一种天线端射频交换模块盒用制作工装及制作工艺的制作方法
1.本申请涉及工装技术的领域,尤其是涉及一种天线端射频交换模块盒用制作工装及制作工艺。
背景技术:
2.无线通信已逐渐变成电子装置,尤其是可携电子装置的基本功能。可执行无线通信的电子装置通常包括射频(radiofrequency,rf)模块以处理rf信号,rf模块包括若干电子元件,这些电子元件经常安装在盒体里面。
3.相关技术中,把rf模块内部的若干电子元件安装在射频交换模块盒体里面,以起到对电子元件进行保护的效果。通常情况下,整个视频交换模块盒一体成型,在加工的时候,射频交换模块盒体的内部开设有四个腔体,每相邻两个腔体之间通过隔板间隔,射频交换模块盒体的侧壁是通过薄板围绕而成。
4.针对上述中的相关技术,发明人认为,射频交换模块盒体的侧壁的壁厚通常较薄,对射频交换模块盒体侧壁进行加工的时候,容易产生变形的情况,存在射频交换模块盒体的成品率低的缺陷。
技术实现要素:
5.为了改善由于射频交换模块盒体的侧壁的壁厚通常较薄,对射频交换模块盒体侧壁进行加工的时候,容易变形,导致射频交换模块盒体的成品率低的问题,本申请提供一种天线端射频交换模块盒用制作工装及制作工艺。
6.第一方面,本申请提供一种天线端射频交换模块盒用制作工装,采用如下的技术方案:一种天线端射频交换模块盒用制作工装,包括支撑模型块,所述支撑模型块包括底板、一对第一支撑块和一对第二支撑块,一对所述第一支撑块和一对所述第二支撑块均设置于底板上,一对所述第一支撑块和一对所述第二支撑块沿底板的长度方向分布,两个所述第一支撑块沿底板的长度方向分布,两个所述第二支撑块沿底板的宽度方向分布;一对所述第一支撑块和一对所述第二支撑块之间形成有第一间隙,两个所述第一支撑块之间形成有第二间隙,两个所述第二支撑块之间形成有第三间隙;所述第一支撑块和第二支撑块一一对应的插设于射频交换模块盒体的腔体内部,所述底板与射频交换模块盒体的隔板相抵,射频交换模块盒体内部的隔板一一对应的插设于第一间隙、第二间隙和第三间隙内部,所述射频交换模块盒体长度方向的两端的内壁面一一对应的与支撑模型块长度方向的两端的外壁面相抵。
7.通过采用上述技术方案,对射频交换模块盒体的侧壁进行加工的时候,首先把支撑模型块的第一支撑块和第二支撑块插设在射频交换模块盒体的腔体内部,即可通过第一支撑块和第二支撑块充满腔体内部,对射频交换模块盒体的侧壁加工的时候,由于第一支撑块和第二支撑块能够对射频交换模块盒体的侧壁进行支撑,从而能够在加工射频交换器
的侧壁的时候,不容易产生变形的情况,以提高射频交换模块盒体的成品率。
8.可选的,射频交换模块盒体远离底板的一侧设置有辅助定位块,所述辅助定位块包括顶板和设置于顶板上的第一定位板和第二定位板;所述第一定位板上从远离顶板的一面朝顶板的方向开设第一定位槽,所述第二定位板呈“t”形设置,所述第二定位板上从远离顶板的一面朝顶板的方向开设“t”形的第二定位槽;所述第一定位板插设于第二间隙内,插设于第二间隙内部的隔板插设于第一定位槽内。
9.通过采用上述技术方案,通过辅助定位块对射频交换模块盒体远离底板的一侧进行定位,并且通过第一定位板和第二定位板能够对射频交换模块盒体上的隔板进行固定和支撑。第一定位板和第二定位板还能够对射频交换模块盒体的位置进行进一步固定,减少射频交换模块盒体的侧壁在加工的时候,不容易产生晃动的现象。
