锯片的制作方法
1.本实用新型涉及用于切割刀具(例如锯片)的涂层。更具体地,本实用新型涉及用于具有薄膜陶瓷涂层的锯片。
背景技术:
2.锯片(例如往复锯片)一般用于切割木材、金属、塑料和其他材料。
技术实现要素:
3.根据一方面,本实用新型提供了一种锯片,包括:主体和设置在主体上并限定切割部分的多个齿。多个齿中的至少一个齿具有形成该至少一个齿的尖端的基材。锯片还包括至少覆盖基材的薄膜陶瓷涂层。薄膜陶瓷涂层具有比基材更大的强度。
4.可选地,主体和多个齿形成单个整体部件。
5.可选地,基材由设置在至少一个齿上的凹穴接收。
6.可选地,薄膜陶瓷涂层还覆盖在主体上。
7.可选地,薄膜陶瓷涂层还覆盖多个齿。
8.可选地,多个齿中的每一个都包括基材。
9.可选地,薄膜陶瓷涂层覆盖在多个齿中的每一个上的基材。
10.可选地,薄膜陶瓷涂层通过物理气相沉积施加到基材上。
11.可选地,薄膜陶瓷涂层的厚度在大约3.0微米和大约4.0微米之间。
12.可选地,薄膜陶瓷涂层具有大约3.5微米的厚度。
13.可选地,薄膜陶瓷涂层由选自氮化铝钛、氮化铝铬、氮化钛铝铬和氮化钛钼中的一种组成。
14.可选地,薄膜陶瓷涂层增加了切割操作期间的散热。
15.可选地,基材是通过焊接固定到至少一个齿上的单独部件。
16.可选地,基材由选自具有亚微米晶粒尺寸h6f级碳化物、具有亚微米晶粒尺寸的h10f级碳化物和具有亚微米晶粒尺寸的h15f级碳化物中的一种组成。
17.可选地,基材包括碳化物,并且薄膜陶瓷涂层由铝基材料组成。
18.根据另一方面,本实用新型提供了一种锯片,包括:具有边缘的主体,以及联接到主体并包括沿边缘延伸的多个齿的切割部分。每个齿都具有前刀面、后刀面、齿槽和唇部。锯片还包括多个基材,其中每个基材联接到多个齿中的一个的唇部以形成该多个齿中的一个的尖端。锯片还包括薄膜陶瓷涂层,其覆盖切割部分的一部分,以使得每个齿的至少前刀面、后刀面、齿槽、唇部和基材被薄膜陶瓷涂层覆盖。薄膜陶瓷涂层具有比基材更大的强度。基材由具有亚微米晶粒尺寸的碳化钨合金组成。薄膜陶瓷涂层的厚度在大约 3.0微米和大约4.0微米之间。
19.可选地,薄膜陶瓷涂层完全覆盖主体。
20.可选地,基材是通过焊接固定到每个齿上的单独部件。
21.可选地,薄膜陶瓷涂层由选自氮化铝钛、氮化铝铬、氮化钛铝铬和氮化钛钼中的一种组成。
22.根据另一方面,本实用新型提供了一种制造锯片的方法,包括:形成主体和设置在主体上的多个齿的锯片,将基材固定到多个齿中的至少一个上,基材形成多个齿中的至少一个的尖端,以及至少在基材上施加薄膜陶瓷涂层。薄膜陶瓷涂层具有比基材更大的强度。
23.可选地,该方法还包括将基材焊接到多个齿中的至少一个上。
24.可选地,该方法还包括对基材进行边缘预处理。
25.可选地,施加薄膜陶瓷涂层包括通过物理气相沉积施加薄膜陶瓷涂层。
附图说明
26.图1是具有往复锯片的往复锯的透视图。
27.图2是图1往复锯片的侧视图。
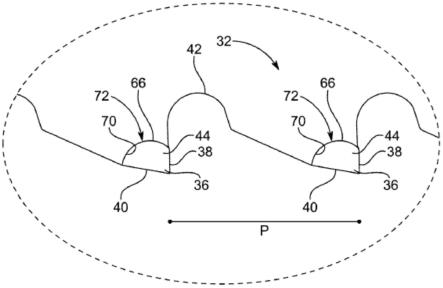
28.图3a是图2的往复锯片的齿的放大图。
29.图3b是图2的往复锯片的齿的详细视图。
30.图4是图2的往复锯片的切割刃的放大图,其示出了施加到切割刃上的涂层。
31.图5是图2的往复锯片的切割刃的另一放大图,其示出了施加到切割刃上的涂层。
32.图6是图2的往复锯片的制造过程的流程图,该过程用于将涂层施加到切割刃上。
33.图7a是具有不同涂层的往复锯片在用于切割不锈钢物体时的使用寿命的图示。
34.图7b是图7a的往复锯片在用于切割不锈钢物体时的切割速度的图示。
