液冷套的制造方法以及摩擦搅拌接合方法与流程
1.本发明涉及液冷套的制造方法以及摩擦搅拌接合方法。
背景技术:
2.进行利用了摩擦搅拌接合的液冷套的制造方法。例如,在专利文献1中公开了一种液冷套的制造方法。图16是表示现有的液冷套的制造方法的剖视图。在现有的液冷套的制造方法中,对使设置于铝合金制的套主体101的层差部的层差侧面101c与铝合金制的封闭件102的侧面102c对接而形成的对接部j10进行摩擦搅拌接合。此外,在现有的液冷套的制造方法中,将旋转工具fd的仅搅拌销fd2插入对接部j10以进行摩擦搅拌接合。此外,在现有的液冷套的制造方法中,使旋转工具fd的旋转中心轴线xa与对接部j10重合地进行相对移动。现有技术文献专利文献
3.专利文献1:日本专利特开2015-131321号公报
技术实现要素:
发明所要解决的技术问题
4.在此,套主体101容易变成复杂的形状,例如由4000系列铝合金的铸造材料形成,而像封闭件102这样形状相对简单的构件有时会由1000系列铝合金的延展材料形成。这样,存在将铝合金的材料种类不同的构件彼此进行接合来制造液冷套的情况。在这种情况下,由于一般来说,套主体101的硬度比封闭件102的硬度大,因此,若如图16所示那样进行摩擦搅拌接合,则搅拌销fd2从套主体101一侧受到的材料阻力比从封闭件102一侧受到的材料阻力大。因此,很难通过旋转工具fd的搅拌销fd2高平衡性地对不同的材料种类进行搅拌,存在接合后的塑性化区域中会产生空洞缺陷使得接合强度降低这样的问题。
5.另外,有时在完成液冷套之后,例如通过进行超声波探伤检查来进行液冷套的品质管理。此时,尽管能够通过超声波探伤检查掌握是否有接合不良,但是存在无法掌握旋转工具经过了哪个位置的问题。
6.从这种观点出发,本发明的技术问题在于提供一种能将材料种类不同的铝合金理想地接合,并能掌握旋转工具的经过位置的液冷套的制造方法以及摩擦搅拌接合方法。解决技术问题所采用的技术方案
7.为了解决这种技术问题,本发明是一种液冷套的制造方法,对套主体与封闭件进行摩擦搅拌接合,上述套主体具有底部和周壁部,上述周壁部从上述底部的周缘立起,上述封闭件对上述套主体的开口部进行封闭,其特征是,上述套主体是硬度比上述封闭件的硬度高的材料种类,摩擦搅拌中使用的旋转工具包括基端侧销和前端侧销,上述基端侧销的锥形角度比上述前端侧销的锥形角度大,在上述基端侧销的外周面形成有阶梯状的销层差部,上述前端侧销的外周面以前端变细的方式倾斜,上述液冷套的制造方法包括:准备工
序,在上述准备工序中,在上述周壁部的内周缘形成具有层差底面和层差侧面的周壁层差部,上述层差侧面从该层差底面朝向上述开口部立起;载置工序,在上述载置工序中,将上述封闭件载置于上述套主体,从而使上述周壁层差部的层差侧面与上述封闭件的外周侧面对接以形成第一对接部,并且使上述层差底面与上述封闭件的背面重合以形成第二对接部;主接合工序,在上述主接合工序中,将旋转的上述旋转工具的上述前端侧销的前端插入到与上述层差底面相同的深度或比上述层差底面稍微深的位置,在使上述基端侧销的外周面与上述封闭件的正面接触的同时使上述前端侧销与上述套主体的至少上侧稍微接触的状态下,一边使旋转工具沿上述第一对接部旋转一圈进行摩擦搅拌,一边在塑性化区域内的靠近上述层差侧面的部位形成规定宽度的稀疏部;以及检查工序,在上述检查工序中,在上述主接合工序之后,通过进行对上述稀疏部进行检测的探伤检查来确定上述前端侧销的经过位置。
