一种耐腐蚀镀锌金属线槽折弯成型加工机器人的制作方法
1.本发明涉及线槽折弯成型加工技术领域,具体的说是一种耐腐蚀镀锌金属线槽折弯成型加工机器人。
背景技术:
2.线槽又名走线槽、配线槽、行线槽,是用来将电源线、数据线等线材规范的整理,固定在墙上或者天花板上的电工用具。根据材质的不同,线槽按划分多种,常用的有环保pvc线槽、无卤ppo线槽、无卤pc/abs线槽、钢铝金属线槽和镀锌金属线槽等等。其中镀锌金属线槽是一种全封闭型电缆线槽,它适用于敷设计算机、通信电缆、热电偶电缆及其它高灵敏系统的控制电缆;对控制电缆的屏蔽干扰和重腐蚀环境中电缆的防护都有较好的效果。
3.然而现有的耐腐蚀镀锌金属线槽折弯成型加工机器人在对耐腐蚀镀锌金属板进行折弯时存在以下问题:现有的耐腐蚀镀锌金属线槽折弯成型加工机器人在对耐腐蚀镀锌金属板进行折弯时折弯效率较低,而且在对耐腐蚀镀锌金属板进行折弯时其成型后的底部容易产生一定的弧度,使得加工出的线槽底部平整度较低,影响了产品的加工质量。
技术实现要素:
4.为了解决上述问题,本发明提供了一种耐腐蚀镀锌金属线槽折弯成型加工机器人,可以解决上述背景技术中提出的问题。
5.为了实现上述目的,本发明采用以下技术方案来实现:一种耐腐蚀镀锌金属线槽折弯成型加工机器人,包括安装台、一号安装板、承托机构、折弯侧模和折弯压模,所述一号安装板对称设置在安装台的左右两侧,承托机构设置在安装台中间位置,折弯侧模对称设置在承托机构左右两侧的安装台上,折弯压模设置在一号安装板上;其中:
6.所述承托机构包括一号伸缩槽、二号伸缩槽、承托底座、挡块、一号顶伸弹簧、限位块和平整支链,所述一号伸缩槽开设在安装台中部的上端面,二号伸缩槽开设在一号伸缩槽底部,且二号伸缩槽的宽度大于一号伸缩槽,承托底座与一号伸缩槽滑动连接,且在承托底座左右两侧壁的下端设置有挡块,挡块的相对外侧壁与二号伸缩槽内壁滑动接触,承托底座的下端与二号伸缩槽底部通过多个一号顶伸弹簧连接,一号顶伸弹簧左右两侧的二号伸缩槽底面设置有限位块,平整支链设置在承托底座的上侧,承托底座上端的左右两个拐角为倾斜状设置;
7.所述平整支链包括放置槽、一号滑动槽、二号滑动槽、一号滑动块、二号顶伸弹簧、滑动板和平整顶块,所述承托底座上端开设有放置槽,放置槽底部均匀直线开设有一号滑动槽,一号滑动槽底部开设有二号滑动槽,且二号滑动槽的宽度大于一号滑动槽,一号滑动滑动设置在二号滑动槽内,一号滑动块下端与二号滑动槽底部通过二号顶伸弹簧连接,一号滑动块上端设置有滑动板,滑动板的侧壁与一号滑动槽滑动配合,滑动板的上端设置有平整顶块,平整顶块之间滑动接触,且平整顶块的高度与放置槽的深度相同。
8.作为本发明的一种优选技术方案,所述折弯侧模包括成型侧板、三号滑动槽、二号
滑动块、一号收缩弹簧、连接板和配合槽,所述成型侧板对称设置在一号安装板之间的安装台上,且成型侧板与安装台滑动连接,靠近成型侧板下端的安装台上直线均匀开设有三号滑动槽,三号滑动槽内滑动设置有二号滑动块,二号滑动块相对外侧与三号滑动槽内的一端通过一号收缩弹簧连接,二号滑动块的上端设置有连接块,且连接块与成型侧板的相对外侧壁连接,成型侧板相对内侧壁的下侧开设有与承托底座配合滑动的配合槽。
9.作为本发明的一种优选技术方案,所述成型侧板上端设置有定位块。