35.图8a是具有不同涂层的往复锯片在用于切割铸铁物体时的使用寿命的图示。
36.图8b是图8a的往复锯片在用于切割铸铁物体时的切割速度的图示。
37.图9a是具有不同基材和涂层的往复锯片在用于切割硬铸铁物体时的使用寿命的图示。
38.图9b是图9a的往复锯片在用于切割硬铸铁物体时的切割速度的图示。
39.图10a是图1的锯片的一个替代实施方式的透视图,其示出了带锯片。
40.图10b是图1的锯片的另一个替代实施方式的透视图,其示出了圆锯锯片。
41.图10c是图1的锯片的又一个替代实施方式的透视图,其示出了曲线锯锯片。
42.图10d是图1的锯片的又一个替代实施方式的透视图,其示出了孔锯。
43.图10e是图1的锯片的又一个替代实施方式的透视图,其示出了摆动式多功能工具的锯片。
具体实施方式
44.在详细解释本实用新型的任何构造之前,应当理解,本实用新型的应用不限于在以下描述中阐述或在以下附图中示出的构造细节和部件布置。本实用新型能够有其它构造并且能够以不同的方式实施或执行。
45.图1和图2示出了一种切割工具,且更具体地一种可以选择性地联接到动力工具14的切割刀具。具体地,切割刀具是往复锯片10,其可选择性地联接到往复锯14。在一些实施方式中,切割工具可以是不同的切割刀具,其可选择性地联接到不同的动力工具。在其他实施方式中,切割工具可以不联接到动力工具。
级碳化物包括约0.8微米的晶粒尺寸,这是精确控制的。在进一步的实施方式中,碳化物可以是h15f级碳化物,其由15%的钴和85%的碳化钨组成。与h6f和h10f级碳化物类似,h15f级碳化物包括约0.8微米的晶粒尺寸,这是精确控制的。h6f、h10f和h15f级碳化物为需要高韧性和锋利边缘轮廓的应用(例如往复锯片10)提供强度和韧性的组合。在另外的实施方式中,基材44可以设置在往复锯片10上的其他位置上。
50.在一些实施方式中,往复锯片10进行了边缘预处理。边缘预处理包括从基材44去除锋利的边缘、拐角和焊接熔池。具体地,边缘预处理完善了往复锯片10的切割齿34的微观几何形状。由于对基材44进行了边缘预处理,因此减少了每个齿34的切割刃上的应力集中点(stress riser)和钝化量。应力集中点是在往复锯片10的制造过程中无意中产生的尖峰。应力集中点在加工过程中放大了应力,从而降低了往复锯片10的使用寿命。类似地,锋利的切割刃产生了杠杆,该杠杆可以将切割过程中的力转换成往复锯片10上的拉伸应力。这些额外的应力可能导致基材44(特别是碳化物基材)断裂,损害基材44的完整性和/或暴露基材44。在替代的实施方式中,基材44可以不进行边缘预处理。
51.参考图4和图5,往复锯片10还包括涂层74。在所示的实施方式中,涂层74是薄膜陶瓷涂层。在一些实施方式中,涂层74可以仅设置在与齿34 联接的基材44上。在其他实施方式中,涂层74可以设置在每个齿34的整个上。在又一些实施方式中,涂层74可以设置在整个往复锯片10上(包括齿34和主体16)。涂层74覆盖基材44,以使得基材44充当薄弱点(因为涂层74明显强于基材44)。换言之,基材44的失效或退化可能导致涂层74 也失效。
52.在一些实施方式中,涂层74由氮化铝钛(altin)组成。由于在表面形成了保护性的氧化铝层,altin涂层提高了高温下的抗氧化性。此外,由于微观结构的变化和固溶硬化,altin涂层增加了沉积的膜的硬度。另外,altin 涂层在往复锯片10操作期间的典型温度下时效硬化。在其他实施方式中,涂层74由氮化铝铬(alcrn)组成。alcrn涂层具有高热硬度,在极端机械应力下具有高耐磨性。alcrn涂层在高速应用中(例如往复锯片10所经历的那些)特别有利。在进一步的实施方式中,涂层74由氮化钛铝铬(alticrn) 组成。alticrn涂层包括高硬度、韧性和氧化温度。alticrn涂层特别适用于加工硬化钢、不锈钢、超级合金和其他难以加工的材料。此外,在其他实施方式中,涂层74由钛基材料组成。例如,涂层74由氮化钛钼(timon) 组成。timon涂层是一种陶瓷材料。