8.根据上述制造方法,通过封闭件与搅拌销的摩擦热对第一对接部中的主要是封闭件一侧的金属进行搅拌来使其塑性流动化,从而能在第一对接部处对层差侧面与封闭件的外周侧面进行接合。另外,由于在使基端侧销的外周面与封闭件的正面接触的同时使前端侧销与套主体的层差侧面的至少上侧稍微接触来进行摩擦搅拌,因此,能够确保接合强度,并且尽可能地减少金属从套主体向封闭件的混入。由此,在第一对接部处主要是封闭件一侧的金属被摩擦搅拌,因此,能够抑制接合强度的降低。另外,由于将前端侧销插入至与层差底面相同的深度或比层差底面稍微深的位置,因此,能够提高第二对接部处的接合强度,并且尽可能地减少金属从套主体向封闭件的混入。另外,通过特意形成规定宽度的稀疏部,能够通过探伤检查来掌握前端侧销的经过位置。由此,能够更容易地进行品质管理作业。
9.另外,本发明是一种液冷套的制造方法,对套主体与封闭件进行摩擦搅拌接合,上述套主体具有底部和周壁部,上述周壁部从上述底部的周缘立起,上述封闭件对上述套主体的开口部进行封闭,其特征是,上述套主体是硬度比上述封闭件的硬度高的材料种类,摩擦搅拌中使用的旋转工具包括基端侧销和前端侧销,上述基端侧销的锥形角度比上述前端侧销的锥形角度大,在上述基端侧销的外周面形成有阶梯状的销层差部,上述前端侧销的外周面以前端变细的方式倾斜,上述液冷套的制造方法包括:准备工序,在上述准备工序中,在上述周壁部的内周缘形成具有层差底面和从该层差底面朝向上述开口部立起的层差侧面的周壁层差部,并且以使板厚比上述周壁层差部的上述层差侧面的高度尺寸大的方式形成上述封闭件;载置工序,在上述载置工序中,将上述封闭件载置于上述套主体,从而使上述周壁层差部的层差侧面与上述封闭件的外周侧面对接以形成第一对接部,并且使上述层差底面与上述封闭件的背面重合以形成第二对接部;主接合工序,在上述主接合工序中,将旋转的上述旋转工具的上述前端侧销的前端插入到与上述层差底面相同的深度或比上述层差底面稍微深的位置,在使上述基端侧销的外周面与上述封闭件的正面接触的同时使上述前端侧销与上述套主体的至少上侧稍微接触的状态下,一边使旋转工具沿上述第一对接部旋转一圈进行摩擦搅拌,一边在塑性化区域内的靠近上述层差侧面的部位形成规定宽度的稀疏部;以及检查工序,在上述检查工序中,在上述主接合工序之后,通过进行对上述稀疏部进行检测的探伤检查来确定上述前端侧销的经过位置。
10.根据上述制造方法,通过封闭件与搅拌销的摩擦热对第一对接部中的主要是封闭
件一侧的金属进行搅拌来使其塑性流动化,从而能在第一对接部处对层差侧面与封闭件的外周侧面进行接合。另外,由于在使基端侧销的外周面与封闭件的正面接触的同时使前端侧销与套主体的层差侧面的至少上侧稍微接触来进行摩擦搅拌,因此,能够确保接合强度,并且尽可能地减少金属从套主体向封闭件的混入。由此,在第一对接部处主要是封闭件一侧的金属被摩擦搅拌,因此,能够抑制接合强度的降低。另外,由于将前端侧销插入到与层差底面相同的深度或比层差底面稍微深的位置,因此,能够提高第二对接部处的接合强度,并且尽可能地减少金属从套主体向封闭件的混入。另外,通过特意形成规定宽度的稀疏部,能够通过探伤检查来掌握前端侧销的经过位置。由此,能够更容易地进行品质管理作业。另外,通过增大封闭件的厚度,能够防止接合部的金属不足。
11.另外,本发明是一种液冷套的制造方法,对套主体与封闭件进行摩擦搅拌接合,上述套主体具有底部和周壁部,上述周壁部从上述底部的周缘立起,上述封闭件对上述套主体的开口部进行封闭,其特征是,上述套主体是硬度比上述封闭件的硬度高的材料种类,摩擦搅拌中使用的旋转工具包括基端侧销和前端侧销,上述基端侧销的锥形角度比上述前端侧销的锥形角度大,在上述基端侧销的外周面形成有阶梯状的销层差部,上述前端侧销的外周面以前端变细的方式倾斜,上述液冷套的制造方法包括:准备工序,在上述准备工序中,在上述周壁部的内周缘形成具有层差底面和以从该层差底面朝向上述开口部扩展的方式倾斜地立起的层差侧面的周壁层差部,并且以使板厚比上述周壁层差部的上述层差侧面的高度尺寸大的方式形成上述封闭件;载置工序,在上述载置工序中,通过将上述封闭件载置于上述套主体,从而以使上述周壁层差部