用于压接连接器的带有定位装置的无模压接头的制作方法
1.本技术涉及无模压接头。更具体地,本技术涉及用于压接连接器的具有定位装置的无模压接头。
背景技术:
2.在电气装置的设计和组装期间,电连接器通常压接到导体上。压接动作可以使用压接工具进行,该压接工具可以包括手动工具或电动工具。
3.一些压接工具具有带有压接连接器的模具的压接头。其他压接工具是无模具的,其中压接头本身包括一个或多个压接连接器的压头。
4.在无模压接头的使用期间,待压接的连接器定位在压接头内的期望位置——例如但不限于居中——以允许一个或多个压头压接连接器。当压接头特定于该连接器尺寸时,连接器相对于压头的定位被简化。
5.然而,许多无模压接头配置为与多种尺寸的连接器一起使用,并且在这些情况下,如果连接器没有相对于一个或多个压头正确地定位,则连接器可能被不正确地压接和/或压接头或工具损坏。
6.因此,本技术已经确定需要具有定位装置的无模压接头,其克服、减轻和/或缓解了现有技术的上述和其他有害影响中的一个或多个。
技术实现要素:
7.提供了一种无模压接头,其包括框架、压头和第一定位装置。框架具有限定出框架开口的第一框架壳和第二框架壳。压头会聚在框架开口内的压接中心上。第一定位装置具有限定出连接器接纳区域的连接器槽。第一定位装置可拆卸地固定在第一框架壳的框架开口中的使用位置处,在此使用位置处,连接器接纳区域和压接中心与压接头的纵向轴线对齐、但沿纵向轴线偏移。
8.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,该无模压接头还包括第二定位装置,该第二定位装置具有限定出第二连接器接纳区域的第二连接器槽。第二定位装置可拆卸地固定在第二框架壳的框架开口中,其中第二连接器接纳区域和压接中心与压接头的纵向轴线对齐、但沿纵向轴线偏移。
9.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,框架是锁扣框架,包括通过一组销连接到框架的可移动锁扣件。
10.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,框架是c型框架。
11.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,压头是多个压头。
12.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,压头是四个压头。
13.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,第一框架壳和第一定位装置均具有一个或多个接合特征,该接合特征配置为彼此可拆卸地结合第一框架壳与第一定位装置。
14.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,第一框架壳具有第一接合特征和第三接合特征,第一定位装置具有第二接合特征和第四接合特征。第一接合特征和第三接合特征彼此可拆卸地接合,第二接合特征和第四接合特征彼此可拆卸地接合。
15.在单独或与任何一个或多个前述和/或后述实施例一起的一些实施例中,第一接合特征是边沿,第二接合特征是凹槽。
16.在单独的或与前述和/或后述的实施例中的任何一个或多个一起的一些实施例中,第三接合特征是卡扣,第四接合特征是棘爪。
17.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,第一定位装置由聚合材料或金属材料制成。
18.还提供了一种组装无模压接头的方法。该方法包括:选择具有连接器槽和连接器接纳区域的定位装置;以及将定位装置可拆卸地固定到框架壳的框架开口中,其中连接器接纳区域和压接中心与纵向轴线对齐、但沿纵向轴线偏移。
19.在单独或与任何一个或多个前述和/或后述实施例一起的一些实施例中,将定位装置可拆卸地固定到框架开口中的步骤包括:将定位装置的特征与框架壳的特征可拆卸地接合。
20.在单独或与前述和/或后述实施例中的任何一个或多个实施例一起的一些实施例中,将定位装置可拆卸地固定到框架开口中的步骤包括:将定位装置插入框架开口中,其中框架壳的第一接合特征与定位装置的第二接合特征可拆卸地接合,连接器槽绕横向轴线相对于纵向轴线旋转;将定位装置沿纵向轴线滑入框架开口;以及使定位装置绕横向轴线旋转,使得框架壳的第三接合特征与定位装置的第四接合特征可拆卸地接合。
21.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,第一接合特征是边沿,第三接合特征是凹槽。
22.在单独的或与前述和/或后述的实施例中的任何一个或多个一起的一些实施例中,第二接合特征是卡扣,第四接合特征是棘爪。
23.在单独或与前述和/或后述实施例中的任何一个或多个一起的一些实施例中,选择定位装置的步骤包括:将定位装置的尺寸与待压接的连接器的尺寸匹配。