53.在所示的实施方式中,涂层74具有在基材44(或切割齿34)的外表面 82和涂层74的外表面86之间测量的厚度78。在一些实施方式中,涂层74 的厚度78为至少2.0微米。在其他实施方式中,涂层74的厚度78为至少3.0微米。在其他实施方式中,涂层74的厚度78在2.0微米和5.0微米之间。在其他实施方式中,涂层74的厚度78在3.0微米和4.0微米之间。在所示的实施方式中,涂层74的厚度78为约3.5微米。在进行了边缘预处理的位置处,涂层74的厚度78可以变化。
54.在一些实施方式中,涂层74可以通过物理气相沉积(pvd)施加,物理气相沉积是一种真空沉积方法。pvd是这样一种工艺,其中材料(例如涂层 74)从凝聚相转变为气相,并随后回到薄膜凝聚相,从而产生薄膜或涂层。在一些实施方式中,pvd工艺可包括蒸发,其中涂层74的蒸气颗粒直接行进到基材,其中颗粒凝结回到固体状态。在其他实施方式中,pvd工艺可以包括溅射,其中薄膜从源沉积到基材上。在进一步的实施方式中,涂层74可以通过诸如热浸镀锌、热喷涂、电镀、渗锌等的其他方法来施加。
55.图6示出了本实施方式的制造过程。在步骤100期间,往复锯片10形成为包括主体16和齿34。往复锯片10的主体16和齿34例如由卷材通过冲压、激光切割、研磨或类似方式形成。
56.在步骤104期间,基材44被固定到齿34上。每个基材44可以通过铜焊或焊接固定到每个齿34上。作为在每个齿34上焊接基材44的结果,每个齿34上可能会形成焊接熔池,随后作为对基材44和齿34进行边缘预处理的一部分将该焊接熔池移除。在一些实施方式中,基材44可以通过粘合剂或其他合适的固定装置固定到齿34上。基材44可以在固定到齿34之前或之后形成它们所需的形状。
57.在步骤108期间,可以对基材44进行边缘预处理。对基材44进行边缘预处理可以包括通过研磨或抛光基材44和齿34的尖端来去除基材44和齿 34的锋利边缘和弧度。在一些实施方式中,基材44的边缘预处理可能不会发生。
58.在步骤112期间,涂层74被施加到往复锯片10。在一些实施方式中,涂层74可以仅施加到基材44。在其他实施方式中,涂层74可以施加到包括基材44但不包括往复锯片10的主体16的每个齿34上。在进一步的实施方式中,涂层74可以施加到整个切割部分32,但不包括往复锯片10的主体 16。在另外的实施方式中,涂层74可以施加到整个往复锯片10,包括主体 16。涂层74可通过pvd工艺、热浸镀锌、热喷涂、电镀、渗锌等施加到往复锯片10的部分。
59.图7a至图9b包括描绘不同涂层74对往复锯片10的性能的影响的图示。尽管在图中没有明确描述,但具有不同涂层74的基材类型的不同组合也可能影响往复式锯片10的性能。
60.图7a示出了当往复锯片10与往复锯一起以全速切割不锈钢管时往复锯片10的性能的曲线图。具体地,图7a示出了往复锯片10的使用寿命或退化如何受到施加到往复锯片10上的不同涂层74的影响。没有涂层74的往复锯片10(“04-c-torch生产”)在往复锯片10发生显着磨损之前可以在不锈钢管上进行的平均切割次数为约10.4次。这可以与性能最高的涂层74进行比较,该性能最高的涂层74是对基材44进行了边缘预处理的altin涂层 (“03-altin涂层+边缘预处理”)。对于具有altin涂层和基材44边缘预处理的往复锯片10,在往复锯片10的使用寿命内的平均切割次数为12.6次。换言之,往复锯片10的使用寿命对于具有altin涂层和基材44的边缘处理的往复锯片10来说更长。
