一种环保型空气净化机的控制组件组装设备
1.本发明涉及空气净化机组装领域,尤其涉及的是,一种环保型空气净化机的控制组件组装设备。
背景技术:
2.随着生活质量的提高,越来越多的人开始重视室内空气质量,因此市场上出现了大量的空气净化器,控制组件是空气净化机不可缺少的部件,而控制组件的插接件在传统的安装方式是人工完成插接,效率很低;随着技术的不断发展,空气净化机的生产也规模化了,虽然也有一些半自动或自动设备实现插接件的安装,但结构较为复杂,使用不便捷,维护较为困难,相对效率不高,从而无法实现厂家生产线的操作规范化及提高产品的效率。因此,现有技术存在缺陷,需要改进。
技术实现要素:
3.本发明所要解决的技术问题是提供一种新型的环保型空气净化机的控制组件组装设备。
4.为实现上述目的,本发明所采用了下述的技术方案:一种环保型空气净化机的控制组件组装设备,包括机架,在机架的上侧设置工作台,在工作台上设置移装机构,所述移装机构的侧边设置至少一供料定位装置,所述供料定位装置设置在所述移装机构的行程范围内;所述供料定位装置包括收放料机构、传送定位机构和放料台,所述收放料机构安装在所述工作台的一端,所述传送定位机构设置在所述收放料机构的侧边,所述放料台设置在所述移装机构的侧边,并位于所述传送定位机构的后侧,所述传送定位机构和放料台均设置在所述移装机构的行程范围内;所述收放料机构包括推料机械手、托料部件、y轴移料部件和z轴上料部件,所述工作台设置有与所述收放料机构相适配的过槽,所述z轴上料部件固定在所述工作台的下侧,所述y轴移料部件与所述z轴上料部件的工作端连接,所述托料部件与所述y轴移料部件的工作端连接,所述推料机械手设置在所述托料部件的侧边;所述托料部件包括托料底板、收料仓和放料仓,所述托料底板与所述y轴移料部件的工作端连接,所述收料仓设置在所述托料底板的前侧,所述放料仓设置在所述托料底板的后侧,通过z轴上料部件带动所述收料仓和放料仓上下移动,通过y轴移料部件带动所述收料仓和放料仓前后移动。
5.优选的,所述的环保型空气净化机的控制组件组装设备中,所述y轴移料部件包括移料固定板、移料电机、移料丝杆及移料导向件,所述移料电机安装在所述移料固定板的下侧,所述移料丝杆与移料导向件平行设置在所述移料固定板的上侧,所述移料丝杆的螺母座与所述托料底板的底部连接,所述移料电机与所述移料丝杆联动,带动托料部件沿着移料导向件前后移动。
6.优选的,所述的环保型空气净化机的控制组件组装设备中,所述z轴上料部件包括上料固定板、上料连接板、上料丝杆及上料电机,所述上料丝杆的螺母连接座固定在上料连接板的中部,所述上料连接板上于所述螺母座的两侧各设一导向轴承座,所述导向轴承座内设有导向柱,所述导向柱的顶端与所述上料丝杆的顶端均固定在所述工作台的下侧,所述导向柱的底端与所述上料丝杆的底端均与所述上料固定板连接,所述上料电机固定在所述上料固定的下侧,并与所述上料丝杆联动;所述上料连接板固定在所述移料固定板的侧边,带动移料固定板上下移动。
7.优选的,所述的环保型空气净化机的控制组件组装设备中,所述传送定位机构包括双向丝杆夹紧部件、传送部件和定位部件,所述传送部件位于在所述收放料机构侧边的一端为过料端,另一端为定位端;所述双向丝杆夹紧部件设置于所述传送部件的前后两侧,所述定位部件设置在所述传送部件的定位端;通过传送部件将待组装的电路板移至定位端,通过定位部件将电路板进行定位,再由双向丝杆夹紧部件夹紧。
8.优选的,所述的环保型空气净化机的控制组件组装设备中,所述传送部件包括传送支架、传送组件、传送电机及接料板,所述传送支架安装在所述工作台上,所述传送组件设置在所述传送支架上,所述传送电机安装在所述传送支架的一侧,并与所述传送组件联动;所述接料板设置在所述传送支架的上侧,所述接料板的底部设有连接块,所述连接块与所述传送组件的传送带连接,通过传送组件带动接料板左右移动。
