具有三个梢端部分的可转位钻削刀片和具有居中安装钻削刀片的旋转切削工具的制作方法
1.本发明涉及具有三个梢端部分的可转位切削刀片和具有居中安装有这种切削刀片的旋转切削工具,该可转位切削刀片和旋转切削工具通常在金属切削过程中使用、并且特别地用于钻削操作。
背景技术:
2.在钻削操作中使用的切削工具领域内,存在有在钻削操作中使用的可转位的切削刀片的多个示例、以及将可转位的切削刀片居中安装的钻削工具的一些示例。
3.us 8,702,357公开了一种用于铲形钻的多片式铲形钻头,该铲形钻包括本体部分和以可移除的方式固定至本体部分的钻头,该多片式铲形钻头包括:形成铲形钻头的中央区域的中央刀片部件,该中央刀片部件包括第一侧部和第二侧部以及切削边缘;形成铲形钻头的第一侧区域的至少一部分的第一侧刀片部件,该第一侧刀片部件包括切削边缘和构造成与中央刀片部件的第一侧部的至少一区域配合的配合表面;以及形成铲形钻头的第二侧区域的至少一部分的第二侧刀片部件,该第二侧刀片部件包括切削边缘和构造成与中央刀片部件的第二侧部的至少一区域配合的配合表面;其中,中央刀片部件、第一侧刀片部件和第二侧刀片部件构造成以独立地可移除的方式固定至本体部分,其中第一侧刀片部件的配合表面配合至中央刀片部件的第一侧部并且第二侧刀片部件的配合表面配合至中央刀片部件的第二侧部,其中刀片部件的切削边缘的端点对齐以抵接并形成位于铲形钻的端部上的直的、连续的切削边缘区域;其中,中央刀片部件、第一侧刀片部件和第二侧刀片部件中的至少一者包括两个切削边缘并且能够在至少两个交替切削取向上转位及固定至本体部分。
4.us 9,421,622公开了一种中央钻削刀片,该中央钻削刀片具有底表面、顶表面以及在底表面与顶表面之间延伸的周缘表面。至少三个主导钻部分从周缘表面向外突出,每个主导钻部分均具有钻削轴线和多个钻削切削边缘。次切削边缘相邻于每个主导钻部分,次切削边缘沿着顶表面和周缘表面的相交部横向于相应的钻削轴线延伸。每个次切削边缘沿着钻削轴线与相关联的钻削切削边缘间隔开。燕尾形抵接后刀面(flank)沿着顶表面和周缘表面的相交部形成在周缘表面上,该燕尾形抵接后刀面从主导钻部分中的每一者朝向与另一主导钻部分相关联的次切削边缘延伸。切削工具具有用于保持中央钻削刀片的刀片穴,其中操作性的钻削轴线与工具轴线对准。
5.本发明的目的是提供一种改进的具有三个梢端部分的可转位的钻削刀片。
6.本发明的另外的目的是提供一种改进的可转位的钻削刀片,该钻削刀片相对于该钻削刀片的尺寸/体积而言具有较高的切削范围。
7.本发明的再一个目的是提供一种改进的旋转切削工具,其中所述可转位的钻削刀片能够稳定地以可移除的方式固定。
8.本发明又一个目的是提供一种改进的旋转切削工具,其中所述可转位的钻削刀片
的非操作性的切削边缘被很好地保护。
技术实现要素:
9.根据本发明,提供了一种可转位的钻削刀片,该钻削刀片包括:
10.中央部分和三个梢端部分,
11.该中央部分具有相反的第一侧表面和第二侧表面以及穿过第一侧表面和第二侧表面的中心轴线,
12.中间平面,该中间平面垂直于中心轴线并且在两个侧表面之间穿过;
13.三个梢端部分围绕中央部分在周向上间隔开,
14.每个梢端部分均具有:
15.第一轴线和分开的两个第一切削边缘,
16.第一轴线在梢端点处与梢端部分相交,
17.两个第一切削边缘延伸远离第一轴线而到达相对于第一轴线的两个在径向上最外的切削点,
18.梢端平面,该梢端平面垂直于第一轴线并且包含两个在径向上最外的切削点,以及
19.两个在径向上最外切削点位于假想的第一圆上,该假想的第一圆具有与第一轴线一致的中心以及第一切削直径,
20.其中:
21.中间平面包含三个第一轴线,
22.在沿着三个第一轴线中的任一者截取的视图中,具有第二直径的假想的第二圆外接于钻削刀片,以及
23.第一切削直径是第二直径的至少百分之六十。
24.另外,根据本发明,提供了一种旋转切削工具,该旋转切削工具能够围绕工具轴线沿旋转方向旋转并且具有工具切削直径,该旋转切削工具包括:
25.工具柄,该工具柄沿着工具轴线延伸并且在该工具柄的前端处具有多个刀片接纳穴,以及
26.多个切削刀片,所述多个切削刀片以可移除的方式固定在多个刀片接纳穴中,所述多个切削刀片包括:
27.如上文所描述的钻削刀片,以及
28.第二切削刀片,该第二切削刀片在构造上不同于钻削刀片,