10.可选的,其中一个远离第二支撑块的所述第一支撑块包括第一定位块、第二定位块和第三定位块,所述第一定位块固定于底板长度方向的一端,所述第二定位块和第三定位块均位于第一定位块的一侧;所述第二定位块和第三定位块均与第一定位块的侧壁相对或者相反滑动连接,所述第一定位块远离第二定位块的一面与射频交换模块盒体的侧壁相抵;所述第二定位块和第三定位块之间形成第四间隙,所述顶板朝向第一支撑块的一侧固定有第三定位板,所述第三定位板插设于第四间隙内部;所述第三定位板沿顶板长度方向的截面朝底板的方向呈减缩趋势。
11.通过采用上述技术方案,辅助定位块插设于第四间隙内部以后,由于第三定位板朝底板的方向呈减缩的趋势,因此当第三定位板插设于第四间隙的时候,能够将第二定位块和第三定位块朝相反的方向推动,从而能够对射频交换模块盒体的侧壁进行可靠支撑,减少加工过程中出现变形的现象。
12.可选的,其中一个靠近第二支撑块的所述第一支撑块包括第四定位块和第五定位块,所述第四定位块和第五定位块均滑动设置于底板上,所述第四定位块和第五定位块朝相对或者相反的方向运动;所述顶板朝向底板的一面设置有第四定位板,所述第四定位块和第五定位块之间形成有第五间隙,所述第四定位板插设于第五间隙内部;所述第四定位板沿顶板长度方向的截面朝底板的方向呈减缩趋势。
13.通过采用上述技术方案,辅助定位块插设于第五间隙内部以后,由于第四定位板朝底板的方向呈渐缩趋势,从而能够将第四定位块和第五定位块朝相反的方向推动,从而能够对射频交换模块盒体的侧壁进行可靠支撑,减少加工过程中出现变形的现象。
14.可选的,所述第四定位块和第五定位块之间设置有限位板,所述限位板固定于底板上,所述限位板朝向第四定位块的一侧设置有第一滑块,所述限位板远离第一滑块的一侧设置有第二滑块,所述第四定位块的上开设有与第一滑块配合的第一滑槽,所述第五定位块上开设有与第二滑块配合的第二滑槽。
15.通过采用上述技术方案,通过第四定位板对第四定位块和第五定位块朝相反的方向推送的时候,能够使第四定位块沿着第一滑块的方向运动,使第五定位块沿着第二滑块
的方向运动,从而能够对第四定位块和第五定位块的运动轨迹进行限定。
16.可选的,所述限位板、第一滑块和第二滑块的内部均中空设置,并且所述限位板、第一滑块和第二滑块内部相通设置,所述第一滑块的和第二滑块的两侧均开设有通孔,所述限位板、第一滑块和第二滑块内部设置有气囊,所述气囊的侧壁穿设于通孔中;所述限位板远离底板的一面开设有条形孔,所述第四定位板插设于条形孔内,所述第四定位板与气囊相抵。
17.通过采用上述技术方案,当第四定位板下压的时候,能够将第四定位块和第五定位块朝相反的方向推动。当第四定位板下降至与气囊接触的时候,并且持续下降对气囊进行挤压的时候,气囊内部的气体将朝两侧进行挤压,从而能够使气囊的边缘充满通孔,使第一滑槽的侧壁和第二滑槽的侧壁能够与气囊接触,以增大摩擦。
18.可选的,所述气囊上且位于通孔远离气囊的一侧设置有吸盘。
19.通过采用上述技术方案,吸盘的设置,能够进一步增大第一滑块和第一滑槽的侧壁之间的摩擦,以及进一步增大第二滑块和第二滑槽的侧壁之间的摩擦。当气囊受到挤压的时候,能够将吸盘内部的气体进行挤压,使第四定位块和第五定位块的位置更加稳定。
20.第二方面,本申请提供一种天线端射频交换模块盒制作工艺,采用如下的技术方案:一种天线端射频交换模块盒制作工艺,工艺步骤如下:第一步:在机床上固定毛坯;第二步:对毛坯上面的四个腔体进行加工;第三步:对四个腔体内壁上开设台阶槽;第四步:在相邻两个腔体之间的隔板上开设螺纹孔;第五步:将加工成半成品的天线端射频交换模块盒体从机床上拆卸,把支撑模型块放置在机床上,然后把加工成半成品的天线端射频交换模块盒体靠近台阶槽的一面朝交换模块盒的方向套设在支撑模型块上,支撑模型块的周缘通过第一支撑块和第二支撑块安装在底板上形成有台阶面,台阶槽与台阶面相抵;第六步:在天线端射频交换模块盒体远离机床的一面下压辅助定位块,然后通过螺栓将辅助定位块和支撑模型块之间进行固定。
