一种钢锭CWHF锻造方法及凸面宽砧
一种钢锭cwhf锻造方法及凸面宽砧
技术领域
1.本发明涉及一种钢锭cwhf锻造方法及凸面宽砧。
背景技术:
2.大型钢锭内部存在大量的缩孔、疏松、夹杂、偏析等缺陷,需在后续锻造过程中消除这些缺陷。其中,whf锻造法是一种宽砧强力压下锻造法,whf法用的是上、下宽平砧,大压下率,为保证坯料心部的压应力状态和足够的变形,要求砧宽比应达到0.68~0.77,每次压下率至少为20%。上述方法主要着眼于钢锭心部的大变形,其心部的变形比用普通平砧拔长要大得多,对消除钢锭内部的缩孔、疏松等缺陷十分有利。同时,由于whf法坯料变形对称,容易操作,特别适合于大型压力机锻造,目前在重机行业应用十分广泛。
3.在使用whf锻造法拔长时,钢锭的截面应力应变分布如图1所示,区域ⅰ由于受上下砧摩擦力的影响最大,该区域变形十分困难,称为难变形区;区域ⅱ不但受摩擦力的影响最小,应力状态也有利于变形,因此该区域变形程度最大,称为大变形区,区域ⅲ的变形程度介于区域ⅰ和区域ⅱ之间,称为小变形区。
4.由于区域ⅲ在锻造时受到区域ⅱ向外挤压,在区域ⅲ的凸起部分会产生拉应力,拉应力容易造成区域ⅲ的表面产生裂纹,因此,在锻造过程中需要随时停下来清理裂纹,降低了工作效率和钢锭的利用率,并且可能因耽误的时间长,钢锭温降过大,而不利于内部缺陷的锻合。此外,对于裂纹敏感性强的钢种,可能会因裂纹扩展而报废。
技术实现要素:
5.本发明的目的在于提供一种钢锭cwhf锻造方法,以解决现有技术中的whf锻造法容易在钢锭表面产生裂纹的技术问题;本发明的目的还在于提供一种凸面宽砧。
6.为实现上述目的,本发明凸面宽砧的技术方案是:凸面宽砧,包括:上砧体,具有向下凸出的上凸出部;下砧体,具有向上凸出的下凸出部;两个凸出部均具有凸面,两个凸面的形状相同且在上下方向上相对布置;凸面为工作面,该工作面为沿相应砧体的长度方向延伸的弧面,以用于锻造钢锭。
7.有益效果是:钢锭拨长时,使用凸面宽砧的上、下砧体,使钢锭的难变形区产生一定量的变形,并且中部变形量明显增大,钢锭心部变形得到进一步加强,有利于心部缺陷的消除;而且,凸面宽砧压下后,先在钢锭上下面形成凹面,翻转90
°
后,钢锭的侧面为凹面,这样能大幅减小甚至消除侧面展宽时凸起的产生,也就大幅降低甚至消除了凸起内的拉应力,有效抑制裂纹的萌生与扩展,提高了钢锭的利用率,避免浪费,同时提高了工作效率。
8.进一步的,所述工作面在相应砧体的长度方向上由砧体的一端延伸至砧体的另一端,所述工作面的宽度与相应砧体的宽度相同。
9.有益效果是:以充分利用砧体的长度,锻造后使上下面形成完整的弧度而不是局
部的弧度,翻转90
°
锻造时,具有完整弧度的侧面变形协调,展宽后侧面更加平整。
10.进一步的,相应砧体的长度与其宽度的比值为2.5
‑
3.0。
11.进一步的,相应砧体的宽度与其凸出部的凸起高度的比值为4.5
‑
5.5。
12.为实现上述目的,本发明钢锭cwhf锻造方法的技术方案是:钢锭cwhf锻造方法,包括以下步骤:(1)对镦粗后的钢锭先用平宽砧压一趟,将钢锭翻转90
°
后再用平宽砧压一趟;(2)采用凸面宽砧压一趟,将钢锭翻转90
°
后再用凸面宽砧压一趟,再翻转90
°
,循环此步骤,直至钢锭的截面尺寸达到设定要求;(3)采用平砧将钢锭截面平整为正方,然后翻转45
°
对角锻造一趟,再翻转90
°