24.本领域技术人员将从以下详细描述、附图和所附权利要求中领会和理解本技术的上述和其他特征和优点。
附图说明
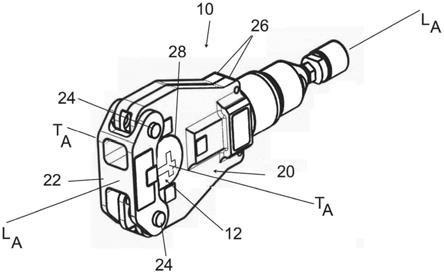
25.图1示出了根据本技术的无模压接头;
26.图2示出了处于启动位置并安装有导向装置的、图1的压接头;
27.图3示出了与手动操作的压接工具一起使用的、图1的压接头;
28.图4示出了与电池驱动的液压压接工具一起使用的、图1的压接头;
29.图5示出了与电池驱动的液压压接工具一起使用的c型无模压接头;
30.图6-9是图1的定位装置的示例性实施例的视图;
31.图10-13是图6-9的定位装置的替代实施例的视图;
32.图14图示了图1的压接头的框架壳;
33.图15是图14的框架壳的放大视图;以及
34.图15-19示出了在安装到压接头期间的定位装置。
具体实施方式
35.参考附图,特别是参考图1-2,示出了根据本技术的无模压接头的示例性实施例并且通常用附图标记10表示。有利地,压接头10包括定位装置12,定位装置12配置为相对于压接头的压头14适当地定位待压接的连接器(未示出)。
36.压接头10可以与如图3所示的市售手动操作工具16一起使用。此外,压接头10可以与如图4所示的市售电池驱动的液压压接工具18一起使用。
37.返回到图1-2,图1示出了压头14移动到压接位置之前的压接头10,而图2示出了压头移动到压接位置之后的压接头。这里,示出了压接中心c,其是压头14在压接头10启动期间会聚的位置。定位装置12配置为在压接过程中将安装在定位装置中的连接器与压接中心c对齐。
38.有利地,压接头10和定位装置12可以配置为允许定位装置容易地拆卸和/或替换为可与替代尺寸的连接器一起使用的定位装置。以这种方式,压接头10配置为与多种尺寸的连接器一起使用,并且可以确保连接器被正确地压接和/或不会在连接器相对于压头14没有正确定位时可能对压接头/工具造成损坏。
39.压接头10作为示例被图示为具有锁扣式类型的框架20的四点压接头。具体地,框架20具有可移动的锁扣件22,其以已知方式通过一组销24连接到框架20。四点压接头具有四个压头14,用于同样以已知方式将电连接器(未示出)从四侧压入或压接到导体(也未示出)上。
40.当然,本技术预期压接头10具有多于或少于四个压头14——至少一个压头是所需压头的最小数量,而八个压头是所需压头的最大数量。
41.此外,本技术还预期无模压接头是如图5中的c型无模压接头10-1,其中定位装置12-1固定到c型无模压接头,以相对于压头(未示出)的压接中心c-1正确地定位连接器。
42.返回到图1-2,框架20包括一对框架壳26,每侧一个。框架壳26中的至少一个配置为将单个定位装置12可拆卸地固定在压接头10的一侧。然而,在其他实施例中,两个框架壳26都配置为将定位装置12可拆卸地固定在压接头10的相对侧。
43.在安装定位装置12之前,框架20具有开口28,该开口容纳一系列连接器尺寸,例如从8美国线规(awg)到1000圆密耳(kcmil)连接器。本技术已经确定,开口28相对于压接中心c的尺寸为用户提供了将连接器错误加载到压接头10中的可能性,从而对工具、压接头和/或连接造成潜在的有害损坏。
44.定位装置12为连接提供必要的间隙,但具有比开口28所包含的更小、更少的直径可变范围,这阻止用户将待压接的连接器/导体相对于压接中心c错误地安装到工具头中,最终消除了操作员损坏压接头/连接的可能性。此外,导向装置的安装接口提供了一种简单、明显的安装和拆卸方法,可实现快速、高效的安装和拆卸。
45.定位装置12的示例性实施例在图6-9中示出。
46.定位装置12可由强度足以在使用期间将连接器和导体固定在压接头10中的任何材料制成。例如,定位装置12可由诸如但不限于聚合材料或金属材料的材料制成。在一些示例中,定位装置12可以由注塑成型的聚合材料制成,例如但不限于聚碳酸酯、丙烯腈丁二烯苯乙烯(abs)塑料、玻璃填充尼龙或具有类似材料特性的其他聚合材料。
47.在进一步的实施例中,定位装置12可以是透明或半透明的聚合物,以允许目视检查压接头10中的连接器/导体。
48.在其他实施例中,定位装置12可由铸造、机加工或注射成型的金属材料制成,例如但不限于铝、钛、不锈钢或弹簧钢。
49.定位装置12具有连接器槽30。槽30延伸穿过定位装置12的厚度并在连接器接纳区域34处具有闭合端32。当定位装置12安装在压接头10中时,区域34与压接中心c对齐但是沿纵向轴线la从其偏移,如图1所示。槽30的尺寸和位置被设计成将开口28的连接器尺寸范围减小到更小数量的尺寸,以确保连接器相对于压头14的压接中心c保持正确地定位。
50.在使用期间,未压接的连接器(未示出)放置在区域34中,其中导体在未压接的连接器中。在启动压接头10时,随着压头移动到压接中心c,压头14沿纵向轴线la在槽30中移动连接器。在压接中心c处,压头14将连接器压接到导体上。在压接头10停用时,压头14返回到正常位置,压接的连接器/导体可以在沿横向轴线ta的方向上在区域34处从定位装置12移出。