21.通过采用上述技术方案,前期将天线端射频交换模块盒体的内部加工完成以后,天线端射频交换模块盒体的外部均在后期进行加工。后期加工的时候,需要将天线端射频交换模块盒体的壁厚加工到位,支撑模型块为了对天线端射频交换模块盒体的侧壁进行支撑,在加工天线端射频交换模块盒体的侧壁的时候,不容易产生变形的现象。
22.可选的,所述第六步上,所述压辅助定位块下压在天线端射频交换模块盒体和支撑模型块上的时候,所述第二定位块和第三定位块朝相反的方向运动,所述第四定位块和第五定位块朝相反的方向运动,两个所述第二支撑块朝相反的方向运动,通过所述第二定位块、第三定位块、第四定位块、第五定位块和两个第二支撑块对天线端射频交换模块盒体的内壁抵紧。
23.通过采用上述技术方案,通过辅助定位块对天线端射频交换模块盒体进行进一步固定,一方面对天线端射频交换模块盒体进行支撑,另一方面,对天线端射频交换模块盒体的位置进行限位,以确保天线端射频交换模块盒体的加工精度。
24.综上所述,本申请包括以下至少一种有益技术效果:1.通过支撑模型块的设置,能够在加工射频交换器的侧壁的时候,不容易产生变形的情况,以提高射频交换模块盒体的成品率;2.通过辅助定位块的设置,能够对射频交换模块盒体的位置进行进一步固定,减少射频交换模块盒体的侧壁在加工的时候,不容易产生晃动的现象;3.通过第一滑块、第二滑块、通孔、气囊、条形孔和吸盘的设置,能够使第四定位块和第五定位块的位置更加稳定。
附图说明
25.图1是相关技术中天线端射频交换模块盒体的结构示意图;图2是本申请实施例1中的天线端射频交换模块盒体和支撑模型块的爆炸结构示意图;图3是本申请实施例2中用于体现天线端射频交换模块盒体和支撑模型块内部结构的爆炸结构示意图;图4是图3中a部的放大结构示意图;图5是本申请实施例2中的天线端射频交换模块盒体和支撑模型块的安装示意图;图6是本申请实施例2中的辅助定位块的结构示意图。
26.附图标记说明:1、支撑模型块;11、底板;111、限位板;112、第一滑块;113、第二滑块;114、第一滑槽;114、气泡;116、通孔;117、气囊;118、条形孔;119、吸盘;12、第一支撑块;121、第一定位块;1211、第三滑块;122、第二定位块;1221、第三滑槽;123、第三定位块;124、第四间隙;125、第三定位板;126、第四定位块;127、第五定位块;128、第四定位板;1281、压板;129、第五间隙;13、第二支撑块;14、第一间隙;15、第二间隙;16、第三间隙;17、台阶面;2、射频交换模块盒体;21、腔体;22、隔板;221、螺纹孔;23、台阶槽;24、安装孔;25、安装槽;3、辅助定位块;31、顶板;32、第一定位板;33、第二定位板;34、第一定位槽;35、第二定位槽。
具体实施方式
27.以下结合附图1
‑
6对本申请作进一步详细说明。
28.参照图1,相关技术中,天线端射频交换模块盒体2包括四个腔体21,每相邻两个腔体21之间形成有隔板22,在隔板22上开设有螺纹孔221,在天线端射频交换模块盒体2的内壁面均开设有台阶槽23,在天线端射频交换模块盒体2长度方向的一端的侧壁上贯穿有安装孔24。天线端射频交换模块盒体2靠近台阶槽23的一面为正面,即为基准面。天线端射频交换模块盒体2远离正面的一面为反面,在反面上开设有若干安装槽25。本实施例中,若干安装槽25的形状可以是一样的,若干安装槽25的形状也可以是不一样的,若干安装槽25的形状根据实际需求进行加工。
29.本申请实施例公开一种天线端射频交换模块盒用制作工装。