锻造一趟,截面呈八方,再滚动锻造成圆形。
13.有益效果是:使用平宽砧压两趟后,再使用凸面宽砧对钢锭拔长,使钢锭的难变形区产生一定量的变形,并且中部变形量明显增大,钢锭心部变形得到进一步加强,有利于心部缺陷的消除;而且,凸面宽砧压下后,先在钢锭上下面形成凹面,翻转90
°
后,钢锭的侧面为凹面,这样能大幅减小甚至消除侧面展宽时凸起的产生,也就大幅降低甚至消除了凸起内的拉应力,有效抑制裂纹的萌生与扩展,提高了钢锭的利用率,避免浪费,同时提高了工作效率。
14.进一步的,在步骤(1)中,平宽砧的压下量为镦粗后钢锭直径的8
‑
12%。
15.有益效果是:这样设计,主要为了形成四方截面,有利于后续锻造时顺利布砧,较小的压下量避免平宽砧锻造时产生较大的凸起。
16.进一步的,在步骤(2)中,凸面宽砧的压下量为钢锭压前高度的20
‑
25%;压下后,钢锭截面在水平方向上的压后宽度w1可通过下式计算:w1=w0+(0.781
‑
0.182*h0/l1)*(h0‑
h1)式中:w1为压后宽度,w0为压前宽度,h0为压前高度,l1为进砧量,h1为压后高度。
17.有益效果是:在保证锻造效率的同时,在心部产生更大的变形,同时避免钢锭侧面产生较大凸起。
18.进一步的,在步骤(2)中,凸面宽砧的上、下砧体的宽度与第一趟凸面宽砧拔长时钢锭的压前高度的比值均为0.5
‑
0.85。
19.进一步的,在步骤(2)中,凸面宽砧在每一趟的相邻两砧的搭接量不少于10%,凸面宽砧的相邻两趟错砧30
‑
50%进行压下,且凸面宽砧锻造的总趟数不小于6趟,不大于12趟。
20.有益效果是:这样设计,避免相邻两砧之间产生拉应力或产生折伤,并使得钢锭锻造均匀,提高锻造质量。
21.进一步的,在步骤(2)中,凸面宽砧的进砧量取压后高度和0.9倍的砧宽两者中的较小值,且至少有4趟的进砧量与压前高度的比值为0.6
‑
0.8。
附图说明
22.图1为现有技术中钢锭拔长时截面变形的结构示意图;图2为本发明钢锭cwhf锻造方法的锻造示意图;图3为图2中a
‑
a向的剖视图;图4为图2中钢锭拔长时截面变形的结构示意图;
图5为钢锭锻造前的对比示意图;图6为图5中的钢锭锻造后的对比示意图;图7为图6中的钢锭翻转90
°
的对比示意图;图8为图7中的钢锭锻造后的对比示意图;图9为图8中的钢锭翻转90
°
的对比示意图;图10为图9中的钢锭锻造后的对比示意图;图中:11、21
‑
钢锭;12
‑
上砧体;13
‑
下砧体;14
‑
凸出部;15
‑
工作面;16
‑
凸面宽砧;22
‑
平宽砧。
具体实施方式
23.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
24.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.需要说明的是,术语“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。此外,术语“上”、“下”是基于附图所示的方位和位置关系,仅是为了便于描述本发明,而不是指示所指的装置或部件必须具有特定的方位,因此不能理解为对本发明的限制。
26.以下结合实施例对本发明的特征和性能作进一步的详细描述。
27.本发明钢锭cwhf锻造方法的实施例1:为弥补现有技术中whf锻造法的不足,本发明将平宽砧改为凸面宽砧,发明了cwhf(convex wide die heavy blow forging)锻造法。