10.作为本发明的一种优选技术方案,所述折弯压模包括二号安装板、一号液压缸、升降板、挤压块、二号液压缸、成型压块和让位槽,所述二号安装板设置在一号安装板上端,一号液压缸直线均匀直线设置在二号安装板上,且一号液压缸在二号安装板上左右对称设置,一号液压缸的活塞杆通过升降板连接,升降板下端面的左右两侧对称设置有挤压块,挤压块下端相对内侧的拐角为倾斜状,定位块的上端相对外侧的拐角与挤压块相互配合,二号液压缸均匀设置在升降板上端的中间位置,二号液压缸的活塞杆穿过升降板的下端设置有成型压块,一号液压缸之间的二号安装板上开设有让位槽。
11.作为本发明的一种优选技术方案,所述弹簧杆直线均匀的设置在一号安装板的相对内侧壁,且弹簧杆的一端与成型侧板的相对外侧壁连接。
12.作为本发明的一种优选技术方案,所述弹簧杆包括伸缩筒、伸缩孔、三号滑动块、二号收缩弹簧和滑动杆,所述伸缩筒均匀直线设置在一号安装板相对内侧壁上,伸缩筒为空心筒形结构,伸缩筒远离一号安装板的一端开设有伸缩孔,三号滑动块滑动设置在伸缩筒内,三号滑动块通过二号收缩弹簧连接在伸缩筒内,三号滑动块靠近伸缩孔的一端设置有滑动杆,滑动杆与伸缩孔滑动配合,滑动杆远离三号滑动块的一端与成型侧板的相对外侧壁连接。
13.作为本发明的一种优选技术方案,所述弹簧杆上侧的一号安装板内侧壁上均匀直线设置有电动推杆,电动推杆的伸缩杆端部设置有限位板,限位板远离电动推杆的一端为梳齿状结构,定位块下端开设有滑动孔,滑动孔与限位板之间能够滑动配合。
14.本发明的有益效果是:
15.1.本发明可以解决现有的耐腐蚀镀锌金属线槽折弯成型加工机器人在对耐腐蚀镀锌金属板进行折弯时存在以下问题:现有的耐腐蚀镀锌金属线槽折弯成型加工机器人在对耐腐蚀镀锌金属板进行折弯时折弯效率较低,而且在对耐腐蚀镀锌金属板进行折弯时其成型后的底部容易产生一定的弧度,使得加工出的线槽底部平整度较低,影响了产品的加工质量。本发明能够有效的提高对金属线槽的加工效率,同时保证了成型的金属线槽底部具有较高平整度,大大提高了加工质量。
16.2.本发明设计的承托机构中在成型压块逐渐将金属板向下压动折弯时平整顶块通过二号顶伸弹簧的顶伸力顶住金属板的底面的中部位置,使得金属板底面的中部保持平直,从而金属板两侧被先折弯,从而避免金属板的底面的中部在被压动时产生弧度,使得金属板被完全折弯成型时由于金属板的底面的中部有一定弧度产生余量而此余量难以从金属板两侧伸出,造成成型的金属线槽底部平整度较低,通过平整顶块的支撑保证了成型的金属线槽底部具有较高平整度,大大提高了加工质量。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
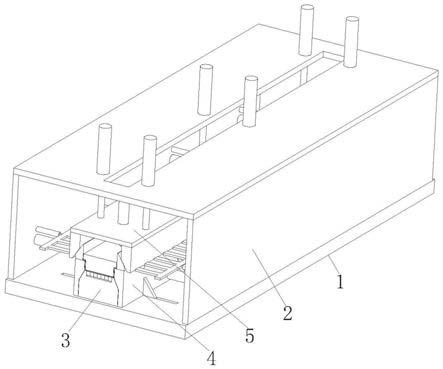
18.图1是本发明的结构示意图;
19.图2是本发明的第一图剖视图;
20.图3是本发明图2的a处局部放大示意图;
21.图4是本发明的第二图剖视图;
22.图5是本发明图4的b
‑
b处断面图;
23.图6是本发明安装台、一号安装板、承托机构、折弯侧模、电动推杆和限位板之间的结构示意图。
具体实施方式
24.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.参阅1
‑
6所示,一种耐腐蚀镀锌金属线槽折弯成型加工机器人,包括安装台1、一号安装板2、承托机构3、折弯侧模4和折弯压模5,所述一号安装板2对称设置在安装台1的左右两侧,承托机构3设置在安装台1中间位置,折弯侧模4对称设置在承托机构3左右两侧的安装台1上,折弯压模5设置在一号安装板2上;其中:
26.所述弹簧杆21上侧的一号安装板2内侧壁上均匀直线设置有电动推杆22,电动推杆22的伸缩杆端部设置有限位板221,限位板221远离电动推杆22的一端为梳齿状结构,定位块411下端开设有滑动孔222,滑动孔222与限位板221之间能够滑动配合;
27.具体工作时,电动推杆22工作,电动推杆22的伸缩杆伸出带动限位板221之间相互靠近,限位板221梳齿状的端部与滑动孔222配合向内侧滑动到一定位置,将耐腐蚀镀锌金属板放置在限位板221上。
28.所述承托机构3包括一号伸缩槽31、二号伸缩槽32、承托底座33、挡块34、一号顶伸弹簧35、限位块36和平整支链37,所述一号伸缩槽31开设在安装台1中部的上端面,二号伸缩槽32开设在一号伸缩槽31底部,且二号伸缩槽32的宽度大于一号伸缩槽31,承托底座33与一号伸缩槽31滑动连接,且在承托底座33左右两侧壁的下端设置有挡块34,挡块34的相对外侧壁与二号伸缩槽32内壁滑动接触,承托底座33的下端与二号伸缩槽32底部通过多个一号顶伸弹簧35连接,一号顶伸弹簧35左右两侧的二号伸缩槽32底面设置有限位块36,平整支链37设置在承托底座33的上侧,承托底座33上端的左右两个拐角为倾斜状设置;
29.所述折弯侧模4包括成型侧板41、三号滑动槽42、二号滑动块43、一号收缩弹簧44、连接板45和配合槽46,所述成型侧板41对称设置在一号安装板2之间的安装台1上,且成型侧板41与安装台1滑动连接,靠近成型侧板41下端的安装台1上直线均匀开设有三号滑动槽42,三号滑动槽42内滑动设置有二号滑动块43,二号滑动块43相对外侧与三号滑动槽42内的一端通过一号收缩弹簧44连接,二号滑动块43的上端设置有连接块,且连接块与成型侧板41的相对外侧壁连接,成型侧板41相对内侧壁的下侧开设有与承托底座33配合滑动的配合槽46,成型侧板41上端设置有定位块411,弹簧杆21直线均匀的设置在一号安装板2的相对内侧壁,且弹簧杆21的一端与成型侧板41的相对外侧壁连接;
30.所述折弯压模5包括二号安装板51、一号液压缸52、升降板53、挤压块54、二号液压缸55、成型压块56和让位槽57,所述二号安装板51设置在一号安装板2上端,一号液压缸52直线均匀直线设置在二号安装板51上,且一号液压缸52在二号安装板51上左右对称设置,一号液压缸52的活塞杆通过升降板53连接,升降板53下端面的左右两侧对称设置有挤压块54,挤压块54下端相对内侧的拐角为倾斜状,定位块411的上端相对外侧的拐角与挤压块54相互配合,二号液压缸55均匀设置在升降板53上端的中间位置,二号液压缸55的活塞杆穿过升降板53的下端设置有成型压块56,一号液压缸52之间的二号安装板上开设有让位槽57;
31.具体工作时,一号液压缸52工作,一号液压缸52的活塞杆伸出带动升降板53向下运动,挤压块54下端的倾斜面与定位块411之间配合并对其进行挤压,使得定位块411带动成型侧板41向内侧相对运动,同时定位块411将金属板向中部位置推动,当挤压块54下降到一定位置时,金属板被定位块411推动至正对承托底座33,此时的电动推杆22工作,电动推杆22的伸缩杆收回带动限位板221相互远离,使得金属板脱离限位杆落至成型侧板41上端,二号液压缸55与一号液压缸52配合,挤压块54和成型压块56同时向下运动,对金属板进行挤压,金属板中部被压弯并被平整顶块378顶住,在挤压块54和成型压块56下降的同时,配合槽46对承托底座33进行挤压使得承托底座33在一号伸缩槽31内二号伸缩槽32底座向下滑动,一号顶伸弹簧35被压缩,当承托底座33向下滑动到一定位置通过限位块36进行限位,承托底座33、成型侧板41和成型压块56之间配合将金属板挤压折弯成线槽形,一次成型,具有较高的加工效率;