的上述层差侧面与上述封闭件的外周侧面之间存在间隙的方式形成第一对接部,并且使上述层差底面与上述封闭件的背面重合以形成第二对接部;主接合工序,在上述主接合工序中,将旋转的上述旋转工具的上述前端侧销的前端插入至与上述层差底面相同的深度或比上述层差底面稍微深,在使上述基端侧销的外周面与上述封闭件的正面接触的同时使上述前端侧销与上述套主体的至少上侧稍微接触的状态下,一边使旋转工具沿上述第一对接部旋转一圈进行摩擦搅拌,一边在塑性化区域内的靠近上述层差侧面的部位形成规定宽度的稀疏部;以及检查工序,在上述检查工序中,在上述主接合工序之后,通过进行对上述稀疏部进行检测的探伤检查来确定上述前端侧销的经过位置。
12.根据上述制造方法,通过封闭件与搅拌销的摩擦热对第一对接部中的主要是封闭件一侧的金属进行搅拌来使其塑性流动化,从而能在第一对接部处对层差侧面与封闭件的外周侧面进行接合。另外,由于在使基端侧销的外周面与封闭件的正面接触的同时使前端侧销与套主体的层差侧面的至少上侧稍微接触来进行摩擦搅拌,因此,能够确保接合强度,并且尽可能地减少金属从套主体向封闭件的混入。由此,在第一对接部处主要是封闭件一侧的金属被摩擦搅拌,因此,能够抑制接合强度的降低。另外,由于将前端侧销插入到与层差底面相同的深度或比层差底面稍微深的位置,因此,能够提高第二对接部处的接合强度,并且尽可能地减少金属从套主体向封闭件的混入。另外,通过特意形成规定宽度的稀疏部,能够通过探伤检查来掌握前端侧销的经过位置。由此,能够更容易地进行品质管理作业。另外,通过使前端侧销的外周面和层差侧面以倾斜的方式形成,能够避免前端侧销和层差侧面大幅接触。另外,通过增大封闭件的厚度,
能够防止接合部的金属不足。
13.此外,较为理想的是,上述封闭件由铝合金延展材料形成,上述套主体由铝合金铸造材料形成。
14.此外,较为理想的是,在上述旋转工具的前端侧销的外周面刻设有随着从基端朝向前端而朝左旋绕的螺旋槽的情况下,使上述旋转工具朝右旋转,在上述旋转工具的前端侧销的外周面刻设有随着从基端朝向前端而朝右旋绕的螺旋槽的情况下,使上述旋转工具朝左旋转。由此,因螺旋槽而塑性流动化的金属被导向前端侧销的前端侧,因此,能减少毛边的产生。
15.此外,较为理想的是,在上述主接合工序中,将上述旋转工具的旋转方向和行进方向设定成使形成于上述旋转工具的移动轨迹的塑性化区域中的、上述套主体一侧成为剪切侧,而使上述封闭件一侧成为流动侧。由此,上述套主体一侧成为剪切侧,从而在第一对接部周围的前端侧销的搅拌作用提高,能期待第一对接部处的温度上升,并能在第一对接部处更可靠地对层差侧面和封闭件的外周侧面进行接合。
16.另外,本发明是一种摩擦搅拌接合方法,使用旋转工具来对第一构件和第二构件进行接合,其特征是,上述第一构件是硬度比上述第二构件的硬度高的材料种类,摩擦搅拌中使用的旋转工具包括基端侧销和前端侧销,上述基端侧销的锥形角度比上述前端侧销的锥形角度大,在上述基端侧销的外周面形成有阶梯状的销层差部,上述前端侧销的外周面以前端变细的方式倾斜,上述摩擦搅拌接合方法包括:准备工序,在上述准备工序中,在上述第一构件形成具有层差底面和层差侧面的层差部,上述层差侧面从该层差底面立起;载置工序,在上述载置工序中,将上述第二构件载置于上述第一构件,从而使上述层差部的层差侧面与上述第二构件的侧面对接以形成第一对接部,并且使上述层差底面与上述第二构件的背面重合以形成第二对接部;主接合工序,在上述主接合工序中,将旋转的上述旋转工具的上述前端侧销的前端插入到与上述层差底面相同的深度或比上述层差底面稍微深的位置,在使上述基端侧销的外周面与上述第二构件的正面接触的同时使上述基端侧销与上述第一构件的至少上侧稍微接触的状态下,一边使旋转工具沿上述第一对接部旋转一圈进行摩擦搅拌,一边在塑性化区域内的靠近上述层差侧面的部位形成规定宽度的稀疏部;以及检查工序,在上述检查工序中,在上述主接合工序之后,通过进行对上述稀疏部进行检测的探伤检查来确定上述前端侧销的经过位置。发明效果