29.第二切削刀片具有至少一个第二切削边缘,
30.其中:
31.钻削刀片的梢端部分中的一者是操作性的并且具有与工具轴线同轴的第一轴线,以及
32.第二切削刀片的第二切削边缘中的一者是操作性的并且相对于工具轴线径向延伸至第一切削直径的外部。
附图说明
33.为更好地理解,现将参照附图仅通过示例来描述本发明,在附图中点划线表示用于构件的部分视图的切除边界,并且在附图中:
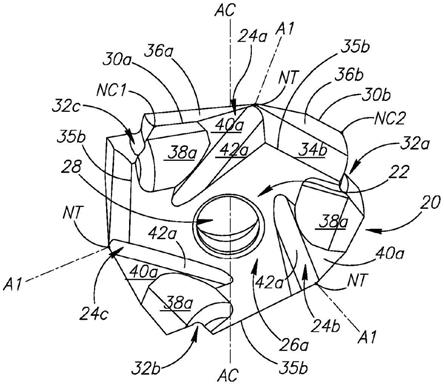
34.图1是根据本发明的第一切削刀片的立体图;
35.图2是沿着图1中所示的第一切削刀片的中心轴线截取的侧视图;
36.图3是沿着图1中所示的第一切削刀片的第一轴线截取的周缘视图;
37.图4是沿着线iv-iv截取的图2中所示的第一切削刀片的横截面图;
38.图5是沿着线v-v截取的图2中所示的第一切削刀片的横截面图;
39.图6是沿着线vi-vi截取的图3中所示的第一切削刀片的横截面图;
40.图7是根据本发明的旋转切削工具的立体图;
41.图8是图7中所示的旋转切削工具的端视图;
42.图9是沿着线ix-ix截取的图8中所示的旋转切削工具的横截面图;
43.图10是沿着线x-x截取的图9中所示的旋转切削工具的横截面图;
44.图11是根据本发明的工具柄的端视图;以及
45.图12是沿着线xii-xii截取的图11中所示的工具柄的横截面图。
具体实施方式
46.如图1至图3所示,本发明的一个方面涉及一种具有中央部分22和三个梢端部分24a、24b、24c的可转位(indexable)的第一切削刀片20。
47.在本发明的一些实施方式中,第一切削刀片20可以是钻削刀片。
48.另外,在本发明的一些实施方式中,第一切削刀片20可以通过对诸如碳化钨的强化碳化物进行压制及烧结而成形来制造,并且该第一切削刀片20可以被涂覆或未被涂覆。
49.如图1至图3中所示,中央部分22具有相反的第一侧表面26a和第二侧表面26b以及穿过第一侧表面26a和第二侧表面26b的中心轴线ac。
50.在本发明的一些实施方式中,第一切削刀片20可以是围绕中心轴线ac可转位的。
51.另外,在本发明的一些实施方式中,第一切削刀片20可以呈现出围绕中心轴线ac的3重旋转对称性。
52.此外,在本发明的一些实施方式中,第一侧表面26a与第二侧表面26b可以是相同的。
53.如图1和图2中所示,通孔28可以与第一侧表面26a和第二侧表面26b相交。
54.在本发明的一些实施方式中,通孔28可以与中心轴线ac同轴。
55.如图1至图3中所示,三个梢端部分24a、24b、24c围绕中央部分22在周向上间隔开。
56.每个梢端部分24a、24b、24c均具有第一轴线a1和分开(diverging)的两个第一切削边缘30a、30b,两个第一切削边缘30a、30b延伸远离第一轴线a1而到达相对于第一轴线a1的两个在径向上最外的切削点nc1、nc2。
57.在本发明的一些实施方式中,每个第一轴线a1均可以与中心轴线ac相交。
58.另外,在本发明的一些实施方式中,每个第一轴线a1均可以在两个侧表面26a、26b之间穿过第一切削刀片20。
59.此外,在本发明的一些实施方式中,三个梢端部分24a、24b、24c可以通过三个凹入
的连结部分32a、32b、32c在周向上间隔开。
60.应当理解的是,三个凹入的连结部分32a、32b、32c可以没有切削边缘。
61.此外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个第一切削边缘30a、30b可以是相同的。
62.另外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c可以呈现出围绕相应的第一轴线a1的2重(即,180
°
)旋转对称性。
63.应当理解的是,对于本发明的其中每个梢端部分24a、24b、24c具有在径向上延伸的两个相同的第一切削边缘30a、30b的实施方式而言,有利的是,每个梢端部分24a、24b、24c的切削范围可以较高。
64.如图1至图3中所示,每个梢端部分24a、24b、24c均可以具有两个抵接表面34a、34b。
65.应当理解的是,将每个梢端部分24a、24b、24c均构造成包括两个第一切削边缘30a、30b和两个抵接表面34a、34b导致对刀片的尺寸/体积的高效利用。