9.优选的,所述的环保型空气净化机的控制组件组装设备中,所述双向丝杆夹紧部件包括夹紧支架、双向丝杆组件、丝杆导向组件、联动组件及驱动电机,所述夹紧支架安装在所述工作台上,所述双向丝杆组件的前后两端均通过轴承与所述夹紧支架转动连接,所述双向丝杆组件和丝杆导向组件平行设置;所述联动组件及驱动电机均安装在所述夹紧支架的后侧,所述驱动电机通过联动组件与所述双向丝杆组件联动。
10.优选的,所述的环保型空气净化机的控制组件组装设备中,所述双向丝杆组件的前端部和后端部设有方向相反的螺纹,所述双向丝杆组件的前端部设有前夹紧组件,所述双向丝杆组件的后端部设有后夹紧组件,所述前夹紧组件与所述后夹紧组件对称设置。
11.优选的,所述的环保型空气净化机的控制组件组装设备中,所述双向丝杆组件由两个双向丝杆组成,两个所述双向丝杆设置在所述夹紧支架的左右两端,丝杆导向组件由两个导向轴承组成,分别位于两个所述双向丝杆的侧边。
12.优选的,所述的环保型空气净化机的控制组件组装设备中,所述定位部件包括定位固定板、滑台气缸、夹爪组件,所述定位固定板固定在所述传送部件的传送支架上,所述滑台气缸安装在所述定位固定板上,所述夹爪组件安装在所述滑台气缸的工作端,通过滑台气缸带动夹爪组件上下移动。
13.优选的,所述的环保型空气净化机的控制组件组装设备中,所述移装机构包括移装支架、移装机械手、ccd对位部件及吸嘴部件,所述移装支架固定在所述工作台上,所述移装机械手安装在所述移装支架上,所述ccd对位部件及吸嘴部件均安装在所述移装机械手的工作端。
14.相对于现有技术的有益效果是,采用上述方案,本发明结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
附图说明
15.图1为本发明的一个实施例的总装配结构示意图;图2为本发明的图1实施例的移装机构的结构示意图;图3为本发明的图1实施例的供料定位装置的结构示意图;图4为本发明的图1实施例的收放料机构的结构示意图;图5为本发明的图1实施例的y轴移料部件的结构示意图;图6为本发明的图1实施例的z轴上料部件的结构示意图;图7为本发明的图1实施例的传送定位机构的结构示意图之一;图8为本发明的图1实施例的传送定位机构的结构示意图之二;图9为本发明的图1实施例的双向丝杆夹紧部件的结构示意图;图10为本发明的图1实施例的传送部件的结构示意图;以上附图所示:工作台1、移装机构2、移装支架21、移装机械手22、ccd对位部件23、吸嘴部件24、供料定位装置3、收放料机构4、托料部件41、托料底板411、收料仓412、放料仓413、y轴移料部件42、移料固定板421、移料丝杆422、移料电机423、移料导向件424、z轴上料部件43、上料电机431、上料固定板432、上料丝杆433、上料连接板434、导向轴承座435、导向柱436、传送定位机构5、双向丝杆夹紧部件51、夹紧支架511、丝杆导向组件512、双向丝杆组件513、驱动电机514、联动组件515、后夹紧组件516、前夹紧组件517、传送部件52、传送支架521、传送组件522、传送电机523、接料板524、定位部件53、定位固定板531、滑台气缸532、夹爪组件533、放料台6。
具体实施方式
16.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
17.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“安装”、“固定”、“左”、“右”以及类似的表述只是为了说明的目的。
18.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
19.如图1
‑
10所示,本发明的一个实施例是,该环保型空气净化机的控制组件组装设备,包括机架,在机架的上侧设置工作台1,在工作台1上设置移装机构2,所述移装机构2的侧边设置至少一供料定位装置3,所述供料定位装置3设置在所述移装机构2的行程范围内;优选的,在工作台1上侧设置有上机箱,供料定位装置3、移装机构2设置于上机箱内,在机架的侧边设置工控机,在机械加工中,往往需要工控机辅助完成,此为常识,在此不过多阐述工控机控制原理。优选的,所述上机箱的前侧设有对开门,所述对开门的门框内嵌入pvc封板,形成观察窗;优选的,所述上机箱的前侧设置操控面板,在操控面板的下侧设置多个操