17.根据本发明的液冷套的制造方法以及摩擦搅拌接合方法,能够理想地对材料种类不同的金属进行接合,并且掌握旋转工具的经过位置。
附图说明
18.图1是表示本发明的实施方式的旋转工具的侧视图。图2是旋转工具的放大剖视图。图3是表示旋转工具的第一变形例的剖视图。图4是表示旋转工具的第二变形例的剖视图。图5是表示旋转工具的第三变形例的剖视图。图6是表示本发明的第一实施方式的液冷套的制造方法的准备工序的立体图。
图7是表示第一实施方式的液冷套的制造方法的载置工序的剖视图。图8是表示第一实施方式的液冷套的制造方法的主接合工序的立体图。图9是表示第一实施方式的液冷套的制造方法的主接合工序的剖视图。图10是表示第一实施方式的液冷套的制造方法的主接合工序后的剖视图。图11是表示第一实施方式的液冷套的制造方法的检查工序的俯视图。图12是表示将前端侧销的外周面插入到与层差侧面分开的位置的示例的图。图13是表示将前端侧销的外周面插入到与层差侧面大幅接触的位置的示例的图。图14是表示第二实施方式的液冷套的制造方法的准备工序的立体图。图15是表示第二实施方式的液冷套的制造方法的主接合工序的剖视图。图16是表示现有的液冷套的制造方法的剖视图。
具体实施方式
19.适当地参照附图对本发明的实施方式进行说明。首先,对本实施方式的液冷套的制造方法中使用的旋转工具进行说明。旋转工具是用于摩擦搅拌接合的工具。如图1所示,旋转工具f例如由工具钢形成,主要由基轴部f1、基端侧销f2和前端侧销f3构成。基轴部f1呈圆柱状,是与摩擦搅拌装置的主轴连接的部位。
20.基端侧销f2与基轴部f1连续,并且朝向前端变细。基端侧销f2呈圆锥台形状。只要适当设定基端侧销f2的锥形角度a即可,例如为135~160
°
。若锥形角度a小于135
°
或大于160
°
,则摩擦搅拌后的接合正面粗糙度变大。锥形角度a比后述的前端侧销f3的锥形角度b大。如图2所示,在基端侧销f2的外周面上,阶梯状的销层差部f21遍及整个高度方向形成。销层差部f21以朝右旋绕或朝左旋绕的方式形成为螺旋状。也就是说,销层差部f21俯视呈螺旋状,侧视呈台阶状。在本第一实施方式中,当使旋转工具f朝右旋转时,销层差部f21设定成从基端侧向前端侧朝左旋绕。
21.另外,在使旋转工具f向左旋转的情况下,较为理想的是,将销层差部f21设定为从基端侧朝向前端侧朝右旋绕。由此,塑性流动材料通过销层差部f21被朝前端侧引导,因此,能够减少溢出到被接合金属构件的外部的金属。销层差部f21由层差底面f21a和层差侧面f21b构成。相邻的销层差部f21的各顶点f21c、f21c之间的距离x1(水平方向距离)是根据后述的层差角度c以及层差侧面f21b的高度y1而适当设定的。
22.层差侧面f21b的高度y1只要适当地设定即可,例如设定为0.1~0.4mm。若高度y1小于0.1mm,则接合正面粗糙度变大。另一方面,若高度y1大于0.4mm,则存在接合正面粗糙度变大的倾向,并且有效层差部数量(与被接合金属构件接触的销层差部f21的数量)也减少。
23.只要适当设定层差底面f21a与层差侧面f21b所成的层差角度c即可,但例如设定为85~120
°
。本实施方式中,层差底面f21a与水平面平行。层差底面f21a也可以从工具的旋转轴向外周方向在相对于水平面-5~15
°
内的范围内倾斜(水平面的下方为负,水平面的上方为正)。距离x1、层差侧面f21b的高度y1、层差角度c以及层差底面f21a相对于水平面的角度适当地设定成在进行摩擦搅拌时塑性流动材料不会滞留并附着于销层差部f21的内部而是向外部排出,并且能够利用层差底面f21a对塑性流动材料进行按压以减小接合正面粗糙度。