66.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个抵接表面34a、34b可以通过两个相应的间隙表面36a、36b而与两个相应的第一切削边缘30a、30b间隔开。
67.另外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个抵接表面34a、34b均可以彼此间隔开。
68.应当理解的是,本发明的其中每个梢端部分24a、24b、24c的两个抵接表面34a、34b与两个相应的第一切削边缘30a、30b间隔开的实施方式在两个抵接表面34a、34b中的至少一者与例如工具本体/柄部的对应的支撑表面接触时具有对第一切削边缘30a、30b意外损坏减少的风险。
69.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个抵接表面34a、34b可以与不同的第一侧表面26a和第二侧表面26b相交。
70.如图2中所示,在第一切削刀片20的侧视图中,三个可见的抵接表面34b中的每一者在侧边缘35b处与第一侧表面26a相交。三个侧边缘35b可以限定出假想的第一等边三角形t1。第二等边三角形(未示出)可以由在三个抵接表面34a与第二侧表面26b的相交部处形成的三个侧边缘形成。
71.另外,在本发明的一些实施方式中,每个抵接表面34a、34b可以与三个凹入的连结部分32a、32b、32c中的一者相交。
72.此外,在本发明的一些实施方式中,每个抵接表面34a、34b可以是平坦的。
73.如图1至图3中所示,每个第一轴线a1可以在梢端点nt处与相应的梢端部分24a、24b、24c相交。
74.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个第一切削边缘30a、30b可以在相应的梢端点nt处合并。
75.另外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c的每个第一切削边缘30a、30b可以从相应的梢端点nt连续地延伸至相应的在径向上最外的切削点nc1、nc2。
76.如图2和图3中所示,垂直于第一轴线a1的梢端平面pt包含两个在径向上最外的切削点nc1、nc2,并且两个在径向上最外的切削点nc1、nc2位于假想的第一圆c1上,该第一圆c1具有与第一轴线a1一致的中心以及第一切削直径dc1。梢端平面pt包含假想的第一圆c1。
77.如图2中所示,在沿着中心轴线ac截取的视图中,每个梢端点nt可以定位在相应的梢端平面pt的一侧上,并且中心轴线ac可以定位在所述梢端平面pt的相反侧上。
78.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个第一切削边缘30a、30b上的点都不会定位成比相应的梢端点nt距相应的梢端平面pt更远。
79.如图3中所示,垂直于中心轴线ac的中间平面m含有三个第一轴线a1。
80.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个在径向上最外的切削点nc1、nc2可以定位在中间平面m的相反两侧上。
81.另外,中间平面m在两个侧表面26a、26b之间穿过。在本发明的一些实施方式中,中间平面m可以定位于第一侧表面26a与第二侧表面26b之间的中间。
82.如图4中所示,每个抵接表面34a、34b可以与中间平面m形成锐角的内部第一抵接角α1。
83.在本发明的一些实施方式中,第一抵接角α1可以大于五十度且小于八十度,即50
°
<α1<80
°
。
84.另外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个抵接表面34a、34b可以完全定位在中间平面m的相反侧上。
85.如图2中所示,每个梢端部分24a、24b、24c可以由垂直于中间平面m且包含中心轴线ac的等分平面pb进行等分。
86.在本发明的一些实施方式中,如图2中所示,在第一切削刀片20的侧视图中,每个抵接表面34a、34b可以与相应的等分平面pb形成锐角的第二抵接角α2。
87.另外,在本发明的一些实施方式中,第二抵接角α2可以大于六十度,即,α2>60
°
。
