激光加工装置的控制装置、激光加工装置及激光加工方法与流程
激光加工装置的控制装置、激光加工装置及激光加工方法
1.本技术主张基于2020年3月11日申请的日本专利申请第2020
‑
041933号的优先权。该日本技术的全部内容通过参考援用于本说明书中。
技术领域
2.本发明涉及一种激光加工装置的控制装置、激光加工装置及激光加工方法。
背景技术:
3.已知有向印刷基板等照射激光束而进行钻孔加工的激光加工装置(例如,参考专利文献1)。专利文献1中公开的激光加工装置一边使保持基板的工作台以恒定速度移动一边利用加尔瓦诺镜扫描激光束以使经扫描的激光束入射到基板表面的规定位置从而形成孔。
4.并且,还已知有在使基板静止的状态下扫描激光束从而向规定位置照射激光束以形成孔的加工技术。在该技术中,交替重复使基板静止的状态下进行加工的工序及使基板移动的工序,从而对基板表面的整个区域进行加工。该加工方法被称为分步重复方式。
5.专利文献1:日本特开2004
‑
66300号公报
6.在分步重复方式中,由于在基板的移动中不进行加工,因此难以缩短对基板的整个区域进行加工所需时间。在专利文献1中公开的加工方法中,基板的移动速度被限制在对要加工的孔的分布最密的区域进行加工时的移动速度。因此,在对孔的分布密度低的区域进行加工时,基板的移动跟不上激光束的扫描,可能会出现使激光束的输出待机的状况。因此,有时会出现加工时间变得比分步重复方式更长的情况。
技术实现要素:
7.本发明的目的在于提供一种能够缩短加工时间的激光加工装置的控制装置、激光加工装置及激光加工方法。
8.根据本发明的一观点,提供一种控制装置,其控制基于被光束扫描器扫描的激光束进行的加工,所述控制装置具有如下功能:
9.通过在所述光束扫描器与基板之间的相对位置固定的状态下扫描激光束,使激光束的入射位置在所述基板表面的一部分区域中移动,从而进行静止加工;
10.使所述基板相对于所述光束扫描器移动以使激光束能够入射于所述基板表面的接下来要加工的区域;及
11.通过在使所述基板相对于所述光束扫描器移动的期间扫描激光束,使激光束的入射位置在开始移动前进行了所述静止加工的区域或移动后进行所述静止加工的区域中的至少一个区域中移动,从而进行移动加工。
12.根据本发明的另一观点,提供一种激光加工装置,其具有:
13.光束扫描器,扫描激光束;
14.移动机构,在被所述光束扫描器扫描的激光束所入射的位置上使基板相对于所述
光束扫描器移动;及
15.控制装置,控制所述光束扫描器及所述移动机构,
16.所述控制装置具有如下功能:
17.通过在所述光束扫描器与所述基板之间的相对位置固定的状态下扫描激光束,使激光束的入射位置在所述基板表面的一部分区域中移动,从而进行静止加工;
18.使所述基板相对于所述光束扫描器移动以使激光束能够入射于所述基板表面的接下来要加工的区域;及
19.通过在使所述基板相对于所述光束扫描器移动的期间使所述光束扫描器进行动作,使激光束的入射位置在开始移动前进行了所述静止加工的区域或移动后进行所述静止加工的区域中的至少一个区域中移动,从而进行移动加工。
20.根据本发明的又一观点,提供一种激光加工方法,其交替执行如下工序:
21.在基板的位置相对于扫描激光束的光束扫描器固定的状态下利用所述光束扫描器扫描激光束以使激光束入射于所述基板从而进行静止加工;及
22.一边使所述基板相对于所述光束扫描器移动一边利用所述光束扫描器扫描激光束从而向所述基板照射激光束以进行移动加工。
23.通过在静止加工与下一个静止加工之间的基板的移动中进行移动加工,能够缩短加工时间。
附图说明
24.图1为基于实施例的激光加工装置的概略图。
25.图2a为表示定义在基板表面上的多个被加工点的分布的一例的图,图2b为表示多个被加工点的加工顺序的一例的图。
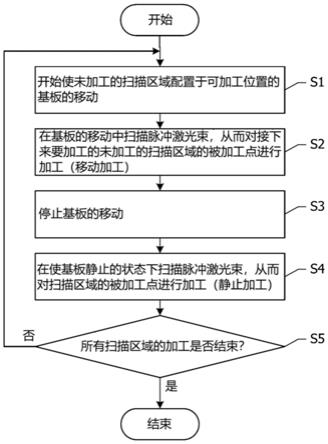
26.图3为表示基于实施例的激光加工方法的顺序的流程图。
27.图4a~图4d为表示移动加工的开始时刻至结束时刻为止的可加工范围与扫描区域之间的相对位置关系的图。
