一种用于异种金属超声电阻点焊装置及方法
1.本发明属于焊接技术领域,更具体地,涉及一种用于异种金属超声电阻点焊装置及方法。
背景技术:
2.异种金属的电阻点焊通过点焊焊接方法把不同性能的两种或多种材料连接到一起,在满足使用性能同时降低生产成本,实现资源利用最大化。汽车轻量化是现代社会解决资源浪费的重要途径,铝合金和镁合金等轻合金材料因密度低、强度高、耐腐蚀性强、加工性能好,成为重要的车身结构材料。但因价格和承重强度要求,工程中常考虑与钢进行异种金属焊接,既能满足性能要求,又实现汽车的轻量化,经济环保。
3.具有熔点和导电性差异的异种金属电阻点焊时,在焊接阶段会出现“熔核偏移”现象,特别是钢和铝(熔点相差600℃以上),即在钢铝接触面上铝首先局部熔化而钢却未熔化,但在工件钢内部往往形成熔核;而传统的电阻点焊在冷却结晶时,焊接形成的接头很容易形成过厚和晶体尺寸较大的脆性相金属间化合物;线胀系数的差异在焊接接头两侧必然会有较大的热应力存在,增加了裂纹产生倾向;铝及铝合金表面受热迅速生成高熔点的氧化膜,形成焊缝夹渣。解决钢铝在点焊时出现的问题就是要扩大铝熔核尺寸,减小接触面钢铝化合物的厚度,细化晶粒尺寸。
4.一般轻质合金易氧化,超声电阻点焊能够利用超声振动有效地去除工件表面处的氧化膜,焊接时增加液体轻质合金在两工件界面的流动性,铺展性,使两工件有效的结合,并且在冷却凝固时细化晶粒,去除缩孔,弱化残余应力,改善应力场。目前已经将超声波引入电阻点焊中,现有技术中将上下电极都设置为电阻焊和超声波焊共用电极,采用同轴线的双侧单排共用电极对工件施加压力和电流,产生电阻热和摩擦热。然而,超声波点焊机的变幅杆长度决定振幅大小且不利于更换,占用了较大的工作空间;同时,上下电极的振幅因相位差也会造成超声波的失效。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种用于异种金属超声电阻点焊装置及方法,其目的在于在第二电极套设振动件并使振动头沿第二电极轴向方向振动,由此解决现有技术中上下电极的振幅因相位差造成超声波失效的技术问题。
6.为实现上述目的,按照本发明的一个方面,提供了一种用于异种金属超声电阻点焊装置,该装置包括:第一电极、第二电极、超声发生机构和振动件;
7.所述第一电极和所述第二电极同轴设置于被重叠的金属板两侧,且所述第一电极的焊头与所述第二电极的焊头相对设置;
8.所述振动件套设于所述第二电极的焊头外部且与所述第二电极的焊头构成振动头并与所述金属板接触;所述超声发生机构连接于所述振动件,用于为所述振动件提供超声波使其沿所述第一电极和所述第二电极的轴向方向振动。
9.优选地,所述超声发生机构包括超声换能器和超声变幅杆,所述超声换能器设置于所述第二电极的一侧,所述超声变幅杆的两端分别连接于所述超声换能器和所述振动件。
10.优选地,所述超声变幅杆可拆卸连接于所述超声换能器和所述振动件。
11.优选地,所述第一电极和所述第二电极的内部均设有容纳冷却水的腔体。
12.优选地,所述第一电极的焊头为球面焊头或环状焊头。
13.优选地,所述第二电极的焊头为球面焊头或环状焊头。
14.按照本发明的另一方面,提供了一种用于异种金属超声电阻点焊方法,该方法包括以下步骤,
15.s1,预压阶段:将第一电极和第二电极分别置于被重叠的金属板的两侧并对所述被重叠的金属板施加压力,使振动头与金属板表面紧密接触,同时开启超声发生机构,使所述振动头在金属板表面做超声振动;
16.s2,焊接阶段:在所述第一电极和所述第二电极之间通入电流,利用电流通过所述被重叠的金属板产生的电阻热和超声振动产生的摩擦热、塑性热,加热所述被重叠的金属板使两金属板之间形成熔核;