88.此外,在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个抵接表面34a、34b可以定位在相应的等分平面pb的相反侧上。
89.如图1和图2中所示,第一侧表面26a和第二侧表面26b中的每一者均可以具有在周向上间隔开的三个切口38a、38b,并且每个梢端部分24a、24b、24c的每个第一切削边缘30a、30b均可以具有布置在切口38a、38b中的对应的一者中的相邻的前刀表面(rake surface)40a、40b。
90.在本发明的一些实施方式中,每个前刀表面40a、40b的径向内部部分可以布置在对应的切口38a、38b的腹板变薄凹口(web-thinning gash)42a、42b上。
91.如图1至图3中所示,每个腹板变薄凹口42a、42b均可以具有凹口路径gp,该凹口路径gp由来自一系列横截面的多个凹口顶点限定,所述一系列横截面在垂直于相应的第一轴线a1的平面中获得且与腹板变薄凹口42a、42b相交。
92.在本发明的一些实施方式中,每个凹口路径gp可以随着该凹口路径gp延伸远离相应的梢端点nt而延伸远离中间平面m。
93.在整个说明书和权利要求书中应当理解的是,对于在垂直于第一轴线a1中的任一者并且与相应的腹板变薄凹口42a、42b相交的平面中截取的每个横截面而言,例如,如图5中所示,相关联的凹口顶点定位在具有最小半径的相关联轮廓的部段中点处。
94.如图3中所示,在沿着三个第一轴线a1中的任一者截取的视图中,具有第二直径d2的假想的第二圆c2外接于第一切削刀片20,即,在该视图中,该第二圆c2是将整个刀片配装在该第二圆c2中的最小尺寸圆。
95.在本发明的一些实施方式中,假想的第二圆c2可以具有与相应的第一轴线a1一致的中心。
96.根据本发明,第一切削直径dc1是第二直径d2的至少百分之六十,即,dc1≥d2*0.60。
97.对于每个梢端部分24a、24b、24c而言,由于第一切削直径dc1是第二直径d2的至少百分之六十而言,有利的是,第一切削刀片20的切削范围相对于该第一切削刀片20的尺寸/体积较高,从而导致通常由该第一切削刀片20制造的强化碳化物的高效利用。
98.在本发明的一些实施方式中,第一切削直径dc1可以是第二直径d2的至少百分之七十,即,dc1≥d2*0.70。
99.另外,在本发明的一些实施方式中,第一切削直径dc1最大可以是第二直径d2的百分之九十,即,dc1≤d2*0.90。
100.此外,在本发明的一些实施方式中,如图3中所示,在沿着三个第一轴线a1中的任一者截取的视图中,两个未相关联的梢端部分24a、24b、24c中的每一者的两个在径向上最外的切削点nc1、nc2中的一者可以位于假想的第二圆c2上,由此所述两个未相关联的梢端部分24a、24b、24c是与获得所述视图所沿的第一轴线a1不相关联的两个梢端部分24a、24b、24c。
101.如图3中所示,第一侧表面26a和第二侧表面26b限定第一侧平面p1和第二侧平面p2,并且第一侧平面p1和第二侧平面p2在沿着中心轴线ac的方向上限定出最大刀片厚度ti。
102.在本发明的一些实施方式中,第一切削刀片20的各部分都不会延伸至最大刀片厚度ti的外部,即,第一切削刀片20的各部分都不会沿远离中间平面m的相应的方向延伸超出第一侧平面p1或第二侧平面p2。
103.另外,在本发明的一些实施方式中,第一侧平面p1和第二侧平面p2可以平行于中间平面m。
104.此外,在本发明的一些实施方式中,第一切削直径dc1可以是最大刀片厚度ti的至少两倍,即,dc1≥ti*2。
105.应当理解的是,对于本发明的其中第一切削直径dc1是最大刀片厚度ti的至少两倍的实施方式,有利的是,第一切削刀片20的切削范围相对于该第一切削刀片20的尺寸或体积较高,从而导致通常由该第一切削刀片20制造的强化碳化物的高效利用。
106.如图3中所示,每个梢端部分24a、24b、24c的两个在径向上最外的切削点nc1、nc2可以定位在第一侧平面p1与第二侧平面p2之间,并且因此,两个在径向上最外的切削点nc1、nc2中的每一者可以不包含在第一侧平面p1和第二侧平面p2中的任一者中。
107.在本发明的一些实施方式中,每个梢端部分24a、24b、24c的两个第一切削边缘30a、30b可以完全定位在第一侧平面p1与第二侧平面p2之间。