控按钮。优选的,该设备设有多个光电传感器,用以对来料、行程等进行感应检测,如,所选用的光电传感器为松下cx
‑
441传感器。本设备用于完成元器件与电路板之间的插接工序,通过人工或者上料机械手将一组载有插接件的托盘在放料台6上,通过人工或者上料机械手将一组待组装的电路板放入供料定位装置3的放料仓413,通过传送定位机构5将电路板移至传送定位机构5的定位端,并由传送定位机构5进行定位固定,然后由移装机构2将插接件吸取,并移至传送定位机构5的定位端,对应电路板上插接件的安装位置将插接件插接在电路板上,以完成元器件与电路板之间的插接工序。优选的,在工作台1上设置两个供料定位装置3,并位于移装机构2的两侧边,先由移装机构2完成左侧的电路板插接,在左侧的电路板插接完成后,回移放置下一电路板的时候;再由移装机构2完成右侧的电路板插接,在右侧的电路板插接完成后,回移放置下一电路板的时候;移装机构2则再次对左侧的电路板进行插接,以此反复,本方案结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
20.所述供料定位装置3包括收放料机构4、传送定位机构5和放料台6,所述收放料机构4安装在所述工作台1的一端,所述传送定位机构5设置在所述收放料机构4的侧边,所述放料台6设置在所述移装机构2的侧边,并位于所述传送定位机构5的后侧,所述传送定位机构5和放料台6均设置在所述移装机构2的行程范围内。例如,所述收放料机构4安装在所述工作台1的左端,所述传送定位机构5设置在所述收放料机构4的右侧,通过收放料机构4将待组装的电路板放入传送定位机构5,并通过传送定位机构5将电路板移至传送定位机构5的定位端,完成元器件插接后,再由传送定位机构5送出,由收放料机构4将完成组装后的电路板收取。
21.所述收放料机构4包括推料机械手、托料部件41、y轴移料部件42和z轴上料部件43,所述工作台1设置有与所述收放料机构4相适配的过槽,所述z轴上料部件43固定在所述工作台1的下侧,所述y轴移料部件42与所述z轴上料部件43的工作端连接,所述托料部件41与所述y轴移料部件42的工作端连接,所述推料机械手设置在所述托料部件41的侧边;所述托料部件41包括托料底板411、收料仓412和放料仓413,所述托料底板411与所述y轴移料部件42的工作端连接,所述收料仓412设置在所述托料底板411的前侧,所述放料仓413设置在所述托料底板411的后侧,通过z轴上料部件43带动所述收料仓412和放料仓413上下移动,通过y轴移料部件42带动所述收料仓412和放料仓413前后移动。优选的,所述y轴移料部件42包括移料固定板421、移料电机423、移料丝杆422及移料导向件424,所述移料电机423安装在所述移料固定板421的下侧,所述移料丝杆422与移料导向件424平行设置在所述移料固定板421的上侧,所述移料丝杆422的螺母座与所述托料底板411的底部连接,所述移料电机423与所述移料丝杆422联动,带动托料部件41沿着移料导向件424前后移动。优选的,所述z轴上料部件43包括上料固定板432、上料连接板434、上料丝杆433及上料电机431,所述上料丝杆433的螺母连接座固定在上料连接板434的中部,所述上料连接板434上于所述螺母座的两侧各设一导向轴承座435,所述导向轴承座435内设有导向柱436,所述导向柱436的顶端与所述上料丝杆433的顶端均固定在所述工作台1的下侧,所述导向柱436的底端与所述上料丝杆433的底端均与所述上料固定板432连接,所述上料电机431固定在所述上料固定的下侧,并与所述上料丝杆433联动;所述上料连接板434固定在所述移料固定板421的侧边,带动移料固定板421上下移动。
22.例如,推料机械手安装在所述工作台1的左端,并位于y轴移料部件42中部侧边,移料电机423和上料电机431均为减速机,型号为tch(v)40
‑
2200
‑