28.图5a为表示采用了基于本实施例的激光加工方法时的基板移动与激光加工之间的时间关系的时序图,图5b及图5c为表示采用了基于变形例的激光加工方法时的基板移动与激光加工之间的时间关系的时序图。
29.图中:10
‑
激光光学系统,11
‑
激光振荡器,12
‑
导光光学系统,13
‑
光圈,14
‑
声光元件(aod),15a
‑
第1路径,15b
‑
第2路径,16a、16b
‑
光束扫描器,17a、17b
‑
聚光透镜,18
‑
折返镜,19
‑
光束截止器,20
‑
控制装置,30
‑
移动机构,31
‑
可动工作台,40
‑
基板,41
‑
被加工点,42
‑
对准标记,45
‑
扫描区域,45a
‑
已加工的扫描区域,45b
‑
接下来要加工的未加工的扫描区域,46
‑
可加工范围。
具体实施方式
30.参考图1~图5c对基于实施例的激光加工装置及激光加工方法进行说明。
31.图1为基于实施例的激光加工装置的概略图。基于实施例的激光加工装置包括激光光学系统10、保持并移动基板40的移动机构30以及控制激光光学系统10和移动机构30的控制装置20。
32.以下,对激光光学系统10的结构进行说明。激光振荡器11根据来自控制装置20的指令而输出脉冲激光束。从激光振荡器11输出的脉冲激光束通过导光光学系统12及光圈13后入射于声光元件(aod)14。导光光学系统12例如包括光束扩展器等。声光元件14根据来自控制装置20的指令使入射的脉冲激光束导向第1路径15a、第2路径15b及朝向光束截止器19的路径中的任一个路径中。
33.导向第1路径15a的脉冲激光束通过光束扫描器16a及聚光透镜17a之后入射于加工对象物(即,基板40)。导向第2路径15b的脉冲激光束被折返镜18反射后通过光束扫描器16b及聚光透镜17b而入射于加工对象物(即,另一基板40)。通过向两个基板40分别入射脉冲激光束,进行钻孔加工。两个基板40例如为印刷电路板。
34.作为光束扫描器16a、16b,例如使用包括一对摆动反射镜的加尔瓦诺扫描仪。光束扫描器16a、16b根据来自控制装置20的指令扫描激光束,使脉冲激光束的入射位置分别在两个基板40的表面移动。作为聚光透镜17a、17b,例如使用fθ透镜。
35.两个基板40支承在移动机构30的可动工作台31的水平支承面上。移动机构30根据来自控制装置20的指令使两个基板40相对于光束扫描器16a、16b在与支承面平行的二维方向上移动。相对于光束扫描器16a、16b使基板40是指:使基板40相对于光束扫描器16a、16b的入射部位处的光束路径(进行扫描之前的光束路径)移动。
36.图2a为表示定义在基板40的表面上的多个被加工点41的分布的一例的图。图2a中仅示出了多个被加工点41中的一部分。定义在支承于移动机构30(图1)上的两个基板40上的多个被加工点41的分布彼此相同。基板40的外形例如为长方形。
37.在长方形基板40的四个角上分别设有对准标记42。在基板40的表面定义有多个被加工点41。图2a中用圆形标记表示了被加工点41,但实际上在基板40的表面并没有标有任何标记,而是定义多个被加工点41的位置的位置数据存储在控制装置20中。
38.在基板40的表面定义有多个扫描区域45。每个扫描区域45的形状为正方形,其大小与使各个光束扫描器16a、16b(图1)进行动作而扫描脉冲激光束时脉冲激光束能够入射的范围的大小大致相等。多个扫描区域45配置成,基板40上的所有被加工点41包含于任一扫描区域45内。有时存在多个扫描区域45局部重叠的情况,有时还存在被加工点41未分布的区域未配置有扫描区域45的情况。
39.通过使一个扫描区域45移动至聚光透镜17a、17b(图1)中的一个聚光透镜的正下方并依次向该扫描区域45内的多个被加工点41照射脉冲激光束,从而对该扫描区域45进行加工。若对一个扫描区域45的加工结束,则使移动机构30(图1)进行动作而使接下来要加工的扫描区域45移动至聚光透镜17a、17b中的一个聚光透镜的正下方。在图2a中,用箭头表示了扫描区域45的加工顺序。