108.应当理解的是,对于本发明的其中每个梢端部分24a、24b、24c的两个第一切削边缘30a、30b完全定位在第一侧平面p1与第二侧平面p2之间的实施方式,在将第一切削刀片20组装至切削工具期间以及在切削操作期间,与非操作性的梢端部分24a、24b、24c相关联的第一切削边缘30a、30b可以被更好地保护从而免受意外接触/损坏。
109.如图3中所示,每个假想的第一圆c1在两个相交点ni1、ni2处与中间平面m相交。
110.如图6中所示,在沿中间平面m截取的横截面中,每个相交点ni1、ni2位于包含中心轴线ac的假想的径向直线rl1、rl2上,并且与每个假想的第一圆c1相关联的两个假想的径向直线rl1、rl2形成第一切削角β1。
111.在本发明的一些实施方式中,第一切削角β1可以大于七十度,即,β1>70
°
。
112.另外,在本发明的一些实施方式中,第一切削角β1可以大于九十度,即,β1>90
°
。
113.如图7至图12中所示,本发明的另一方面涉及一种能够围绕工具轴线at沿旋转方向dr旋转的旋转切削工具44,该旋转切削工具44具有工具切削直径dct。
114.旋转切削工具44包括工具柄46和多个切削刀片20、120、220,该工具柄46沿着工具轴线at延伸并且在该工具柄46的前端部50处具有多个刀片接纳穴48、148、248,并且所述多个切削刀片20、120、220以可移除的方式固定在多个刀片接纳穴48、148、248中。
115.在本发明的一些实施方式中,旋转切削工具44可以是钻削工具。
116.另外,在本发明的一些实施方式中,工具柄46可以具有在周向上与第一刃背(land)部分54和第二刃背部分56交替的两个凹槽部分52a、52b。
117.此外,在本发明的一些实施方式中,两个凹槽部分52a、52b可以从柄的前端部50沿着工具轴线at螺旋形延伸。
118.如图7至图10中所示,多个切削刀片20、120、220包括具有至少一个第二切削边缘130a、130b、130c、130d的第二切削刀片120和前述第一切削刀片20中的一者。第二切削刀片120在构造上不同于第一切削刀片20。多个切削刀片也可以包括具有至少一个第三切削边缘230a、230b、230c、230d的第三切削刀片220。第三切削刀片220可以与第二切削刀片120相同。尽管这些附图示出了具有第二切削刀片120和第三切削刀片220两者的旋转切削工具44,但在其他实施方式中,可以仅提供第二切削刀片120。
119.如图7至图9中所示,梢端部分24a、24b、24c中的一者是操作性的,从而使得梢端部分24a、24b、24c中的该一者的第一轴线a1与工具轴线at同轴,并且第二切削边缘130a、130b、130c、130d中的一者是操作性的并且相对于工具轴线at径向延伸至第一切削直径dc1的外部。另外,第三切削边缘230a、230b、230c、230d中的一者是操作性的并且相对于工具轴线at径向延伸至第一切削直径dc1的外部。在所示的实施方式中,操作性的第三切削边缘230a、230b、230c、230d与操作性的第二切削边缘130a、130b、130c、130d在径向上交叠。另外,在所示的实施方式中,第一切削刀片20的操作性的切削边缘、第二切削刀片120的操作性的切削边缘、以及第三切削刀片220的操作性的切削边缘一起限定出工具切削直径dct。
120.由于操作性的梢端部分的第一轴线a1与工具轴线at同轴,因此第一切削刀片20可以被描述为居中安装。
121.在本发明的一些实施方式中,工具切削直径dct可以大于第一切削直径dc1。
122.对于每个梢端部分24a、24b、24c而言,由于第一切削直径dc1是第二直径d2的至少百分之六十,因此,如果需要,操作性的梢端部分24a、24b、24c和该操作性的梢端部分24a、24b、24c的两个在径向上延伸的第一切削边缘30a、30b可以有利地占据工具切削直径dct的百分之五十以上。
123.如图7至图12中所示,多个刀片接纳穴48、148、248可以包括第一刀片接纳穴48,该第一刀片接纳穴48具有坐置表面58以及具有横向于坐置表面58而间隔开的第一支撑壁60和第二支撑壁62。
124.在本发明的一些实施方式中,两个凹槽部分52a、52b可以与第一刀片接纳穴48连通。
