的驱动装置。该设备还包括用于减轻焊接棒与片材之间的摩擦的装置。
[0016]
在一些实施方式中,减轻摩擦的装置可以包括至少一个减摩带。
[0017]
在一些实施方式中,减摩带优选地与用于沿着棒驱动片材的装置中的至少一个相对。
[0018]
在一些实施方式中,减轻摩擦的装置可以包括多个减摩带,例如三个。
[0019]
在一些实施方式中,片材可以以与(一个或多个)减摩带相同的速度移动。
[0020]
在一些实施方式中,(一个或多个)减摩带可以由片材、或者电机、或者焊接带驱动。
[0021]
在一些实施方式中,减摩带与片材之间的静摩擦系数cf优选地大于减摩带与棒之间的静摩擦系数c
t
。
[0022]
在一些实施方式中,cf/c
t
比大于1,优选大于1.5。当然,其它值也是可能的。
[0023]
在一些实施方式中,为了获得有利的cf/c
t
比,可通过调节棒的粗糙度和/或通过棒的表面处理和/或通过将细厚涂层(例如r
é
siflon型涂层)涂敷到棒的表面来调节棒的表面特性。
[0024]
在一些实施方式中,(一个或多个)减摩带优选地具有小于3mm的厚度。在本发明的范围内,其它值当然也是可能的。
[0025]
在一些实施方式中,(一个或多个)减摩带的宽度可作为管的直径的函数而变化。
[0026]
在一些实施方式中,(一个或多个)减摩带的宽度可以大于3mm。其它尺寸当然也是可能的,更小或更大。
[0027]
在一些实施方式中,(一个或多个)减摩带可以由(一个或多个)单层或多层合成材料或(一个或多个)金属材料制成。材料的组合也是可能的。
[0028]
在一些实施方式中,可以在棒内添加捕获(一个或多个)减摩带的插入件,并且插入件与(一个或多个)带共同用作摩擦件。
[0029]
在一些实施方式中,减轻摩擦的装置可以包括至少一个辊。(一个或多个)辊可以由任意合适的材料制成。
[0030]
在一些实施方式中,(一个或多个)辊可以可选地被驱动旋转。
[0031]
在一些实施方式中,管的横截面可以是圆形和/或椭圆形和/或矩形和/或正方形。管的横截面也可以沿着其纵轴从一种形状转到另一种形状。
附图说明
[0032]
图1至图6示出了用于由单层或多层片材制备焊接包装管的连续焊接设备的剖视图。观察方向对应于片材的行进轴线,对于图1至图5、图7和图8,片材围绕焊接棒缠绕,对于图6和图9,片材垂直于该轴线。
[0033]
仅示出了与本发明的解释相关的元件,特别是用于驱动片材的设备的元件。用于加热、冷却和加压焊缝的元件未示出,并且例如在公报wo9404343中例示,对于这些方面通过引用将该公报并入本技术中。公报wo9404343a1的附图例示了与本技术的图1所示的构造接近的现有技术的另一构造。
[0034]
图1例示了现有技术的驱动设备。片材由驱动带4、5和6驱动,并且在焊缝水平处由带7和9驱动。片材3在驱动带4、5和6前面的棒2上摩擦。
[0035]
图2例示了根据本发明的低摩擦驱动设备的第一实施方式。该设备包括在驱动带6前面的减摩带10。消除片材在带6前面的棒2上的摩擦。
[0036]
图3例示了根据本发明的低摩擦驱动设备的第二实施方式。该设备包括分别位于驱动带6、5和4前面的减摩带10、11和12。
[0037]
图4例示了本发明的第三实施方式,其中,驱动带13是包封带。
[0038]
图5例示了将减摩带集成在焊接棒中的另一示例。
[0039]
图6例示了沿着图5中的实施方式的纵轴的剖视图。
[0040]
图7例示了本发明的另一实施方式,其中,管具有正方形横截面。
[0041]
图8例示了本发明的另一实施方式,其中使用辊。
[0042]
图9例示了沿着图8中的实施方式的纵轴的剖视图。
[0043]
附图标记:
[0044]
1:驱动设备的剖视图
[0045]
2:焊接棒
[0046]
3:片材
[0047]
4:侧向驱动带
[0048]
5:侧向驱动带
[0049]
6:下驱动带
[0050]
7:外焊接带
[0051]
8:焊接区
[0052]
9:内焊接带
[0053]
10:减摩带
[0054]
11:减摩带
[0055]
12:减摩带
[0056]
13:包封带
[0057]
14:插入件
[0058]
15:转向滑轮
[0059]
20:(一个或多个)辊
具体实施方式
[0060]
对应于现有技术的焊接设备由焊接棒2组成,沿着该焊接棒布置有实际焊接操作所需的各种元件,例如加热元件、加压元件、冷却元件和再成形元件。出于实用性的原因而通常布置在焊接棒2上方的这些元件施加竖直压力,该压力有助于在形成管时在片材3与焊接棒2的下表面之间产生强摩擦。
[0061]
为了消除焊接片材与焊接棒的下表面之间的强摩擦,根据本发明的原理,使用减轻片材3与焊接棒2之间的摩擦的装置。这些装置可以是静止的或移动的,如根据以下描述将理解的。
[0062]
图2中例示了根据一个实施方式的本发明的示例,并且其包括添加以与片材3相同的速度移动的减摩带10。
[0063]
根据本发明的该实施方式,该减摩带10定位为与下驱动带6相对,该下驱动带与片材3的外表面接触(参见图6所例示的原理)。
[0064]
减摩带10与片材3的内表面接触,并且使得可以避免片材3的内表面与棒2的摩擦。优选地,减摩带10以与片材3相同的速度移动。
[0065]