40.图2b为表示多个被加工点41的加工顺序的一例的图。多个被加工点41上标有编号。使光束扫描器16a、16b(图1)进行动作以使脉冲激光束按编号顺序入射到多个被加工点41,从而对一个扫描区域45进行加工。在图2b中,用箭头表示多个被加工点41的加工顺序。被加工点41的加工顺序例如以使脉冲激光束的入射位置的移动路径变得最短的方式确定。加工顺序的确定例如可以适用解推销员路线问题的算法(algorithm)。
41.将存在于一个扫描区域45内并且以相同条件进行加工的多个被加工点41的集合称作“分区(block)”。上述编号按照每个分区标注于多个被加工点41。将以相同的照射条件
依次向一个分区内的所有被加工点41分别入射一次脉冲激光束的加工称为“扫描”。将对一个分区的被加工点41进行加工时的照射条件数称为“循环数”。
42.可以将以相同条件进行加工的多个被加工点41全部包含于一个分区中,也可以将以相同条件进行加工的多个被加工点41中的任意一部分被加工点41包含于一个分区中。
43.例如,在以一个照射条件进行一次扫描的加工中,每个被加工点41上入射一次脉冲激光束。在以相同的照射条件进行两次扫描时,一个被加工点41上入射共计两次激光脉冲。在循环数为两次的加工中,进行第1照射条件下的扫描及与第1照射条件不同的第2照射条件下的扫描。在第1照射条件及第2照射条件中,所使用的脉冲激光束的脉冲宽度不同。例如,在第1循环中进行两次扫描的加工及在第2循环中进行一次扫描的加工中,每个被加工点41上以第1照射条件入射两次脉冲激光束一及每个被加工点41上以第2照射条件入射一次脉冲激光束。
44.在将扫描区域45中所包含的多个被加工点41的一部分包含于一个分区中的情况下,未包含在该分区的其他多个被加工点41在其他扫描中进行加工。关于包含在一个分区中的多个被加工点41的组合,在多个基板40(图4a)中可以相同,也可以在每个基板40中不同。
45.图3为表示基于实施例的激光加工方法的顺序的流程图。以下,对利用沿第1路径15a(图1)传播的脉冲激光束进行加工的情况进行说明。利用沿第2路径15b传播的脉冲激光束进行加工的顺序也与利用沿第1路径15a传播的脉冲激光束进行加工的顺序相同。
46.将基板40支承于移动机构30(图1),并开始使最初要进行加工的未加工的扫描区域45配置于聚光透镜17a正下方的可加工位置上的基板40的移动(步骤s1)。在该移动中,控制装置20使基板40相对于激光光学系统10的光束扫描器16a进行移动,从而将未加工的扫描区域45配置于可加工位置。若至少对一个扫描区域45的加工结束,则开始使接下来要加工的未加工的扫描区域45配置于聚光透镜17a正下方的可加工位置上的基板40的移动。
47.在移动基板40的期间,控制装置20使激光振荡器11输出脉冲激光束,并且控制光束扫描器16a而扫描脉冲激光束,从而对接下来要加工的未加工的扫描区域45(图2a)内的被加工点41进行加工(步骤s2)。在本说明书中,将一边移动基板40一边扫描脉冲激光束的加工称为“移动加工”。
48.接着,对进行移动加工时的光束扫描器16a的控制进行说明。在能够用光束扫描器16a扫描脉冲激光束而进行加工的可加工范围设定有原点(基准点)。该原点相对于光束扫描器16a(更具体而言,光束扫描器16a的脉冲激光束的入射位置处的光束路径)或聚光透镜17a固定。控制装置20能够控制光束扫描器16a从而使脉冲激光束入射到可加工范围内的指定的位置。
49.扫描区域45内的被加工点41的位置被定义为相对于设置在基板40上的对准标记42(图2a)的相对位置。控制装置20在将基板40搭载于可动工作台31上并进行固定的状态下检测对准标记42(图2a)的位置,从而获取相对于可动工作台31的基板40的相对位置信息。控制装置20根据相对于可动工作台31的基板40的相对位置信息及相对于基板40上的对准标记42进行了定义的被加工点41的位置信息来确定相对于可动工作台31的被加工点41的相对位置。
