一种易撕盖茶叶罐的制作方法与流程
1.本发明涉及一种易撕盖茶叶罐的制作方法。
背景技术:
2.中国是茶的故乡,是茶文化的发源地,也是全世界产茶最多的地方。随着人民生活要求日益提高,国家响应茶叶市场的发展亦出台相关的标准、规定,茶叶包装也是要按食品级别的标准。而现行的茶叶包装罐的生产工艺相对落后,多采用手工简易冲床、小作坊等方式生产,生产效率低下,资源消耗大。同时生产时对罐子的污染,罐子给产品的封装时的密封性能和生产过程的安全性能都没有办法很好的保证。因此,有必要进行改进。
技术实现要素:
3.本发明的目的是提供一种新型的易撕盖茶叶罐的制作方法。本发明的目的通过如下技术方案来实现的:所述的易撕盖茶叶罐采用马口铁为基础材料,由上盖、易撕盖密封盖、罐身、底盖、四个部分构成;罐身部分:马口铁经裁剪,卷圆后再通过使用高频电阻焊,焊接成直径83.7毫米,罐高80毫米圆筒形的罐身是由剪切好的片状马口铁,通过卷圆后再使用高频电阻焊,焊接成圆筒形的罐身,并保证其罐身密封性,并保证其罐身密封性;罐身上口颈部15.5毫米,是经过两道缩颈,由内r3与外r3相切,与缩颈成形的直径79.9毫米台阶过渡于罐身,再经过对罐口的上翻边工序、下翻边工序;底盖与罐身,使用二重卷封技术将其罐身密封组合起来,形成一个小罐子。密封后的罐口到罐底的高度是80毫米, 罐口的易撕盖密封后的高度是3毫米,密封的罐口外圆直径为79.2毫米, 罐身与易撕盖密封是使用二重卷封密合技术,让易撕盖与罐身作卷封密合的组合,保证了罐身密封性,要达到罐口与易撕盖的卷封密合需要在罐口进行缩颈工艺和翻边的工艺,以便于让易撕盖在缩颈和翻边后尺寸下作二重卷封密合组合; 易撕盖身上设有锡膜纸做的盖膜,盖膜设有拉角,在取罐内物品时拉开拉角,装填茶叶或其他包装的物品后,再将易撕盖及罐身,使用二重卷封技术密封组合; 盖口边缘作人性化的内卷圆弧,防止了手取罐内物品时被锋利的边缘割伤,最后扣上上盖、压紧即完成全部新型的易撕盖密封型茶叶罐产品; 所述的易撕盖茶叶罐罐口的制作方法釆用的罐颈缩颈工序是利用马口铁金属可延展塑性的特性, 缩颈工艺是:罐身通过缩颈机构给罐身口部用外模与内模芯之间的间隙,以延展塑性的收缩成形,给罐身口部处以内r 与外r 相切缩颈成形,达到设计的尺寸; 缩颈工序步骤:缩颈机构的内模芯导入罐身,导正罐子,外模下行,外模的口部处的斜度和过渡的r3倒角给罐子顺利的导进入与内模芯的间隙间,罐身在外模的内成形直径处与内模芯的间隙间以延展塑性的收缩成形,收缩成形达到设计的尺寸,直径79.9毫米,最后模芯上行罐身由顶罐块顶出,完成了缩颈工序;所述的易撕盖茶叶罐罐口的制作方法釆用的上下的翻边工序是:都是通过翻边机构处给罐身的上下口部处向外翻的成形,使罐身的口部边缘处呈喇叭口状的一个成形工序,以便于上易撕盖和底盖的导入到罐身上下口部处,方便于上下盖子与罐身通过卷封密
合的工序机构,使罐口周圈边缘处与上下盖相互卷曲勾合密合,做封闭的卷封密合配合。翻边机构由导正外翻芯,顶导正块,限位板组成;翻边工序步骤是:罐身通过输送到顶块处,顶块导正罐身后上行,随着罐身上行,罐口处导入外翻边芯,导正外翻边芯的锥度连接着r度过渡处引导着罐口边缘处的材料往外翻,通过限位板控制成形到设计外翻的尺寸,最后随翻边芯上行,翻边好了罐子脱出导正外翻芯,完成了翻边工序;所述的易撕盖茶叶罐罐口的制作方法釆用的罐口易撕盖及罐底盖的二重卷封密合组合工序步骤是:易撕盖在通过轨道的输送到罐身上方处,放盖处的闸口旋转盘推动易撕盖,使盖子脱开限位处,盖子以自重下落,盖落在罐口上;带着易撕盖的罐身输送到卷封机构工位处,卷封机构处内滚轮压头下行,压住盖着易撕盖子和罐身,外卷封滚轮往内卷封滚轮方向钳夹,卷封机构托盘的转动盘 带着盖子和罐子转动,内压头压着盖子和罐身,随着托盘转动盘带动罐身转动,在外卷封滚轮夹钳下,外卷封滚轮的卷封槽将盖子与罐子外边缘口周圈处材料作相互卷曲勾合卷封密合,得以封闭的密合配合包装。