32.一号液压缸52与二号液压缸55的活塞杆同时收回,成型侧板41向两侧相互远离,承托底座33向上运动,同时平整顶块378顶动金属线槽使得金属线槽自动脱模,能够有效提高对金属线槽的加工效率。
33.所述平整支链37包括放置槽371、一号滑动槽372、二号滑动槽373、一号滑动块374、二号顶伸弹簧375、滑动板376和平整顶块378,所述承托底座33上端开设有放置槽371,放置槽371底部均匀直线开设有一号滑动槽372,一号滑动槽372底部开设有二号滑动槽373,且二号滑动槽373的宽度大于一号滑动槽372,一号滑动滑动设置在二号滑动槽373内,一号滑动块374下端与二号滑动槽373底部通过二号顶伸弹簧375连接,一号滑动块374上端设置有滑动板376,滑动板376的侧壁与一号滑动槽372滑动配合,滑动板376的上端设置有平整顶块378,平整顶块378之间滑动接触,且平整顶块378的高度与放置槽371的深度相同;
34.具体工作时,在成型压块56逐渐将金属板向下压动折弯时平整顶块378通过二号顶伸弹簧375的顶伸力顶住金属板的底面的中部位置,使得金属板底面的中部保持平直,从而金属板两侧被先折弯,从而避免金属板的底面的中部在被压动时产生弧度,使得金属板被完全折弯成型时由于金属板的底面的中部有一定弧度产生余量而此余量难以从金属板两侧伸出,造成成型的金属线槽底部平整度较低,通过平整顶块378的支撑保证了成型的金属线槽底部具有较高平整度,大大提高了加工质量。
35.所述弹簧杆21包括伸缩筒211、伸缩孔212、三号滑动块213、二号收缩弹簧214和滑动杆215,所述伸缩筒211均匀直线设置在一号安装板2相对内侧壁上,伸缩筒211为空心筒形结构,伸缩筒211远离一号安装板2的一端开设有伸缩孔212,三号滑动块213滑动设置在伸缩筒211内,三号滑动块213通过二号收缩弹簧214连接在伸缩筒211内,三号滑动块213靠
近伸缩孔212的一端设置有滑动杆215,滑动杆215与伸缩孔212滑动配合,滑动杆215远离三号滑动块213的一端与成型侧板41的相对外侧壁连接;
36.具体工作时,二号收缩弹簧214通过三号滑动块213拉动滑动杆215向伸缩筒211内收缩,滑动杆215拉动成型侧板41,给成型侧板41提供向左右两侧远离的拉力。
37.工作时:首先将耐腐蚀镀锌金属板放置在限位板221上通过折弯压模5工作将承托机构3和折弯侧模4压动配合,使得金属板折弯成型在承托底座33、成型侧板41和成型压块56之间,通过一号液压缸52与二号液压缸55的活塞杆同时收回使得挤压块54和成型压块56向上运动成型侧板41向两侧相互远离,承托底座33向上运动,同时平整顶块378顶动金属线槽使得金属线槽自动脱模,取出成型的金属线槽。
38.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1