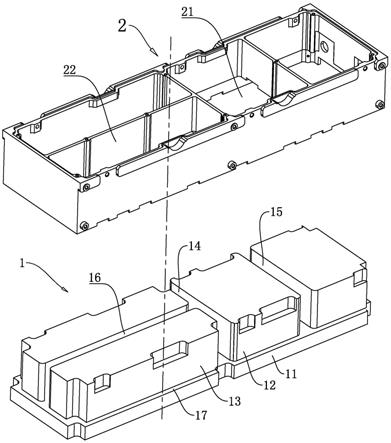
30.实施例1参照图2,一种天线端射频交换模块盒用制作工装,包括支撑模型块1,支撑模型块1包括底板11、一对第一支撑块12和一对第二支撑块13,两个第一支撑块12沿底板11的长度方向分布,两个第二支撑块13沿底板11的宽度方向分布,底板11的周缘与第一支撑块12和
第二支撑块13之间形成台阶面17。第一支撑块12和第二支撑块13一一对应的插设于射频交换模块盒体2的腔体21内部,底板11与射频交换模块盒体2的隔板22相抵。
31.参照图2,一对第一支撑块12和一对第二支撑块13之间形成有第一间隙14,两个第一支撑块12之间形成有第二间隙15,两个第二支撑块13之间形成有第三间隙16,第一间隙14和第三间隙16连通设置,并且第一间隙14和第三间隙16呈“t”形设置,射频交换模块盒体2内部的隔板22一一对应的插设于第一间隙14、第二间隙15和第三间隙16内部。为了能够对天线端射频交换模块盒体2进行可靠支撑,两个第一支撑块12和两个第二支撑块13均固定于底板11上,对天线端射频交换模块盒体2侧壁进行加工的时候,能够通过两个第一支撑块12和两个第二支撑块13进行有效支撑,使天线端射频交换模块盒体2的侧壁在加工的时候不容易产生变形。
32.实施例1的实施原理为:将腔体21加工完成的天线端射频交换模块盒体2套设在支撑模型块1上,然后对天线端射频交换模块盒体2固定在机床上,即可开始对天线端射频交换模块盒体2的侧壁进行加工。加工天线端射频交换模块盒体2的侧壁的时候,通过支撑模型块1对天线端射频交换模块盒体2的侧壁进行支撑,以确保天线端射频交换模块盒体2的加工精度,以提高成品率。
33.实施例2参照图3,与实施例1不同之处在于,两个第一支撑块12和两个第二支撑块13均活动式设置于底板11上。位于底板11长度方向的端部的第一支撑块12包括第一定位块121、第二定位块122和第三定位块123,第一定位块121固定于底板11长度方向的端部,第二定位块122和第三定位块123均位于第一定位块121的一侧,并且第二定位块122和第三定位块123均靠近另一个第一定位块121设置。在第一定位块121上设置有第三滑块1211,在第二定位块122和第三定位块123上开设有与第三滑块1211配合滑动的第三滑槽1221,第二定位块122和第三定位块123能够沿着第三滑块1211的长度方向相对或者相反滑动。
34.参照图3和图4,靠近第二支撑块13位置的第一支撑块12包括第四定位块126和第五定位块127,第四定位块126和第五定位块127均滑动设置于底板11上。在第四定位块126和第五定位块127之间设置有内部中空的限位板111,限位板111固定于底板11上,限位板111朝向第四定位块126的一侧延伸设置有内部中空的第一滑块112,限位板111远离第一滑块112的一侧延伸设置有内部中空的第二滑块113,第一滑块112和第二滑块113均固定于底板11上。第四定位块126的上开设有与第一滑块112配合的第一滑槽114,第五定位块127上开设有与第二滑块113配合的第二滑槽。第四定位块126和第五定位块127沿着第一滑块112和第二滑块113的长度方向朝相对或者相反的方向运动。
35.参照图4,限位板111、第一滑块112和第二滑块113内部相通设置,第一滑块112的和第二滑块113的两侧均开设有通孔116,在限位板111、第一滑块112和第二滑块113内部设置有气囊117,在气囊117的侧壁上形成有若干内部中空的气泡115,气泡115穿设于通孔116中。在气泡115伸出通孔116的一端固定有吸盘119。限位板111远离底板11的一面开设有条形孔118,条形孔118位于第一滑块112和第二滑块113的中间位置。