24.如图1所示,前端侧销f3与基端侧销f2连续地形成。前端侧销f3呈圆锥台形状。前端侧销f3的前端为相对于旋转轴垂直的平坦面f4。前端侧销f3的锥形角度b比基端侧销f2的锥形角度a小。如图2所示,在前端侧销f3的外周面刻设有螺旋槽f31。螺旋槽f31既可以朝右旋绕,也可以朝左旋绕,但在本第一实施方式中由于使旋转工具f朝右旋转,因此,螺旋槽f31从基端侧向前端侧朝左旋绕地刻设。
25.另外,在使旋转工具f向左旋转的情况下,较为理想的是,将螺旋槽f3设定为从基端侧朝向前端侧朝右旋绕。由此,塑性流动材料通过螺旋槽f31被朝前端侧引导,因此,能够减少溢出到被接合金属构件的外部的金属。螺旋槽f31由螺旋底面f31a和螺旋侧面f31b构成。将相邻的螺旋槽f31的顶点f31c、f31c之间的距离(水平方向距离)设为长度x2。将螺旋侧面f31b的高度设为高度y2。由螺旋底面f31a和螺旋侧面f31b构成的螺旋角度d例如形成为45~90
°
。螺旋槽f31通过与被接合金属构件接触来使摩擦热上升,并且包括将塑性流动材料朝前端侧引导的作用。此外,旋转工具f也可以例如安装于在前端设有主轴单元等旋转驱动元件的机器人臂上。
26.旋转工具f能够适当进行设计改变。图3是表示本发明的旋转工具的第一变形例的侧视图。如图3所示,在第一变形例的旋转工具fa中,由销层差部f21的层差底面f21a和层差侧面f21b所成的层差角度c为85
°
。层差底面f21a与水平面平行。这样,也可以使层差底面f21a与水平面平行,并且使层差角度c在摩擦搅拌中塑性流动材料不会滞留并附着于销层差部f21内而是向外部排出的范围内设为锐角。
27.图4是表示本发明的旋转工具的第二变形例的侧视图。如图4所示,在第二变形例的旋转工具fb中,销层差部f21的层差角度c为115
°
。层差底面f21a与水平面平行。这样,也可以使层差底面f21a与水平面平行,并且层差角度c在作为销层差部f21发挥作用的范围内设为钝角。
28.图5是表示本发明的旋转工具的第三变形例的侧视图。如图5所示,在第三变形例的旋转工具fc中,层差底面f21a从工具的旋转中心轴向外周方向相对于水平面朝上方倾斜10
°
。层差侧面f21b与铅垂面平行。这样,也可以在能够在摩擦搅拌中对塑性流动材料进行按压的范围内使层差底面f21a以从工具的旋转轴朝向外周方向并比水平面更向上方倾斜的方式形成。通过上述旋转工具的第一变形例至第三变形例,也能起到与下述实施方式同等的效果。
29.在本实施方式中,旋转工具f安装于能沿水平方向和上下方向移动的摩擦搅拌装置。此外,旋转工具f也可以例如安装于在前端设有主轴单元等旋转驱动元件的机器人臂。
30.[第一实施方式]参照附图对本发明的实施方式的液冷套的制造方法进行详细说明。如图6所示,本发明实施方式的液冷套1的制造方法是对套主体2和封闭件3进行摩擦搅拌接合以制造液冷套1的方法。液冷套1是将发热体(省略图示)设置在封闭件3上方,并且使流体在内部流动以与发热体之间进行热交换的构件。另外,以下说明中的“正面”是指与“背面”相反一侧的面。
[0031]
在本实施方式的液冷套的制造方法中进行准备工序、载置工序、主接合工序和检查工序。准备工序是准备套主体2和封闭件3的工序。套主体2主要由底部10和周壁部11构成。套主体2形成为主要含有第一铝合金。第一铝合金例如使用jish5302adc12(al-si-cu系列)等铝合金铸造材料。套主体2在本实施方式中例示了铝合金,但是也可以是能摩擦搅拌
的其他金属。
[0032]
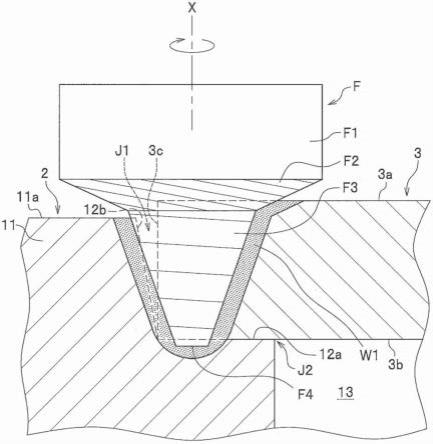