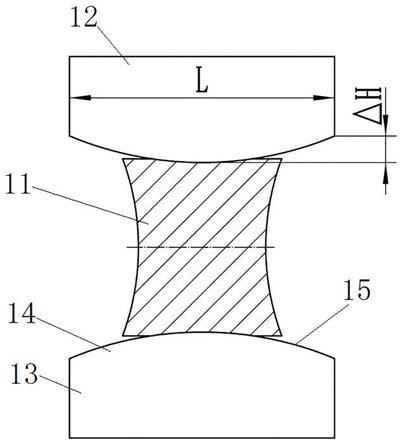
28.如图2和图3所示,本实施例中的凸面宽砧16包括上砧体12和下砧体13,两个砧体的工作面形状相同且在上下方向上间隔、对称布置,在锻造钢锭11时,钢锭11处于两个上砧体12和下砧体13之间。
29.以下砧体13为例,下砧体13具有凸出部14,凸出部14的凸面为工作面15,即凸出部14远离下砧体13的一面为工作面15,该工作面15用于锻造钢锭11;本实施例中,工作面15为弧形,优选的,为圆弧形,工作面15沿下砧体13的长度方向延伸。其中,凸面宽砧16的其它参数,如倒角,安装参数、材料等都与现有技术中的平宽砧相同,不作特别限制。
30.如图3所示,工作面15在下砧体13的长度方向上由下砧体13的一端延伸至下砧体13的另一端,以充分利用下砧体13的长度,在同样长度的工作面情况下,可以降低下砧体13
的长度,节省成本。其中,工作面15的宽度与下砧体13的宽度相同。
31.本实施例中,下砧体13的宽度w与第一趟凸面宽砧拨长时钢锭11的压前高度h的比值为0.5
‑
0.85,即砧体13的宽度w的选择满足50%h≤w≤85%h。
32.本实施例中,下砧体13的长度l与下砧体13的宽度w的比值为2.5
‑
3.0,优选地,为2.8,即l=2.8w。
33.本实施例中,下砧体13的宽度w与凸出部14的凸起高度
△
h的比值为4.5
‑
5.5,优选地,为5,即
△
h=20%w。
34.本实施例中,凸面宽砧16的压下量为h0‑
h1。
35.为了加深对本发明的理解,下面对本发明的cwhf法实施过程及原理作进一步说明,并以whf法为对比实例。
36.锻造工艺技术路线:钢锭加热—压钳口、倒棱、切锭尾—钢锭加热—镦粗
‑
平宽砧拨两趟—凸面宽砧拨长—平砧倒八方,滚圆—加热—锻造成零件—热装炉进行正火、扩氢处理。
37.第一火次:钢锭脱模后,一般都是热送到锻造车间,在热装炉内进行加热,保温后出炉进行压钳口、倒棱和切锭尾,为后续锻造工作做准备。完成后装炉再次进行加热。
38.第二火次:(1)先将钢锭镦粗,镦粗比不小于2,且镦粗后钢锭的高径比不小于0.5;(2)whf锻造法采用平宽砧22开始对钢锭21进行拨长作业,如图5a所示。而cwhf锻造法则是先用平宽砧压一趟,翻转90
°
后再用平宽砧压一趟,平宽砧的压下量为镦粗后钢锭11直径的8
‑
12%,优选地,为10%;然后开始用凸面宽砧16对钢锭11拔长,如图5b所示;(3)whf锻造法的压下量为压前高度的20%,压下后,原来的凸起进一步加大,如图6a所示。而cwhf法的压下量为压前高度的20
‑
25%,优选地,为20%;压下后,原来的平面也产生了凸起,如图6b所示,但凸起较whf锻造法小得多;压完一砧后,控制进砧量l1,进砧量l1取压后高度h1和0.9倍砧宽w的较小值,即l1=min(0.9w,h1),一直将这一趟锻造完成;(4)将钢锭翻转90
°
进行下一趟锻造。如图7a所示,whf锻造法中,钢锭21的侧面为平面,如图7b所示,cwhf锻造法中,钢锭11的侧面为凹面。再次按前面的工艺参数压下后,whf锻造法中,钢锭21的侧面产生较大的凸起,如图8a所示,凸起内存在较大的拉应力;而cwhf锻造法中,钢锭11的侧面由原来的凹面逐渐变成近似平面,如图8b,内部存在压应力或较小的拉应力。同上,将这一趟锻造完成;其中,压下后,钢锭截面在水平方向上的压后宽度w1可通过下式计算:w1=w0+(0.781