61.与图7a相似,图7b示出了当往复锯片10与往复锯14一起以全速切割不锈钢管时往复锯片10的性能的曲线图。图7b描绘了切割不锈钢管的速度如何受到具有不同涂层74的影响。没有涂层74的往复锯片10(“04-c-torch 生产”)可以在平均33.2秒内进行不锈钢管的前十次切割。这可以与具有 altin涂层和基材44边缘预处理的往复锯片10进行比较(“03-altin涂层+ 边缘预处理”),具有altin涂层和基材44边缘预处理的往复锯片10可以在平均30.9秒内进行不锈钢管前十次切割。换言之,具有altin涂层和基材 44的边缘预处理的往复锯片10比没有涂层74的往复锯片10更快地切割不锈钢管。
62.图8a示出了当往复锯片10与往复锯14一起以全速切割铸铁时往复锯片10的性能的曲线图。具体地,图8a描绘了往复锯片10的使用寿命或退化如何受到具有不同涂层74的影响。没有涂层74的往复锯片10 (“04-c-torch生产”)可以在发生显着退化之前进行8次切割。这可以与具有alcrn涂层(“02
–
alcrncoated”)的往复锯片10进行比较,具有alcrn 涂层
的往复锯片10在发生显着退化之前进行81次切割。具有altin涂层 (“01-altin涂层”和“03-altin涂层+边缘预处理”)的往复锯片10(无论是否对基材44进行边缘预处理)与没有涂层74的往复锯片10相比也具有显着改进的性能。具有和不具有基材44边缘预处理的altin涂层分别进行 54次切割和70次切割。换言之,涂层74显着提高了往复锯片10的使用寿命。
63.与图8a相似,图8b示出了当往复锯片10与往复锯14一起以全速切割铸铁时往复锯片10的性能的曲线图。图8b描绘了切割铸铁的速度如何受具有不同涂层74的影响。没有涂层74的往复锯片10(“04-c-torch生产”) 在平均44.1秒内进行前十次切割。这可以与具有altin涂层(“01-altin 涂层”和“03-altin涂层+边缘预处理”)的往复锯片10(无论是否对基材 44进行边缘预处理)相比较,具有altin涂层(“01-altin涂层”和“03-altin 涂层+边缘预处理”)的往复锯片10进行前十次切割的平均速率分别为11.7 秒和11.2秒。具有alcrn涂层(“02-alcrncoated”)的往复锯片10也具有改进的14.3秒的平均速度。换言之,涂层74显着提高了往复锯片10切割铸铁的速度。
64.图9a示出了当往复锯片10与往复锯14一起以全速切割硬铸铁时往复锯片10的性能的曲线图。具体地,图9a描绘了往复锯片10的使用寿命或退化如何受到具有alcrn涂层和不同基材44的影响。没有涂层74的往复锯片10(“03-生产”)可以在发生显着退化之前进行1次切割。这可以与具有 alcrn涂层(“02-alcrn h6f c-torch”)的h6f级基材进行比较,具有alcrn 涂层的h6f级基材可以在发生显着退化之前进行10次切割。与h6f级碳化物基材相比,具有alcrn涂层的h15f级碳化物基材(“01-alcrn h15f c-torch”)具有在退化发生之前进行31次切割的改进性能。换言之,alcrn 涂层提高了往复锯片10的使用寿命,其中h15f级碳化物基材比h6f级碳化物基材具有改进的使用寿命。