如图6所示,底部10是俯视观察时呈矩形的板状构件。周壁部11是从底部10的周缘部呈矩形框状立起的壁部。在周壁部11的内周缘形成有周壁层差部12。周壁层差部12由层差底面12a和从层差底面12a立起的层差侧面12b构成。如图7所示,层差侧面12b以从层差底面12a向开口部朝外侧扩展的方式倾斜。只要适当设定层差侧面12b相对于铅垂面的倾斜角度β即可,例如相对于铅垂面成3
°
~30
°
。由底部10和周壁部11形成凹部13。在此,铅垂面定义为由旋转工具f的行进方向矢量和铅垂方向矢量构成的平面。
[0033]
封闭件3是将套主体2的开口部封闭的板状构件。封闭件3为载置于周壁层差部12的大小。封闭件3的板厚比层差侧面12b的高度尺寸大。封闭件3的板厚尺寸适当设定为在后述的主接合工序时不会产生金属不足的程度。封闭件3形成为主要含有第二铝合金。第二铝合金是硬度比第一铝合金的硬度小的材料。第二铝合金例如由jisa1050、a1100、a6063等铝合金延展材料形成。套主体3在本实施方式中例示了铝合金,但是也可以是能摩擦搅拌的其他金属。另外,在本说明书中,能将硬度称为布氏硬度,并通过依照jisz2243的方法来测量。
[0034]
如图7所示,载置工序是将封闭件3载置于套主体2的工序。在载置工序中,将封闭件3的背面3b载置于层差底面12a。使层差侧面12b与封闭件3的外周侧面3c对接以形成第一对接部j1。第一对接部j1能够包括如本实施方式这样以隔开截面呈大致v字状的间隙的方式对接的情况。此外,使层差底面12a与封闭件3的背面3b重合以形成第二对接部j2。
[0035]
如图8和图9所示,主接合工序是使旋转的旋转工具f在封闭件3的周围旋转一圈来对套主体2与封闭件3进行摩擦搅拌接合的工序。
[0036]
如图8所示,在使用旋转工具f进行摩擦搅拌时,将朝右旋转的前端侧销f3插入封闭件3,并在使基端侧销f2的外周面与封闭件3的正面3a接触的同时移动。在旋转工具f的移动轨迹因摩擦搅拌后的金属硬化而形成有塑性化区域w1。在本实施方式中,将前端侧销f3插入到设定于封闭件3的开始位置sp处,并使旋转工具f相对于封闭件3向右旋绕地相对移动。
[0037]
如图9所示,在主接合工序中,在使旋转工具f的旋转中心轴线x与铅垂线(铅垂面)平行的状态下进行摩擦搅拌。层差侧面12b的倾斜角度β(参照图7)设定成比前端侧销f3的外周面的倾斜角度α小。在主接合工序中,设定成在使基端侧销f2的外周面与封闭件3的正面3a接触的同时使前端侧销f3的外周面的上侧与周壁层差部12的层差侧面12b的上部稍微接触,并且使前端侧销f3的外周面的下侧不与周壁层差部12的层差侧面12b接触。前端侧销f3的平坦面f4可以是与周壁层差部12的层差底面12a相同的高度,但是在本实施方式中,插入至比周壁层差部12的层差底面12a稍微深的位置。在主接合工序中,沿封闭件3的周围旋转一圈,并且使塑性化区域w1的始端与终端重叠,然后使旋转工具f从套主体2和封闭件3脱离。
[0038]
如图10所示,在进行主接合工序时,在旋转工具f的移动轨迹上形成有塑性化区域w1,并且在塑性化区域w1的下部中的层差侧面12b的内侧附近形成稀疏部z。稀疏部z是塑性流动材料的搅拌不充分的区域且塑性流动材料比其他部位稀疏的区域。稀疏部z在塑性化区域w1的长边方向上连续地或是断续地形成。
[0039]
如图11所示,检查工序是对液冷套1进行探伤检查的工序。在检查工序中,使用超声波探伤装置(例如,超声波影像装置(sat)株式会社日立高新技术公司制)。图11中的检查
结果画面r中的、液冷套1的中空部u被着色显示。另外,在中空部u的周围,稀疏部z以着色的框状且线状地显示。也就是说,通过稀疏部z显示在检查结果画面r上,能够确定旋转工具f在封闭件3的整周范围内经过。中空部u与稀疏部z之间是相当于塑性化区域w1的部位。
[0040]