‑
0.182*h0/l1)*(h0‑
h1)式中:w1为压后宽度,w0为压前宽度,h0为压前高度,l1为进砧量,h1为压后高度;(5)再将钢锭翻转90度,此时的状态如图9所示,此时正式进入正常锻造状,后面的锻造情形与此趟基体相同。此时,whf锻造法中,钢锭21的上下面为凸面,侧面为平面,如图9a所示,而cwhf锻造法中,钢锭11的上下面为近似的平面,侧面为凹面,如图9b所示。凹面起到一个补偿作用,在下压过程中能有效的避免凸起的产生,使钢锭的侧面处于压应力或较小的拉应力的状态,能很好的抑制裂纹的萌生和扩展;(6)锻完一趟,翻转90度,锻下一趟,再翻转90度,再锻下一趟,如此循环,钢锭的截
面尺寸不断减小,如图10所示,直到达到工艺要求为止。其中,凸面宽砧拨长不少于6趟,不多于12趟,一般应为偶数趟,工艺有特殊要求时也可以为奇数趟,例如,成品刚好是扁方,奇数趟刚好满足成型的需要。每趟的上一砧与下一砧之间的搭接量不少于10%,且相邻两趟错砧30
‑
50%进行锻造。其中,要保证至少四趟的进砧量l1与压前高度h0的比值为0.6
‑
0.8;(7)最后,换平砧,将钢锭锻成正方,再倒八方,滚圆,返回加热炉进行加热。加热后进行后面的成型锻造。其中,平砧包括平宽砧和平窄砧,即此步骤中可以使用平宽砧或平窄砧。
39.通过凸面宽砧拔长后的钢锭截面应力应变区域图如图4所示,区域ⅰ刚开始为线接触,逐渐被压成一个凹面,局部先产生变形,后将应力应变逐渐传到区域ⅱ,因此区域ⅰ的变形量有所增大。由于凸面宽砧的中间比两边的压下量更大,区域ⅱ的变形得到进一步加强,更有利于钢锭心部缺陷的消除,区域ⅲ的凹面受到区域ⅱ的挤压逐渐变平直,不会形成凸起或形成很小的凸起,较小的凸起内会存在较小的拉应力,但这个拉应力远低于裂纹的产生临界应力,能够很好的抑制裂纹的萌生和扩展。
40.综上所述,本发明有两个明显特征:(1)使用上下对称的凸面宽砧,使上下面难变形区产生一定量的变形,并且中部变形量明显增大,钢锭心部变形得到进一步加强,有利于心部缺陷的消除;(2)凸面宽砧压下后,先在钢锭上下面形成凹面,翻转90
°
后,钢锭的侧面为凹面,这样能大幅减小甚至消除侧面展宽时凸起的产生,也就大幅降低甚至消除了凸起内的拉应力,有效抑制裂纹的萌生与扩展。
41.应当说明的是,本实施例中锻造过程中产生的凸起即为鼓包。
42.本发明凸面宽砧的实施例1:本实施例中的凸面宽砧与上述钢锭cwhf锻造方法的实施例1所述的凸面宽砧的结构相同,在此不再赘述。
43.本发明凸面宽砧的实施例2:本实施例与实施例1的区别在于,实施例1中,工作面15在下砧体13的长度方向上由下砧体13的一端延伸至下砧体13的另一端。本实施例中,由于安装的需要,下砧体的两端加长,下砧体的实际长度大于工作面的长度,但不得影响工作面,下砧体两端加长部分的长度和形状不作限制,前提是满足安装要求。
44.以上所述,仅为本发明的较佳实施例,并不用以限制本发明,本发明的专利保护范围以权利要求书为准,凡是运用本发明的说明书及附图内容所作的等同结构变化,同理均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1