17.s3,超声辅助冷却结晶阶段:保持所述第一电极和所述第二电极对被重叠金属板的压力并停止向所述第一电极和所述第二电极通入电流,所述熔核在压力及超声振动的作用下冷却结晶。
18.优选地,所述第一电极与所述第二电极同轴设置,且所述振动头的振动方向沿所述第一电极和所述第二电极的轴向方向。
19.优选地,步骤s2中所述电流为直流电流、脉冲电流或交流电流,电流大小为0
‑
30a。
20.优选地,步骤s3中,所述压力的时间为0
‑
10s,所述超声振动的维持时间为0
‑
3s。
21.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
22.1、本发明提出的用于异种金属超声电阻点焊装置,通过将第二电极套设环状振动件,便于第一电极的移动和第二电极的固定,使振动头与硬质工件接触,能够有效减缓上工件压痕率和翘曲,节省焊接工作空间,便于工业化生产制造;此外,避免了第一电极、第二电极与振动件共用的振幅因相位差造成超声波的失效。
23.2、本发明提出的用于异种金属超声电阻点焊方法,在预压阶段,超声波振动能够有效清除工件表面的氧化膜,降低了清洗氧化膜的工作量,避免因氧化膜在焊接阶段造成喷溅的现象;在焊接阶段,超声波的高频振动具有空化效应,能够在极短的时间和极小的空间产生高温高压环境,增加低熔点荣建的润湿性,超声波具有声质塑性效应,能够降低材料的屈服强度,充分扩大两工件的有效接触面积;在冷却结晶阶段,超声波的高频振动能够改变工件第二相的形态,消除柱状晶粒并获得等轴晶而细化异种金属化合物的晶粒,增大韧性和强度,提高了焊接质量。
24.3、本发明提出的用于异种金属超声电阻点焊方法,通过限定焊后压力维持时间0
‑
10s和焊后超声波维持时间0
‑
3s,放置维持时间过长导致熔核边缘产生裂纹,提高焊接质量。
附图说明
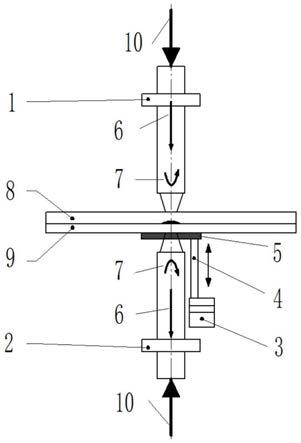
25.图1是本发明的用于异种金属超声电阻点焊装置的结构示意图。
26.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1
‑
第一电极;2
‑
第二电极;3
‑
超声换能器;4
‑
超声变幅杆;5
‑
振动件;6
‑
电流;7
‑
冷却水;8
‑
第一工件;9
‑
第二工件;10电极力。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
28.如图1所示,本发明提出了一种用于异种金属超声电阻点焊装置,该装置包括第一电极1、第二电极2、超声换能器3、超声变幅杆4和振动件5。本发明用于焊接两片熔点和强度均不相同的金属工件,其中第一工件8为熔点低或强度低的轻质合金,第二工件9为熔点高或强度高的硬质合金。
29.本发明的实施例中,所述装置的结构从上到下依次为第一电极1、第一工件8、第二工件9、振动件5和第二电极2,所述第一电极1与所述第二电极2为同轴设置,并且所述第一电极1的焊头与所述第二电极2的焊头分别接触所述第一工件8的上表面与第二工件9的下表面。
30.更进一步的说明,所述振动件5为环形结构,其套设于所述第二电极2的焊头上与所述第二电极2的焊头构成振动头,所述振动头与所述下工件9的下表面紧密接触,在所述第二电极2的一侧设有所述超声换能器3,所述超声换能器3将电信号转换为超声波通过所述超声变幅杆4以带动所述振动件5振动,需要说明的是,所述振动件5的振动方向是沿所述第二电极2轴向方向振动,也就是图1所示的纵向振动。
