一种自动波垫机的制作方法
1.本发明属于装配辅助设备领域,尤其涉及一种自动波垫机。
背景技术:
2.微电机全称“微型电动机”,是指直径小于160mm或额定功率小于750mw的电机,基本组成包括定子、转子、电枢绕组、电刷等部件,结构格外紧凑,微电机常用于控制系统或传动机械负载中,用于实现机电信号或能量的检测、解析运算、放大、执行或转换等功能。
3.现有技术中,在转子装配过程中,为了防止窜轴需要加装配套波垫,现有装配线一般通过人工或机械手加装,人工加工效率低成本高,机械手加装效率高,但因波垫厚度较小,容易多片波垫堆叠,影响装配质量及产品安全。
技术实现要素:
4.本发明正是针对现有技术存在的不足,提供了一种自动波垫机。
5.为解决上述问题,本发明所采取的技术方案如下:
6.一种自动波垫机,安装在微电机装配线上,包括台面板、转盘集料装置、吸取装置、分离装置和顶升装置,所述台面板为矩形面板,转盘集料装置位于台面板一侧,吸取装置位于转盘集料装置上方,分离装置位于吸取装置下方一侧,顶升装置位于吸取装置正下方的台面板底部,所述转盘集料装置设有导向轴套,波垫套叠在导向轴套上,吸取装置设有吸盘座,吸盘座位于导向轴套正上方,分离装置设有水平气缸和磁铁,磁铁对称安装在水平气缸末端,顶升装置设有贯穿式步进电机,贯穿式步进电机的轴杆位于吸盘座的同轴正下方,且贯穿式步进电机的轴杆与导向轴套配合,贯穿式步进电机驱动导向轴套上的波垫上移至吸盘座处,吸盘座吸取波垫,贯穿式步进电机下移,分离装置的水平气缸推动磁铁移动至吸盘座下方,磁铁吸除冗叠的波垫。
7.进一步的,所述转盘集料装置包括驱动装置、转盘、导向轴套和顶杆底座,驱动装置位于台面板底部,转盘水平位于台面板上,驱动装置与转盘圆心垂直轴连接,导向轴套均匀竖直安装于转盘上表面,顶杆底座滑动套接在导向轴套底端,且顶杆底座上端面为波垫仿形。
8.进一步的,所述吸取装置包括安装板、连接轴管和吸盘座,安装板水平固定,连接轴管竖直安装在安装板上,吸盘座固定安装在连接轴管底端,连接轴管与安装板轴承连接,连轴轴管上端设有转轮,安装板上表面一侧设有电机,电机与转轮带传动连接,安装板另一侧对称设有槽型光电传感器,槽型光电传感器正对转轮。
9.进一步的,分离装置包括固定架、水平气缸、安装座和磁铁,固定架竖直安装在台面板上,水平气缸水平安装在固定架上,安装座为一面开槽的直角板,磁铁对称安装在水平开槽面安装座上。
10.进一步的,所述顶升装置包括贯穿式步进电机、顶升导杆、滑动板和下固定板,顶升导杆对称竖直安装在台面板底部,贯穿式步进电机竖直位于顶升导杆中部,滑动板水平
安装在顶升导杆中部,下固定板水平安装在顶升导杆底端,贯穿式步进电机底端与滑动板连接,上端贯穿台面板且位于吸盘座正下方的导向轴套轨迹上,下部固定板外侧设有接近传感器。
11.进一步的,所述转盘集料装置与分离装置之间一侧设有感应装置,所述感应装置包括支架和位置传感器,支架竖直安装在台面板上,位置传感器水平安装在支架上,且位置传感器感应点位于吸盘座正下方。
12.进一步的,所述分离装置后端一侧设有检测装置,所述检测装置包括l型支板和位移传感器,l型支板竖直安装在台面板上,位移传感器安装在l型支板上端。
13.本发明与现有技术相比较,本发明的实施效果如下:
14.本发明所述的一种自动波垫机,波垫集中于转盘集料装置,通过顶升装置将将波垫顶起至位置传感器感应高度,吸盘座下降,左右旋转,让波垫与吸盘座仿形贴合,然后顶升装置下降,分离装置的水平气缸推动磁铁至波垫下方两侧,利用磁力分离吸盘座上多余的波垫,并利用检测装置检测吸盘座上波垫数量,装置整体多传感器联动,动作可靠准确,自动化吸附分离波垫,装配效率大大提高,节约人力时间成本,便于装配线生产作业。