51.图6-9的定位装置12配置为将压接头10的开口28减少到#8awg至#6铝和#4铜之间。
52.此外,图10-13的定位装置12-2配置为将压接头10的开口28减少到#5铝和#3铜awg之间到3/0铝和250kcmil铜之间。以这种方式,将一个或多个定位装置12、12-2与压接头10一起使用可以使压接头适应于与之前可能的连接器更准确和可再现的使用。
53.压接头10和定位装置12的可拆卸连接参考图6-9的定位装置和图14-15的框架壳26来描述。
54.框架壳26包括边沿36和卡扣38,而定位装置12包括径向保持凹槽40,该凹槽具有定位在凹部中的棘爪42。一旦安装好,边沿36就位于凹槽40中,棘爪42就位于卡扣38中。以这种方式,定位装置12在开口28中固定并定向到框架壳26。
55.边沿36和凹槽40的互连防止定位装置12沿图1中所示的横向轴线ta移动,但允许定位装置沿纵向轴线la滑动并允许定位装置绕横向轴线ta旋转。当定位装置沿横向轴线ta、沿纵向轴线la和绕横向轴线ta处于期望位置时,卡扣38/棘爪42和边沿36/凹槽的相互作用提供定位装置12和框架壳26的可拆卸接合。
56.应当认识到,本技术以示例的方式示出为在框架壳26上具有边沿36并且在定位装置12上具有凹槽40。然而,本技术同样预期框架壳26具有凹槽40并且定位装置12具有边沿36。因此,边沿36和凹槽40是可以根据需要配置在部件上的第一接合特征和第二接合特征。
57.类似地,还应当认识到,本技术通过示例的方式被图示为在框架壳26上具有卡扣38并且在定位装置12上具有棘爪42。然而,本技术同样预期框架壳26具有棘爪42并且定位装置12具有卡扣38。因此,卡扣38和棘爪42是也可以根据需要配置在部件上的第三接合特征和第四接合特征。
58.可以参考图16-19进一步理解定位装置12安装到压接头10上/从压接头10拆卸以
及这些部件的互连。
59.图16示出了在定位装置12与压接头10开始连接时框架壳26的前侧或外侧。这里,定位装置12沿纵向轴线la放置在框架壳26的开口28中——定位装置绕横向轴线ta从使用位置旋转约90度-边沿36接合在凹槽40中。
60.图17再次示出了框架壳26的前侧或外侧,但是定位装置12已经沿纵向轴线la滑入压接头10中,而边沿36保持接合在凹槽40中。
61.图18示出了框架壳26的背侧或内侧,但定位装置12已沿纵向轴线la进一步滑入压接头10中,其中边沿36保持接合在凹槽40中,并且其中定位装置12绕横向轴线ta从使用位置——即在卡扣38和棘爪42接合之前——旋转10度。如本文所用,“使用位置”定义为装置12在安装在压接头10中时的位置,其中定位装置的区域34与压接头的压接中心c对齐但沿纵向轴线la从其偏移。
62.图19再次示出了框架壳26的背侧或内侧,但是定位装置12已经沿纵向轴线la一路滑入压接头10中,其中边沿36保持接合在凹槽40中,并且其中定位装置12绕横向轴线ta旋转到使用位置,其中卡扣38和棘爪42相互接合。
63.简单地说,当定位装置12绕横向轴线ta旋转离开使用位置时,定位装置相对于框架壳26自由滑动,其中边沿36保持接合在凹槽40中,但棘爪42和卡扣38没有接合。一旦定位装置12位于开口28的底部,定位装置就能够绕横向轴线ta旋转,使得棘爪42和卡扣38接合。
64.将定位装置12从压接头10拆卸很容易通过逆着上述过程来完成,即将定位装置从使用位置绕横向轴线ta旋转,以将卡扣38和棘爪42解除接合,然后沿纵向轴线la向上滑动定位装置并从开口28滑出。
65.因此,压接头10和定位装置12配置为——通过边沿36和凹槽40的相互作用——以及卡扣38和棘爪42的相互作用——将定位装置正确地定位和固定在压接头10内的使用位置。此外,定位装置12——通过槽30、闭合端32和区域34的形状和位置减小了压接头10的开口28的尺寸。
66.应当认识到,这里通过示例的方式描述了压接头10,其中定位装置12首先通过沿纵向轴线la移动、然后绕横向轴线ta旋转而安装到开口28中。当然,本技术还预期压接头10和定位装置12的接合特征配置为使得定位装置通过沿横向轴线ta移动随后绕横向轴线ta旋转而固定在开口28中。
67.还应注意,术语“第一”、“第二”、“第三”、“上”、“下”等可在本文中用于修饰各种元件。除非特别说明,否则这些修饰符并不暗示被修改元件的空间、连续或层次顺序。
68.虽然已经参考一个或多个示例性实施例描述了本技术,但是本领域技术人员将理解,在不脱离本技术的范围的情况下,可以做出各种改变并且可以用等同物替代其元素。此外,在不脱离本技术的范围的情况下,可以进行许多修改以使特定情况或材料适应本技术的教导。因此,本技术不限于作为所设想的最佳模式公开的特定实施例,而是本技术将包括落入所附权利要求范围内的所有实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1