根据一个实施方式,减摩带10由片材3驱动。根据第二实施方式,带10由电机驱动。根据第三实施方式,带10由焊接带9驱动,例如通过摩擦焊接带9驱动。其它等同的装置当然也是可能的,并且在设备包括至少两个带的情况下,每个带可以要求或不要求不同的驱动
设备。这些驱动设备当然也可以用在本发明的所有实施方式中。
[0066]
根据本发明的一个实施方式,减摩带10与片材3之间的静摩擦系数cf大于减摩带10与棒2之间的静摩擦系数c
t
。根据本发明,cf/c
t
比大于1,优选大于1.5。
[0067]
为了获得有利的cf/c
t
比,第一种解决方案在于通过调节棒的粗糙度和表面处理和/或通过涂敷细厚涂层来调节棒的表面特性。例如,可以使用r
é
siflon涂层。
[0068]
减摩带10优选地选择为具有低厚度。减摩带的厚度小于3mm,优选小于1mm。优选地,带的厚度微弱变化。
[0069]
减摩带10的宽度可以作为管的直径的函数而变化。优选地,带10的宽度大于3mm,优选大于6mm。
[0070]
优选地,减摩带由单层或多层合成材料制成。带也可以是金属的,优选具有小于0.25mm的厚度。其它等同材料也是可能的。
[0071]
图3中例示了本发明的另一实施方式。第一减摩带10与下驱动带6相对地定位,如同图2的实施方式那样。第二减摩带12与侧向驱动带4相对地定位。第三减摩带11与侧向驱动带5相对地定位。使用具有三个减摩带10-12的这种驱动设备,几乎完全消除了片材3与棒之间的摩擦。带11和12的特性例如与上述带10的特性相同。根据其它实施方式,带的特性例如可根据情况而不同。带的数量当然也不限于图2和图3的示例。如上所述,增加至少一个减摩带,并且优选地与驱动带6相对。各个减摩带可以是整体,或者根据情况可以包括两个(或更多个)平行的带。
[0072]
图4中例示了本发明的另一实施方式。在该实施方式中,是包封带13而不是带4-6驱动片材3。减摩带10、11、12使得可以强烈地减轻片材3与棒2之间的摩擦。使用这种包封驱动带13的该实施方式可以与包括单个减摩带(如图2中)或多个(两个、三个等)减摩带的实施方式一起使用。
[0073]
用于将减摩带容纳在焊接棒2中的解决方案的选择主要(但不排他地)取决于焊接棒的直径和已经集成在所述棒中的元件的直径,这些元件例如为冷却回路、电磁感应器或压力辊。图2、图3和图4所例示的第一种解决方案是例如产生肋以定位减摩带的返回。
[0074]
图5和图6所例示的另一示例性实施方式是形成槽并定位插入件14,该插入件将减摩带10捕获在棒2内并且与带10共同用作摩擦件。当棒2包括至少两个减摩带时,这些容纳实施方式可以组合在同一个棒2上。图6中例示的构造原理当然适用于本发明的所有实施方式(例如图2至图4的实施方式),而不使用插入件14。在该图中,还可以看到用于带10的转向滑轮15,该滑轮使得可以以闭环的方式输送带10。
[0075]
本发明并不限于上述示例和实施方式。可以将带的数量增加为超过三个,例如以便更好地跟随棒2的外表面。另选地,可以增加减摩带10的尺寸,使得其覆盖棒2的更大面积。
[0076]
在另一实施方式中,图3或图4的三个带10-12可以组合成等同尺寸的单个带,或者各个带10-12可以分成多个更小尺寸的带。
[0077]
在其它实施方式中,可以提供与所述带等同的其它手段,例如对棒2进行特定的表面处理以减小摩擦系数。还可以组合这些手段:表面摩擦和减摩带。
[0078]
在一些实施方式中,棒2的横截面可以具有除圆形之外的形状,如图2至图5例示:例如,它可以是椭圆形、正方形、矩形、五边形、六边形等。这样的形状可以特别地有利于(一
个或多个)减摩带的通过。图7中例示了一个示例,示出了在与图2的实施方式相对应的一般实施方式中的正方形横截面的棒2。这种形状(或另一种形状)可以应用于本发明的所有实施方式,特别是图3至图6的实施方式以及上述实施方式。形状/横截面在管的整个长度上可以是恒定的,或者可以变化,例如从一种形状转到另一种形状。
[0079]
在另一实施方式中,可以使用辊20(即旋转元件)代替如所描述的减摩带10、或者与减摩带10组合。图8和图9中例示了具有这种辊20的示例。如图8例示,(一个或多个)辊的形状优选地遵循棒2的形状。辊的数量可以根据情况进行调整,并且不限于图9所例示的数量。而且,(一个或多个)辊20可以自由旋转的方式安装(例如安装在轮轴上)或者由电机直接或间接地驱动旋转。如果使用多个辊20,则电机驱动可以由单个辊20或多个辊进行。辊20可以由任何合适的材料(例如金属、合成物或混合物)制成。
[0080]
在所有实施方式(例如图2至图7所例示的实施方式)中都可以使用辊20,并且辊20可以单独使用或与其它减摩装置(诸如本技术所述的一个或多个带)组合使用。
[0081]
在本技术范围内描述和设想的所有实施方式当然可以彼此组合。这些情况可能偏爱一个实施方式或另一个实施方式、以及在可能的组合中使用的设备。
[0082]
所述实施方式是作为说明性示例,而不应被认为是限制性的。其它实施方式可以要求与例如所述设备等同的设备。根据情况,实施方式也可以彼此组合,或者在一个实施方式中使用的设备可以在另一个实施方式中使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1