完成了卷封密合工序; 罐底外径85.2毫米,高度3毫米。是使用二重卷封技术将其底盖和罐身密封起来;由剪切好的片状马口铁,通过卷圆后再使用高频电阻焊,焊接成圆筒形的罐身,再经过两道缩颈工序,然后上翻边工序、下翻边工序。底盖部分、使用二重卷封技术将其口密封起来,形成一个小罐子;装填茶叶或其他包装的物品后,再使用二重卷封技术密封组合;最后扣上上盖、压紧即完成全部新型的易撕盖密封型茶叶罐产品。
4.与现有小作坊手工生产的茶叶罐相比,本发明的易撕盖茶叶罐按照食品级别的三片罐技术要求和做法,采用二重卷封技术,即两个卷封槽形状不同的卷封滚轮,分先后对罐体和罐盖卷边缘进行封卷密合组合,完成了易撕盖及罐底与罐身的密封组合,保证了罐子给产品的封装时的密封性能,易撕盖上设有锡膜纸做的盖膜,在取罐内物品时可以轻松很方便的打开易撕盖上的锡膜纸盖膜,开启十分的方便,上面的盖膜也可连着上盖体,在不刻意全部打开情况下,不会引起打开分离后的随便丢弃,方便于后期的回收,节能环保,盖口边缘作人性化的内卷圆弧,防止了手取罐内物品时被锋利的边缘割伤。本发明的本易撕盖茶叶罐按照食品级别三片罐的要求和做法,采用高频焊接和二重卷封技术,不仅生产效率高、物料利用率高,自动化的生产线减少了生产时对罐体的污染,符合国家的食品级别标准要求、大大提高其食品安全性能,同时整体外观美观及对包装的产品保存的密封效果有更好的改善。
附图说明
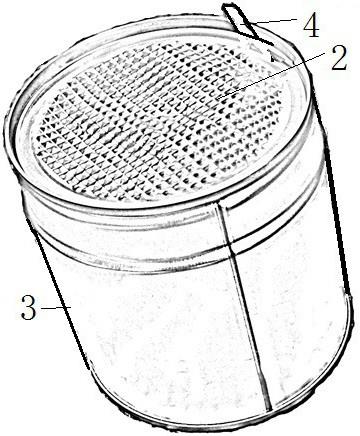
5.图1为本发明的易撕盖茶叶罐结构示意图;图2为本发明的易撕盖茶叶罐结构正面平面尺寸图;图3为本发明的易撕盖茶叶罐上盖的结构示意图;图4为本发明的易撕盖的结构示意图。
具体实施方式
6.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进进一步地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
7.本发明的易撕盖茶叶罐采用马口铁为主要基础材料,由上盖1、易撕盖2、罐身3、底
盖四个部分构成;所述的易撕盖茶叶罐的罐身部分的制作方法:马口铁经裁剪,卷圆后再通过使用高频电阻焊,焊接成直径83.7毫米,罐高80毫米圆筒形的罐身是由剪切好的片状马口铁,通过卷圆后再使用高频电阻焊,焊接成圆筒形的罐身,并保证其罐身密封性,并保证其罐身密封性。罐身上口颈部15.5毫米,是经过两道缩颈,由内r3与外r3相切,与缩颈成形的直径79.9毫米台阶过渡于罐身,再经过对罐口的上翻边工序、下翻边工序。底盖与罐身,使用二重卷封技术将其罐身密封组合起来,形成一个小罐子。密封后的罐口到罐底的高度是80毫米,罐口的易撕盖密封后的高度是3毫米,密封的罐口外圆直径为79.2毫米。罐身与易撕盖密封是使用二重卷封密合技术,让易撕盖与罐身3作卷封密合的组合,保证了罐身密封性;易撕盖身5上设有锡膜纸做的盖膜2,盖膜2设有拉角4,在取罐内物品时拉开拉角4,可以轻松很方便的打开易撕盖上的锡膜纸盖膜2,开启十分的方便,上面的盖膜2也可连着上盖,在不刻意全部打开情况下,不会引起打开分离后的随便丢弃,方便于后期的回收,节能环保,要达到罐口与易撕盖的卷封密合需要在罐口进行缩颈工艺和翻边的工艺,以便于让易撕盖在缩颈和翻边后尺寸下作二重卷封密合组合。装填茶叶或其他包装的物品后,再将易撕盖及罐身,使用二重卷封技术密封组合;最后扣上上盖、压紧即完成全部新型的易撕盖茶叶罐产品。