50.在移动加工中,使可动工作台31及基板40相对于可加工范围的原点进行移动。控
制装置20根据在使脉冲激光束入射于基板40的时刻的可动工作台31相对于可加工范围的原点的位置及被加工点41相对于可动工作台31的相对位置信息来计算出被加工点41相对于可加工范围的原点的相对位置。控制装置20根据该计算结果控制光束扫描器16a,从而能够向要加工的被加工点41照射脉冲激光束。另外,在脉冲激光束的一个脉冲入射的期间,基板40也进行移动。因此,在一个脉冲入射的期间,控制装置20也根据被加工点41的位置变化来控制光束扫描器16a以使脉冲激光束的入射位置移动。
51.如上所述,在移动加工中,控制装置20考虑基于移动机构30的基板40的移动来确定基于光束扫描器16a的脉冲激光束的入射位置。在确定脉冲激光束的入射位置时考虑基板40移动的控制可以称为使基板40的移动与脉冲激光束的扫描同步的控制。在移动加工中,对一个扫描区域45进行一次扫描量的加工。若接下来要加工的未加工的扫描区域45移动至可加工范围,则控制装置20使基板40的移动停止(步骤s3)。在使基板40停止移动之后,控制装置20在基板40静止的状态下使激光振荡器11输出脉冲激光束,并控制光束扫描器16a以扫描脉冲激光束,从而对配置于可加工范围的扫描区域45内的多个被加工点41进行加工(步骤s4)。在本说明书中,将基板40静止的状态下进行的加工称为“静止加工”。关于静止加工时的多个被加工点41的加工顺序,例如使用解推销员路线问题的算法以使脉冲激光束的入射位置的移动距离变得最短的方式确定。
52.控制装置20重复步骤s1至步骤s4为止的顺序直至对所有扫描区域45的加工结束(步骤s5)。
53.接着,参考图4a~图4d对移动加工中进行加工的被加工点41的顺序进行说明。移动加工中的多个被加工点41的加工顺序与静止加工时的加工顺序不同。
54.图4a~图4d为表示移动加工的开始时刻至结束时刻为止的可加工范围46与扫描区域45a、45b之间的相对位置关系的图。如图4a所示,一个扫描区域45a配置于可加工范围46内,接下来要加工的未加工的扫描区域45b则配置于可加工范围46的外侧。若对配置于可加工范围46的扫描区域45a的加工结束,则开始移动加工。另外,在对加工顺序为第1的扫描区域45进行移动加工时,在可加工范围46内配置有哪一个扫描区域45是不确定的。此时,在基板40的对准结束之后,开始对加工顺序为第1的扫描区域45的移动加工。
55.如图4b所示,控制装置20使可加工范围46朝向接下来要加工的扫描区域45b进行相对移动。另外,实际上,可加工范围46被固定,通过使基板40(图2a)相对于可加工范围46移动从而使扫描区域45b朝向可加工范围46移动。在图4b中,用虚线表示移动前的可加工范围的位置。
56.若移动开始后经过了一定时间,则接下来要加工的扫描区域45b的一部分区域会与可加工范围46重叠。控制装置20依次向扫描区域45b内的多个被加工点41中的与可加工范围46重叠的区域内的被加工点41照射脉冲激光束。若时间进一步经过,则如图4c及图4d所示,与可加工范围46重叠的扫描区域45b内的区域随着时间的经过而变大。控制装置20依次向扫描区域45b内的多个被加工点41中的新进入到可加工范围46内的被加工点41照射脉冲激光束。在图4c及图4d中,用实心的黑圆点标记表示已加工完毕的被加工点41,用空心的圆点标记表示新进入到可加工范围46的被加工点41。
57.对新进入到可加工范围46的多个被加工点41的检测例如隔着一定的时间间隔进行。或者,也可以在对当前时刻检测到在可加工范围46内的所有被加工点41的加工结束之
后,检测新进入的多个被加工点41。
58.接着,参考图5a对采用了基于本实施例的激光加工方法时的基板移动与激光加工之间的时间关系进行说明。
59.图5a为表示采用了基于本实施例的激光加工方法时的基板移动与激光加工之间的时间关系的时序图。在图5a所示的例子中,在一个扫描区域45中,以第1加工条件(第1循环)进行一次扫描,并以第2加工条件(第2循环)进行两次扫描。