在此,稀疏部z的宽度zw设定为400μm以下,较为理想的是,设定为300μm以下,更理想的是,设定为200μm以下。若稀疏部z的宽度zw超过400μm,则第一对接部j1的接合强度有可能不充分。换言之,只要稀疏部z的宽度zw为400μm以下,能够得到充分的接合强度。另一方面,较为理想的是,稀疏部z的宽度zw为100μm以上。若稀疏部z的宽度zw小于100,则稀疏部z部分有可能无法显示在检查结果画面r上。
[0041]
如图9所示,在主接合工序中,前端侧销f3的外周面与层差侧面12b接触的区域和不接触的区域的比例在本实施方式中为2:8左右,但是只要在以期望的强度使套主体2与封闭件3接合且形成上述规定宽度的稀疏部z的范围内适当设定即可。换言之,前端侧销f3的外周面的倾斜角度α、周壁层差部12的层差侧面12b的倾斜角度β、前端侧销f3的旋转中心轴线x的位置(宽度方向的位置)只要在以期望的强度使套主体2与封闭件3接合且形成上述规定宽度的稀疏部z的范围内适当设定即可。
[0042]
另外,若前端侧销f3的外周面与层差侧面12b分开,则无法接合,或是接合强度有可能会降低,因此,较为理想的是,至少使前端侧销f3与层差侧面12b的上部接触。另外,如图13所示,若前端侧销f3与层差侧面12b的接触量变大,则硬度较高的套主体2的金属较多地流入硬度较低的封闭件3一侧,因此,套主体2与封闭件3的搅拌平衡变差,有可能会降低接合强度。另外,在层差底面12a附近,前端侧销f3的外周面与层差侧面12b离得太近或离得太远,均很难形成上述规定宽度的稀疏部z。
[0043]
根据以上说明的本实施方式的液冷套的制造方法,通过封闭件3和前端侧销f3的摩擦热来对第一对接部j1的主要是封闭件3一侧的金属进行搅拌来使其塑性流动化,从而能够在第一对接部j1处对层差侧面12b与封闭件3的外周侧面3c进行接合。另外,由于在使基端侧销f2的外周面与封闭件3的正面3a接触的同时使前端侧销f3与套主体2的层差侧面12b的至少上侧稍微接触来进行摩擦搅拌,因此,能够确保接合强度,并且尽可能地减少金属从套主体2向封闭件3的混入。由此,在第一对接部j1处主要是封闭件3一侧的金属被摩擦搅拌,因此,能够抑制接合强度的降低。
[0044]
另外,由于将前端侧销f3插入至与层差底面12a相同的深度或比层差底面12a稍微深的位置,因此,能够提高第二对接部j2处的接合强度,并且尽可能地减少金属从套主体2向封闭件3的混入。另外,通过特意形成规定宽度的稀疏部z,能够通过探伤检查来掌握搅拌销fd2的经过位置。由此,能够更容易地进行品质管理作业。另外,通过使封闭件3的厚度比层差侧面12b大,能够防止接合部的金属不足。
[0045]
此外,在主接合工序中,只要适当设定旋转工具f的旋转方向和行进方向即可,但是在本实施方式中,将旋转工具f的旋转方向和行进方向设定成使形成于旋转工具f的移动轨迹的塑性化区域w1中的、套主体2一侧成为剪切侧,而使封闭件3一侧成为流动侧。由此,前端侧销f3在第一对接部j1的周围的搅拌作用提高,从而能够期待第一对接部j1处的温度上升,并且能够在第一对接部j1处更可靠地对层差侧面12b与封闭件3的外周侧面3c进行接合。
[0046]
另外,剪切侧(advancing side:行进侧)是指旋转工具的外周相对于被接合部的
相对速度为在旋转工具的外周处的切线速度的大小上加上移动速度的大小后的值的一侧。另一方面,流动侧(retreating side:回退侧)是指通过使旋转工具朝旋转工具的移动方向的相反方向转动,从而使旋转工具相对于被接合部的相对速度变低的一侧。
[0047]
此外,套主体2的第一铝合金是硬度比封闭件3的第二铝合金的硬度高的材料。由此,能提高液冷套1的耐久性。此外,较为理想的是,将套主体2的第一铝合金设为铝合金铸造材料,将封闭件3的第二铝合金设为铝合金延展材料。通过将第一铝合金设为例如jish5302adc12等al-si-cu系列铝合金铸造材料,从而能提高套主体2的铸造性、强度、被切削性等。此外,通过将第二铝合金设为例如jisa1000系列或a6000系列,能提高加工性、导热性。