36.参照图5和图6,在射频交换模块盒体2远离底板11的一侧设置有辅助定位块3,辅助定位块3包括顶板31和设置于顶板31上的第一定位板32、第二定位板33、第三定位板125和第四定位板128。第一定位板32插设于第二间隙15内,第二定位板33呈“t”形设置,第二定
位板33插设于第一间隙14和第二间隙15内。在第一定位板32厚度方向的中间位置开设有第一定位槽34,在第二定位板33厚度方向的中间位置开设有“t”形的第二定位槽35。天线端射频交换模块盒体2内部中相邻两个空腔之间的隔板22一一对应的插设于第一定位槽34和第二定位槽35内。
37.参照图5和图6,在第二定位块122和第三定位块123之间形成第四间隙124,在第四定位块126和第五定位块127之间形成有第五间隙129,限位板111设置于第五间隙129内。第三定位板125插设于第四间隙124内部,第四定位板128插设于第五间隙129内部,并且第四定位板128插设于条形孔118内,第四定位板128与气囊117相抵。为了便于对第二定位块122和第三定位块123朝相反的方向挤压,第四定位板128朝底板11的方向设置有压板1281,压板1281插设于条形孔118内。
38.本实施例中,两个第二支撑块13和底板11之间的连接与第四定位块126和第五定位块127和底板11之间的连接方式相同,在此不作赘述。
39.实施例2的实施原理为:首先,对天线端射频交换模块盒体2的四个空腔进行加工,其次,支撑模型块1和辅助定位块3固定在天线端射频交换模块盒体2内,对天线端射频交换模块盒体2进行支撑,以确保天线端射频交换模块盒体2的加工精度。
40.本申请实施例还公开一种天线端射频交换模块盒制作工艺。参照图5,一种天线端射频交换模块盒制作工艺,工艺步骤如下:第一步:把毛坯切割成方形,然后把毛坯固定在机床上。
41.第二步:对毛坯上开设处四个腔体21。
42.第三步:在天线端射频交换模块盒体2的四周内壁上开设台阶槽23,并且每相邻两个空腔之间的隔板22的一端与台阶槽23的槽底齐平。
43.第四步:在相邻两个腔体21之间的隔板22上开设螺纹孔221,螺纹孔221开设于隔板22的壁厚上。
44.第五步:把加工成半成品的天线端射频交换模块盒体2从机床上拆卸,天线端射频交换模块盒体2靠近台阶槽23的一面为正面,即为基准面,天线端射频交换模块盒体2远离正面的一面为反面。把支撑模型块1放置在机床上,然后把天线端射频交换模块盒体2的正面朝交换模块盒的方向,并套设在支撑模型块1上,台阶槽23与台阶面17相抵。
45.第六步:在天线端射频交换模块盒体2远离机床的一面下压辅助定位块3,把第一定位板32插设于第二间隙15内,第二定位板33插设于第一间隙14和第二间隙15内,第三定位板125插设于第四间隙124内部,第四定位板128插设于第五间隙129内部。第二定位块122和第三定位块123朝相反的方向运动,第四定位块126和第五定位块127朝相反的方向运动,两个第二支撑块13朝相反的方向运动。第四定位板128插设于条形孔118内,第四定位板128下降至与气囊117接触,并且持续下降对气囊117进行挤压的时候,气囊117内部的气体将朝两侧进行挤压,从而能够使气囊117上的气泡115充满通孔116,并将吸盘119和第一支撑块12之间的气体排出,使第四定位块126和第五定位块127的位置更加稳定。
46.以上均为本申请的较 佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1