8.所述的易撕盖茶叶罐罐口的的制作方法中罐颈缩颈工序是利用马口铁金属可延展塑性的特性;马口铁金属可延展塑性的特性是:马口铁金属物体在外力作用下,在参数的范围内能稳定地改变自己的形状和尺寸,而各质点间的联系不被破坏的性能。在拉拔一定作用力下能延伸成一定的细丝而不易断裂的性质。或者在挤压、滚轧 一定作用力下能碾成薄片而不破裂的性质。缩颈工艺是:罐身通过缩颈机构处理,缩颈机构为公知技术, 缩颈机构是由内模芯,外模,顶罐块组成,给罐身口部用外模与内模芯之间的间隙,以延展塑性的收缩成形,给罐身口部处以内r 与外r 相切缩颈成形,达到设计的尺寸。缩颈工序步骤:缩颈机构的内模芯导入罐身,导正罐子,外模下行,外模的口部处的斜度和过渡的r3倒角给罐子顺利的导进入与内模芯的间隙间,罐身在外模的内成形直径处与内模芯的间隙间以延展塑性的收缩成形,收缩成形达到设计的尺寸,直径79.9毫米。最后模芯上行罐身由顶罐块顶出。完成了缩颈工序。
9.所述的易撕盖茶叶罐的制作方法釆用的上下的翻边工序是:都是通过翻边机构处给罐身的上下口部处向外翻的成形,使罐身的口部边缘处呈喇叭口状的一个成形工序。以便于上易撕盖和底盖的导入到罐身上下口部处,方便于上下盖子与罐身通过卷封密合的工序机构,使罐口周圈边缘处与上下盖相互卷曲勾合密合,做封闭的卷封密合配合。所述的易撕盖茶叶罐的制作方法釆用的翻边机构为公知技术, 翻边机构由导正外翻芯,顶导正块,限位板组成。翻边工序步骤是:罐身通过输送到顶块处,顶块导正罐身后上行,随着罐身上行,罐口处导入外翻边芯,导正外翻边芯的锥度连接着r度过渡处引导着罐口边缘处的材料往外翻,通过限位板控制成形到设计外翻的尺寸,最后随翻边芯上行,翻边好了罐子脱出导正外翻芯,完成了翻边工序。所述的易撕盖茶叶罐的制作方法釆用罐口易撕盖及罐底盖的二重卷封密合组合工序步骤是:易撕盖在通过轨道的输送到罐身上方处,放盖处的闸口旋转盘推动易撕盖,使盖子脱开限位处,盖子以自重下落,盖落在罐口上。带着易撕盖的罐身输送到卷封机构工位处,卷封机构处内滚轮压头下行,压住盖着易撕盖子和罐身,外卷封滚轮往内卷封滚轮方向
钳夹,卷封机构托盘的转动盘 带着盖子和罐子转动,内压头压着盖子和罐身,随着托盘转动盘带动罐身转动,在外卷封滚轮夹钳下,外卷封滚轮的卷封槽将盖子与罐子外边缘口周圈处材料作相互卷曲勾合卷封密合,得以封闭的密合配合包装,完成了卷封密合工序。 罐底外径85.2毫米,高度3毫米,是使用二重卷封技术将其底盖和罐身密封起来。
10.由剪切好的片状马口铁,通过卷圆后再使用高频电阻焊,焊接成圆筒形的罐身,再经过两道缩颈工序,然后上翻边工序、下翻边工序。底盖部分、使用二重卷封技术将其口密封起来,形成一个小罐子。装填茶叶或其他包装的物品后,再使用二重卷封技术密封组合。最后扣上上盖、压紧即成易撕盖茶叶罐。
11.以上只是本发明的具体的实施例,凡依上述构思所作的相类似改变,理应属本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1