70s;上料时,通过人工或者上料机械手将一组载有插接件的托盘在放料台6上,通过人工或者上料机械手将一组待组装的电路板放入托料部件41的放料仓413;放料时,y轴移料部件42开始工作,移料电机423带动放料仓413移至传送定位机构5的过料端;然后上料电机431带动放料仓413下移,以使待组装的电路板略高于传送定位机构5的接料板524;然后由推料机械手将电路板推入传送部件52,然后由接料板524带动电路板右移至定位端;收料时,在组装完成后,通过y轴移料部件42和z轴上料部件43的配合,将收料仓412移至传送定位机构5的过料端;由传送部件52将组装后的电路板送入收料仓412;然后再次通过y轴移料部件42和z轴上料部件43的配合,将放料仓413移至传送定位机构5的过料端,进行放料;以此重复。或者,收放料机构4处于初始位置时,放料仓413内最上层的电路板略高于传送定位机构5的接料板524,在放料时,通过移料电机423带动放料仓413移至传送定位机构5的过料端,然后由推料机械手将电路板推入传送部件52;收料仓412内设有多层收纳格,在收料时,通过移料电机423带动收料仓412移至传送定位机构5的过料端,由传送部件52将组装后的电路板送入收料仓412最上层的收纳格内。在进行第二层电路板收放料时,z轴上料部件43开始工作,带动托料部件41上移,然后继续上述收放料步骤,以此重复上述步骤,当最底层的电路板完成收放料,则一组任务完成,换下一组电路板即可。
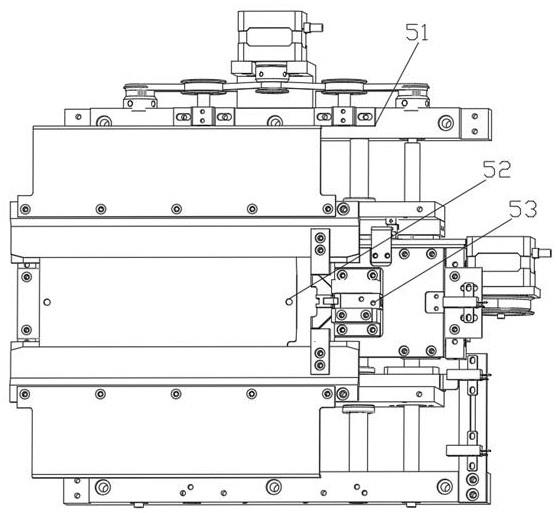
23.所述传送定位机构5包括双向丝杆夹紧部件51、传送部件52和定位部件53,所述传送部件52位于在所述收放料机构4侧边的一端为过料端,另一端为定位端;所述双向丝杆夹紧部件51设置于所述传送部件52的前后两侧,所述定位部件53设置在所述传送部件52的定位端;通过传送部件52将待组装的电路板移至定位端,通过定位部件53将电路板进行定位,再由双向丝杆夹紧部件51夹紧。
24.所述传送部件52包括传送支架521、传送组件522、传送电机523及接料板524,所述传送支架521安装在所述工作台1上,所述传送组件522设置在所述传送支架521上,所述传送电机523安装在所述传送支架521的一侧,并与所述传送组件522联动;所述接料板524设置在所述传送支架521的上侧,所述接料板524的底部设有连接块,所述连接块与所述传送组件522的传送带连接,通过传送组件522带动接料板524左右移动。优选的,所述传送组件522包括传送主动轮、传送从动轮及传送带,所述传送从动轮设置在所述传送支架521的一端,所述传送主动轮设置在所述传送支架521的另一端,所述传送电机523的转轴与所述传送主动轮啮合,通过传送带带动传送主动轮与传送从动轮联动。优选的,在所述传送支架521的前后两侧各设一传送导向组件。优选的,所述接料板524为防静电绝缘胶板。例如,所述传送从动轮设置在所述传送支架521的左端,所述传送主动轮设置在所述传送支架521的右端,所述传送电机523的转轴与所述传送主动轮啮合,通过传送带带动传送主动轮与传送从动轮联动,进而带动接料板524左右移动。放料时,通过轴移料部件和z轴上料部件43的配合,将放料仓413正对过料端,由推料机械手将电路板推入传送部件52,然后由接料板524带动电路板右移至定位端;收料时,通过传送电机523的运行,带动传送组件522转动,进而将待组装的电路板向左移至过料端,将组装后的电路板送入收料仓412。
25.所述双向丝杆夹紧部件51包括夹紧支架511、双向丝杆组件513、丝杆导向组件512、联动组件515及驱动电机514,所述夹紧支架511安装在所述工作台1上,所述双向丝杆