125.另外,在本发明的一些实施方式中,第一支撑壁60和第二支撑壁62可以是平坦的,并且坐置表面58可以是平坦的。
126.此外,在本发明的一些实施方式中,第一支撑壁60和第二支撑壁62中的至少一者可以与坐置表面58形成锐角的外部第一支撑角δ1。
127.另外,在本发明的一些实施方式中,第一支撑角δ1可以等于第一抵接角α1。
128.在旋转切削工具44的组装位置,如图7至图10中所示;
129.第一切削刀片20的第一侧表面26a和第二侧表面26b中的一者可以与坐置表面58接触,以及
130.第一切削刀片20的两个非操作性的梢端部分24a、24b、24c中的每一者的两个抵接表面34a、34b中的一者可以与第一支撑壁60和第二支撑壁62中的对应的一者相接触。
131.应当理解的是,将第一支撑壁60和第二支撑壁62中的至少一者构造成与坐置表面58形成锐角的外部第一支撑角δ1导致作用在第一支撑壁60和/或第二支撑壁62上的切削力部分地指向坐置表面58,并且因此导致切削刀片20在第一刀片接纳穴48中的稳定的夹持布置结构。
132.另外应当理解的是,对于本发明的其中每个梢端部分24a、24b、24c的两个抵接表面34a、34b与两个相应的第一切削边缘30a、30b间隔开的实施方式而言,当两个非操作性的梢端部分24a、24b、24c中的每一者的两个抵接表面34a、34b中的一者与第一支撑壁60和第二支撑壁62接触时,使两个非操作性的梢端部分24a、24b、24c的第一切削边缘30a、30b的意外损坏的风险减少。
133.在本发明的一些实施方式中,夹持螺钉64可以穿过通孔28并且以螺纹连接的方式接合坐置表面58中的螺纹孔66。
134.另外,在本发明的一些实施方式中,坐置表面58可以形成在第一刃背部分54上。
135.此外,在本发明的一些实施方式中,贯通孔口68可以形成在第二刃背部分56上。
136.应当理解的是,对于本发明的其中贯通孔口68形成在第二刃背部分56上的实施方式而言,可以为操作者提供入口(access)以使夹持螺钉64经由贯通孔口68穿过通孔28,并且还使用扭矩扳手经由贯通孔口68来拧紧/松开夹持螺钉64。
137.如图11中所示,第二刃背部分56可以包括面向第一刃背部分54的坐置表面58的内壁70。
138.在旋转切削工具44的组装位置,如图8和图10中所示,与坐置表面58未接触的第一侧表面26a和第二侧表面26b中的一者可以与内壁70间隔开。
139.在本发明的一些实施方式中,除了第一侧表面26a和第二侧表面26b中的一者与坐置表面58接触以及两个非操作性的梢端部分24a、24b、24c中的每一者的两个抵接表面34a、34b中的一者分别与第一支撑壁60和第二支撑壁62接触之外,第一切削刀片20的其他表面均不会与第一刀片接纳穴48的任何其他表面接触。
140.如图12中所示,螺纹孔66具有孔轴线ab。
141.在本发明的一些实施方式中,在第一切削刀片20的每个转位位置,中心轴线ac可以与孔轴线ab不同轴,并且螺纹孔66可以相对于通孔28偏心,使得:当拧紧夹持螺钉64时,
在两个非操作性的梢端部分24a、24b、24c的两个抵接表面34a、34b与第一支撑壁60和第二支撑壁62之间进行良好接触。
142.此外应当理解的是,在本发明的一些实施方式中,第一支撑壁60和第二支撑壁62可以布置在相对于彼此可弹性移位的第一刀片接纳穴48的不同结构部分上,因此使得:当拧紧夹持螺钉64时,第一支撑壁60和第二支撑壁62与两个非操作性的梢端部分24a、24b、24c的两个抵接表面34a、34b完全对应。
143.如图7、图8和图11中所示,多个刀片接纳穴48、148、248可以包括形成在两个刃背部分54、56中的一者上的第二刀片接纳穴148,并且第二切削刀片120可以以可移除的方式固定在第二刀片接纳穴148中。
144.如图7、图8和图11中所示,多个刀片接纳穴48、148、248可以包括形成在两个刃背部分54、56中的不具有第二刀片接纳穴148的一者上的第三刀片接纳穴248,并且第三切削刀片220可以以可移除的方式固定在第三刀片接纳穴248中。
145.尽管已经对本发明进行了一定程度的详细描述,但应当理解的是,在未背离如上文要求的本发明的精神或范围的情况下,可以做出各种改变和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1