[0048]
例如,在本实施方式中,使封闭件3的板厚比层差侧面12b的高度尺寸大,但是也可以使两者相同。另外,层差侧面12b也可以不倾斜,而是相对于层差底面12a垂直。
[0049]
另外,在上述实施方式中,例示了对套主体与封闭件进行接合而形成的液冷套的制造方法,但是并不限定于此。尽管省略了图示,但是本发明不限定于液冷套的形状,也能够应用于对包括层差部的第一构件与配置于该层差部的第二构件进行接合的摩擦搅拌接合。
[0050]
[第二实施方式]接着,对本发明的第二实施方式的液冷套的制造方法进行说明。如图14和图15所示,第二实施方式与第一实施方式的不同之处在于,对套主体2a的支柱15与封闭件3a进行接合。在本实施方式中,进行准备工序、载置工序、主接合工序和检查工序。在主接合工序中,进行第一主接合工序和第二主接合工序。在本实施方式中,以与第一实施方式不同的部分为中心进行说明。
[0051]
在准备工序中,准备套主体2a和封闭件3a。套主体2a包括底部10、周壁部11和多个支柱15(本实施方式中是四个)。支柱15从底部10立设,并呈柱状。在支柱15的前端形成有前端变细的突出部16。通过设置突出部16,在支柱15的前端侧形成有支柱层差部17。支柱层差部17由层差底面17a和从层差底面17a向轴中心侧倾斜的层差侧面17b构成。在封闭件3a的、与支柱15对应的位置处形成有孔部4。孔部4为能够供突出部16插入的大小。
[0052]
载置工序是将封闭件3a载置于套主体2a的工序。由此,与第一实施方式同样地形成第一对接部j1。另外,如图15所示,使支柱层差部17的层差侧面17b与孔部4的孔壁4a对接以形成第三对接部j3。另外,使支柱层差部17的层差底面17a与封闭件3的背面3b重合以形成第四对接部j4。
[0053]
在主接合工序中,进行对第一对接部j1和第二对接部j2进行接合的第一主接合工序以及对第三对接部j3和第四对接部j4进行接合的第二主接合工序。第一主接合工序与第一实施方式的主接合工序相同,因此,省略说明。
[0054]
如图15所示,在第二主接合工序中,设定成使前端侧销f3的外周面的上侧与支柱层差部17的层差侧面17b的上部稍微接触,并且使前端侧销f3的外周面的下侧不与支柱层差部17的层差侧面17b接触。基端侧销f2的外周面处于与封闭件3a的正面3a和对接部16的正面16a接触的状态。前端侧销f3的平坦面f4插入至比支柱层差部17的层差底面17a稍微深的位置。
[0055]
如图15所示,在进行主接合工序时,在旋转工具f的移动轨迹上形成有塑性化区域
w2,并且在塑性化区域w2的下部中的层差侧面17b的外侧附近形成稀疏部z。稀疏部z是塑性流动材料的搅拌不充分的区域且塑性流动材料比其他部位稀疏的区域。稀疏部z在塑性化区域w2中连续地或断续地形成。稀疏部z的形成方法、条件与第一实施方式相同。
[0056]
根据本实施方式,能够起到与第一实施方式相同的效果。此外,根据本实施方式,由于对支柱15和封闭件3a进行接合,因此,能够提高接合强度。另外,在塑性化区域w2内,在突出部16的基端侧的外侧附近形成有稀疏部z,由此,在检查工序中,能够确认旋转工具f在支柱15周围的移动轨迹。符号说明
[0057]1ꢀꢀ
液冷套;2
ꢀꢀ
套主体(第一构件);3
ꢀꢀ
封闭件(第二构件);f
ꢀꢀ
旋转工具;f1 基轴部;f2 基端侧销;f3 前端侧销;f4 平坦面;j1 第一对接部;j2 第二对接部;w1 塑性化区域;z
ꢀꢀ
稀疏部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1