组件513的前后两端均通过轴承与所述夹紧支架511转动连接,所述双向丝杆组件513和丝杆导向组件512平行设置;所述联动组件515及驱动电机514均安装在所述夹紧支架511的后侧,所述驱动电机514通过联动组件515与所述双向丝杆组件513联动。优选的,所述双向丝杆组件513的前端部和后端部设有方向相反的螺纹,所述双向丝杆组件513的前端部设有前夹紧组件517,所述双向丝杆组件513的后端部设有后夹紧组件516,所述前夹紧组件517与所述后夹紧组件516对称设置。优选的,所述双向丝杆组件513由两个双向丝杆组成,两个所述双向丝杆设置在所述夹紧支架511的左右两端,丝杆导向组件512由两个导向轴承组成,分别位于两个所述双向丝杆的侧边。进一步的,所述前夹紧组件517与所述后夹紧组件516上均设有导向轴承的轴承座,导向轴承穿过轴承座与所述夹紧支架511连接。通过驱动电机514带动双向丝杆组件513转动,进而带动前夹紧组件517与后夹紧组件516沿着丝杆导向组件512前后移动,从而实现对电路板的夹紧与松开。优选的,所述传送部件52设置在前夹紧组件517与后夹紧组件516之间,所述传送支架521上设有与双向丝杆和导向轴承相适配的过孔,所述双向丝杆组件513和丝杆导向组件512的前后两端均穿过传送支架521上的过孔与所述夹紧支架511连接。
26.所述定位部件53包括定位固定板531、滑台气缸532、夹爪组件533,所述定位固定板531固定在所述传送部件52的传送支架521上,所述滑台气缸532安装在所述定位固定板531上,所述夹爪组件533安装在所述滑台气缸532的工作端,通过滑台气缸532带动夹爪组件533上下移动。优选的,夹爪组件533包括夹爪气缸和安装在夹爪气缸上的夹爪;夹爪气缸为mhy2系列气缸,滑台气缸532的型号为xycrsc60。当推料机械手将电路板推入传送部件52,传送电机523带动接料板524向右移动,由夹爪组件533将电路板夹持,然后由滑台气缸532带动夹爪组件533上移,然后双向丝杆夹紧部件51的驱动电机514开始工作,带动前夹紧组件517与后夹紧组件516向中心移动,将电路板夹紧;然后由移装机构2将放料台6上的插接件吸取,并移至传送定位机构5的定位端,对应电路板上插接件的安装位置将插接件插接在电路板上,以完成元器件与电路板之间的插接工序。然后,驱动电机514反转,带动前夹紧组件517与后夹紧组件516后移,松开插接完成的电路板,再由滑台气缸532带动夹爪组件533回移,夹爪组件533将电路板放置在接料板524上,传送电机523带动接料板524向过料端移动,进而将组装后的电路板送入收料仓412。
27.例如,所述传送部件52的左端为过料端,右端为定位端;传送电机523为减速机,型号为tch(v)40
‑
2200
‑
70s;驱动电机514为松下伺服电机mhmd042s1c。上料时,通过y轴移料部件42和z轴上料部件43的配合,将放料仓413移至传送部件52的过料端,由推料机械手将电路板推入传送部件52,传送电机523带动接料板524向右端的定位端移动;组装时,由夹爪组件533将电路板夹持,然后由滑台气缸532带动夹爪组件533上移,然后双向丝杆夹紧部件51的驱动电机514开始工作,带动前夹紧组件517与后夹紧组件516向中心移动,将电路板夹紧;然后由移装机构2将放料台6上的插接件吸取,并移至传送定位机构5的定位端,对应电路板上插接件的安装位置将插接件插接在电路板上,以完成元器件与电路板之间的插接工序。收料时,驱动电机514反转,带动前夹紧组件517与后夹紧组件516后移,松开插接完成的电路板,再由滑台气缸532带动夹爪组件533回移,夹爪组件533将电路板放置在接料板524上,传送电机523带动接料板524向过料端移动,进而将组装后的电路板送入收料仓412。
28.所述移装机构2包括移装支架21、移装机械手22、ccd对位部件23及吸嘴部件24,所
述移装支架21固定在所述工作台1上,所述移装机械手22安装在所述移装支架21上,所述ccd对位部件23及吸嘴部件24均安装在所述移装机械手22的工作端。优选的,所述ccd对位部件23包括相机固定座和固定在相机固定座上的相机,所述相机固定座固定在所述移装机械手22的工作端。优选的,所述相机的下侧设置有照明组件,相机透过照明组件向下照射。进一步的,移装机械手22为四轴机械手,型号为scara
‑
thl700,机械手为现有常用机械,故此未做过多赘述,本实施例中选用的气缸、电机等元件均为现有常用元件。