60.在一边进行基板40(图2a)的移动一边对第i扫描区域45(i)进行第1循环的第1次扫描时,对扫描区域45(i)进行移动加工。该一次扫描所需的时间与基板40的移动时间几乎相等。第2循环中的第1次扫描及第2次扫描是在使基板40静止的状态下进行。若对扫描区域45(i)的第2循环的两次扫描结束,则对接下来要加工的扫描区域45(i+1)进行移动加工。
61.若扫描区域45(i)与扫描区域45(i+1)中的被加工点41的个数或分布互不相同,则扫描区域45(i)的第1循环的第1次扫描所需的时间与扫描区域45(i+1)的第1循环的第1次扫描所需的时间会不同。控制装置20根据移动加工中进行的一次扫描所需的时间而改变基板40的移动开始至结束为止的时间。例如,通过调整基板40的移动速度,使基板40的移动开始至结束为止的时间与移动加工中进行的一次扫描所需的时间大致相等。
62.接着,对上述实施例的优异效果进行说明。
63.在上述实施例中,除了分步重复方式中采用的静止加工之外,在基板40移动时也进行加工(移动加工)。因此,能够缩短加工时间。并且,在被加工点41未分布的区域未配置扫描区域45。因此,与使未配置有被加工点41的区域也以恒定速度通过可加工范围46(图4a~图4d)时相比,能够缩短加工时间。
64.接着,参考图5b及图5c对上述实施例的变形例进行说明。
65.图5b及图5c为表示基于变形例的油墨涂布方法中的基板移动与激光加工之间的时间关系的时序图。
66.在图5b所示的变形例中,基板40的移动速度在所有扫描区域45中相同。例如,该移动速度对应于各个扫描区域45的一次扫描所需的时间中的最短的时间而设定。例如,基板40的移动速度对应于扫描区域45(i)的一次扫描所需的时间而设定。此时,在除了扫描区域45(i)以外的扫描区域45(i+1)等中,基板40的移动时间变得比一次扫描所需的时间更短。其结果,即使基板40的移动结束,移动加工中的扫描也不会结束。此时,在基板40的移动结束的时刻以后的期间t,使基板40静止的状态下对未加工的被加工点41进行加工。
67.在图5c所示的变形例中,在对一个扫描区域45进行多次扫描而进行加工时,在最后的扫描中适用移动加工。例如,在扫描区域45(i
‑
1)及扫描区域45(i)的加工中,在第2循环的第2次扫描中采用移动加工。如此,关于移动加工,只要在开始移动前进行了静止加工的扫描区域45或在移动后进行静止加工的扫描区域45中的至少一个扫描区域中使激光束的入射位置移动从而进行加工即可。
68.接着,对上述实施例的其他变形例进行说明。
69.在图5a~图5c中,对一个扫描区域45以第1循环的条件进行了一次扫描并以第2循环的条件进行了两次扫描,但是,在对一个扫描区域45至少进行两次扫描时能够适用上述实施例。例如,可以在扫描区域45的静止加工中分别进行至少一次扫描,并在移动加工中分别进行一次扫描。
70.在上述实施例中,在对加工顺序为第1的扫描区域45进行加工时的第1次扫描中适用了移动加工,但是,加工顺序为第1的扫描区域45的所有扫描中均可适用静止加工。只要在加工顺序为第2以后的各个扫描区域45的第1次扫描中适用移动加工即可。
71.在上述实施例中,在一次扫描中向多个被加工点41(图2a及图2b)分别照射了一次激光束,但是,也可以向多个被加工点41分别照射多次激光束,例如两次或三次。此时,在向一个被加工点41照射多个激光脉冲的期间,激光束不被扫描,光束路径被固定。如此,只要在一次扫描中向多个被加工点41(图2a、图2b)分别照射至少一次激光束即可。
72.上述实施例及变形例只是示例,理所当然,实施例及变形例中所示的结构可以进行局部替换或组合。实施例及变形例中的基于相同结构的相同的作用效果并不在各个实施例及变形例中逐一提及。而且,本发明并不只限于上述实施例及变形例。例如,可以进行各种变更、改进、组合等,这对本领域的技术人员来说是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1