65.类似于图9a,图9b示出了当往复锯片10与往复锯14一起以全速切割硬铸铁时往复锯片10的性能的曲线图。图9b描绘了切割硬铸铁的速度如何受到alcrn涂层和不同基材44的影响。没有涂层74的往复锯片10(“03
‑ꢀ
生产”)可以平均48.1秒的速度进行前5次切割。这可以与具有h6f级碳化物基材的alcrn涂层(“02-alcrn h6f c-torch”)进行比较,具有h6f级碳化物基材的alcrn涂层可以平均42.9秒的速度进行前5次切割。具有h15f 级碳化物基材的alcrn涂层(“01-alcrn h15f c-torch”)与h6f级碳化物基材相比具有改进的性能。h15f级碳化物基材可以平均24.2秒的速度进行前5次切割。换言之,alcrn涂层提高了往复锯片10的切割速度,其中h15f 级碳化物基材比h6f级碳化物基材具有改进的切割速度。
66.在切割硬质材料和软质材料时,h10f级碳化物基材和h15f级碳化物基材的性能往往优于h6f级碳化物基材。换言之,所使用的碳化物等级会影响涂层74的性能。在测试期间,往复锯片10上的涂层74的任何厚度78似乎都比没有涂层74的往复锯片10提高了性能。此外,所有涂层74都提高了往复锯片10的性能,尽管alcrn涂层比altin涂层的性能略有提高。在切割硬铸铁时,alticrn涂层优于alcrn涂层和altin涂层,而在切割软铸铁时,alticrn涂层与alcrn涂层和altin涂层的性能相似。
67.与没有涂层74的往复锯片10相比,基材44与涂层74的结合提高了往复锯片10在软质和硬质切割材料的应用中的性能。基材44与涂层74的结合具有有益效果,其增加往复锯片10的强度,同时还减少往复锯片10与被切割材料的摩擦,从而减少了往复锯片10上的热量积聚。这种热量积聚可能会使往复锯片10的齿34退化,从而缩短往复锯片10的使用寿命。
由于热量通过涂层74的外表面快速消散,使得热量从每个齿34的切割刃传导离开,因此热量积聚减少。当切割含铁材料时,涂层74还通过抑制碳与碳接触(这可能导致火花)来保护齿34。
68.图10a至图10e示出了根据本实用新型的替代实施方式的锯片 200a-200e。锯片包括可与带锯一起使用的带锯片200a(图10a)、可与圆锯一起使用的圆锯锯片200b(图10b)、可与曲线锯一起使用的曲线锯锯片200c (图10c)、可与旋转驱动器一起使用的孔锯200d(10d)以及可与多功能工具一起使用的摆动式多功能工具的锯片200e(10e)。进一步的实施方式可以包括上面没有明确说明的附加锯片。与往复锯片10类似,基材44可以联接到相应锯片的一个或多个切割齿204a-204e。此外,可以对基材44进行边缘预处理以从基材44去除锋利的边缘和拐角。锯片200a-200e也可以包括涂层74。涂层74可仅覆盖基材44,可仅设置在齿204a-204e上,或可设置在相应锯片200a-200e的整个上。
69.基材44与涂层74的结合增加了相应锯片200a-200e的强度,同时也减少了锯片200a-200e与被切割材料的摩擦。因此,当与锯片200a-200e一起使用时,基材44与涂层74的结合产生与如上所述的应用到往复锯片10的基材44和涂层74的效果相似的效果。此外,基材44和涂层74在应用于锯片200a-200e时,可产生基材44和涂层74在应用于往复式锯片10时未显示的额外效果或益处。
70.在所附的权利要求中阐述了本实用新型的多种特征和优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1