29.例如,在运行之初,设置各个机构的工作位置,标定ccd对位部件23和吸嘴部件24的相对位置;通过人工或者上料机械手将一组载有插接件的托盘在放料台6上,通过人工或者上料机械手将一组待组装的电路板放入托料部件41的放料仓413;然后通过y轴移料部件42和z轴上料部件43的配合,将放料仓413移至传送部件52的过料端,由推料机械手将电路板推入传送部件52,传送电机523带动接料板524向右端的定位端移动;然后由夹爪组件533将电路板夹持,然后由滑台气缸532带动夹爪组件533上移,然后双向丝杆夹紧部件51的驱动电机514开始工作,带动前夹紧组件517与后夹紧组件516向中心移动,将电路板夹紧;然后由移装机构2将放料台6上的插接件吸取,并将ccd对位部件23移至待组装的电路板正上方,并进行视觉编程,标定电路板上插接件的安装位置,生成视觉路径和对应的微移路径;移装机构2根据ccd对位部件23生成的微移路径,将插接件移至标定的安装位置,将插接件插接在电路板上,以完成元器件与电路板之间的插接工序。工控机通过ccd对位部件23对定位参照点的识别计算出电路板上插接件安装位置在前后左右方向的偏移量,结合ccd对位部件23和吸嘴部件24的相对位置计算出微移路径。收料时,驱动电机514反转,带动前夹紧组件517与后夹紧组件516后移,松开插接完成的电路板,再由滑台气缸532带动夹爪组件533回移,夹爪组件533将电路板放置在接料板524上;然后通过y轴移料部件42和z轴上料部件43的配合,将收料仓412移至传送部件52的过料端,传送电机523带动接料板524向过料端移动,进而将组装后的电路板送入收料仓412。
30.本实施例中的环保型空气净化机的控制组件组装设备,在设备运行之初,工作人员先根据待组装的插接件和电路板的大小,调整各部件的运动位置、光电开关的位置,保证该设备适应代工品,本设备由工控机控制各机构工作。通过人工或者上料机械手将一组载有插接件的托盘在放料台上,通过人工或者上料机械手将一组待组装的电路板放入托料部件的放料仓;然后通过y轴移料部件和z轴上料部件的配合,将放料仓移至传送部件的过料端,由推料机械手将电路板推入传送部件;然后传送电机带动接料板向右端的定位端移动;然后由夹爪组件将电路板夹持,然后由滑台气缸带动夹爪组件上移,然后双向丝杆夹紧部件的驱动电机开始工作,带动前夹紧组件与后夹紧组件向中心移动,将电路板夹紧;然后由移装机构将放料台上的插接件吸取,并将ccd对位部件移至待组装的电路板正上方,并进行视觉编程,标定电路板上插接件的安装位置,生成视觉路径和对应的微移路径;移装机构根据ccd对位部件生成的微移路径,将插接件移至标定的安装位置,将插接件插接在电路板上,以完成元器件与电路板之间的插接工序。收料时,驱动电机反转,带动前夹紧组件与后夹紧组件后移,松开插接完成的电路板,再由滑台气缸带动夹爪组件回移,夹爪组件将电路板放置在接料板上;然后通过y轴移料部件和z轴上料部件的配合,将收料仓移至传送部件的过料端,传送电机带动接料板向过料端移动,进而将组装后的电路板送入收料仓。以此重复完成一组电路板与插接件的组装。收放料机构放料的过程中,从最上层的电路板开始,逐
一放入传送部件;收放料机构处于初始位置时,放料仓内最上层的电路板略高于传送定位机构的接料板,通过移料电机带动放料仓移至传送定位机构的过料端,然后由推料机械手将电路板推入传送部件;收料仓内设有多层收纳格,在收料时,通过移料电机带动收料仓移至传送定位机构的过料端,由传送部件将组装后的电路板送入收料仓最上层的收纳格内;在进行第二层电路板收放料时,z轴上料部件开始工作,带动托料部件上移,然后继续上述收放料步骤,以此重复上述步骤,当最底层的电路板完成收放料,则一组任务完成,换下一组电路板即可。本方案结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
31.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1