31.更进一步的说明,所述第一电极1和所述第二电极2的内部均设有容纳冷却水7的腔体。
32.作为本发明的优选实施例,所述超声变幅杆4为可拆卸设置,可根据振动件5的振幅需求更换超声变幅杆以达到焊接的目的。
33.具体的,本发明的实施例提出一种用于异种金属超声电阻点焊方法,该方法具体包括以下步骤:
34.步骤s1,预压阶段:将第一电极和第二电极分别置于被重叠的金属板的两侧并对所述被重叠的金属板施加压力,使振动头与金属板表面紧密接触,同时开启超声发生机构,使所述振动头在金属板表面做超声振动。
35.具体的,将低熔点第一工件在上和高熔点第二工件在下的顺序固定,用第一电极和振动头对被焊工件施加电极力10,使所述振动头与被焊工件紧密接触,同时在预定时间开启超声发生机构,使所述振动头在第二工件表面做超声振动。
36.优选地,所述低熔点第一工件为铝合金、镁合金等低熔点合金;所述高熔点第二工件为钢、钛合金等高熔点合金。
37.其中,预压时间控制在0.3s以上,所述第一电极和所述第二电极为球面电极或环
形电极,电极端面直径为4
‑
20mm;所述超声波振动方向为纵向振动,振幅为0
‑
40μm,频率为15
‑
60hz;所述第一工件和所述第二工件的厚度为0
‑
3mm,所述第一电极和所述第二电极的焊接力为0
‑
4kn。
38.步骤s2,焊接阶段:在所述第一电极和所述第二电极之间通入电流6,利用电流通过所述被重叠的金属板产生的电阻热和超声振动产生的摩擦热、塑性热,加热所述被重叠的金属板使两金属板之间形成熔核。
39.具体的,所述焊接电流为直流电流、交流电流或脉冲电流,电流值为0
‑
30ka,焊接时间为0.1
‑
1s。
40.步骤s3,超声辅助冷却结晶阶段:保持所述第一电极和所述第二电极对被重叠金属板的压力并停止向所述第一电极和所述第二电极通入电流,所述熔核在压力及超声振动的作用下冷却结晶。
41.具体的,在冷却结晶的过程中,当达到预定时间后关闭超声发生机构。其中,焊后压力维持时间为0
‑
10s,超声波焊后维持时间为0
‑
3s,以避免时间过长导致熔核边缘产生裂纹。
42.下面通过具体实施例来进一步说明本发明的技术方案:
43.实施例1
44.采用本发明的装置和方法焊接75lx25wx1.3tmm3trip780钢和75lx25wx1.6tmm3的606l铝合金工件,具体操作如下,
45.用夹具固定工件钢和工件铝,其中工件铝置于工件钢的上方,用伺服控制装置驱动第一电极和第二电极对被焊工件施加3200n的焊接力,预压时间为1s,在0.7s时开启超声发生机构,使振动件在工件钢表面振动,振幅为30μm,超声波频率为20khz;在第一电极和第二电极之间通入焊接交流电流,电流幅值为19ka,加热时间为0.3s;冷却结晶阶段,电阻焊后压力维持时间为1s,超声波维持时间为0.3s。
46.实施例2
47.采用本发明的装置和方法焊接75
l
x25
w
x1.5
t
mm3trip780钢和75
l
x25
w
x2
t
mm3的606l铝合金工件,具体操作如下:
48.用夹具固定工件钢和工件铝,其中工件铝置于工件钢的上方,用伺服控制装置驱动第一电极和第二电极对被焊工件施加3400n的焊接力,预压时间为1s,在0.7s时开启超声发生机构,使振动头在工件钢表面振动,振幅为35μm,超声波频率为20khz;在第一电极和第二电极之间通入焊接交流电流,电流幅值为22ka,加热时间为0.4s;冷却结晶阶段,电阻焊后压力维持时间为2s,超声波维持时间为0.3s。
49.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1