附图说明
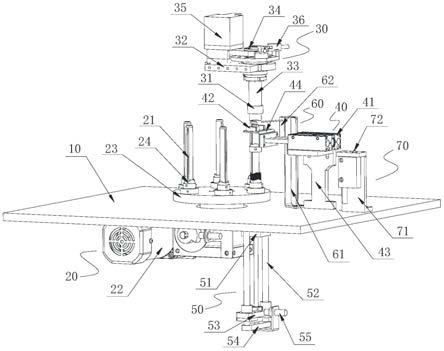
15.图1为本发明所述的一种自动波垫机结构示意图。
具体实施方式
16.下面将结合具体的实施例来说明本发明的内容。
17.如图1所示为本发明所述的一种自动波垫机结构示意图,所述的一种自动波垫机,安装在微电机装配线上,包括台面板10、转盘23集料装置20、吸取装置30、分离装置40和顶升装置50,所述台面板10为矩形面板,转盘23集料装置20位于台面板10一侧,吸取装置30位于转盘23集料装置20上方,分离装置40位于吸取装置30下方一侧,顶升装置50位于吸取装置30正下方的台面板10底部,所述转盘23集料装置20设有导向轴套21,波垫套叠在导向轴套21上,吸取装置30设有吸盘座31,吸盘座31位于导向轴套21正上方,分离装置40设有水平气缸41和磁铁42,磁铁42对称安装在水平气缸41末端,顶升装置50设有贯穿式步进电机51,贯穿式步进电机51的轴杆位于吸盘座31的同轴正下方,且贯穿式步进电机51的轴杆与导向轴套21配合,贯穿式步进电机51驱动导向轴套21上的波垫上移至吸盘座31处,吸盘座31吸取波垫,贯穿式步进电机51下移,分离装置40的水平气缸41推动磁铁42移动至吸盘座31下方,磁铁42吸除冗叠的波垫,自动化程度高,提高了波垫的吸附分效率,有利于装配线生产。
18.所述转盘23集料装置20包括导向轴套21、驱动装置22、转盘23和顶杆底座24,驱动装置22位于台面板10底部,转盘23水平位于台面板10上,驱动装置22与转盘23圆心垂直轴连接,导向轴套21均匀竖直安装于转盘23上表面,顶杆底座24滑动套接在导向轴套21底端,且顶杆底座24上端面为波垫仿形,驱动装置22驱动转盘23旋转选择对应的导向轴套21,顶升装置50提升顶杆底座24,使得波垫上移至吸盘座31吸取位置。
19.所述吸取装置30包括吸盘座31、安装板32和连接轴管33,安装板32水平固定,连接轴管33竖直安装在安装板32上,吸盘座31固定安装在连接轴管33底端,连接轴管33与安装板32轴承连接,连轴轴管上端设有转轮34,安装板32上伺服电机35,伺服电机35与转轮34带
传动连接,安装板32另一侧对称设有槽型光电传感器36,槽型光电传感器36正对转轮34,电机驱动转轮34使得吸盘座31旋转,并通过槽型光电传感器36控制转轮34左右旋转角度,使得吸盘座31与波垫贴合,吸取更加牢固可靠,。
20.所述分离装置40包括水平气缸41、磁铁42、固定架43和安装座44,固定架43竖直安装在台面板10上,水平气缸41水平安装在固定架43上,安装座44为一面开槽的直角板,磁铁42对称安装在水平开槽面安装座44上,吸盘座31吸取波点后,顶升装置50下降,水平气缸41推动磁铁42至吸盘座31下方,磁铁42位于波垫下方两侧,通过磁场吸力去除叠加吸取的底部波垫。
21.所述顶升装置50包括贯穿式步进电机51、顶升导杆52、滑动板53和下固定板54,顶升导杆52对称竖直安装在台面板10底部,贯穿式步进电机51竖直位于顶升导杆52中部,滑动板53水平安装在顶升导杆52中部,下固定板54水平安装在顶升导杆52底端,贯穿式步进电机51底端与滑动板53连接,上端贯穿台面板10且位于吸盘座31正下方的导向轴套21轨迹上,下部固定板外侧设有接近传感器55,通过接近传感器55限位贯穿式步进电机51的下移位置。
22.所述转盘23集料装置20与分离装置40之间一侧设有感应装置60,所述感应装置60包括支架61和位置传感器62,支架61竖直安装在台面板10上,位置传感器62水平安装在支架61上,且位置传感器62感应点位于吸盘座31正下方,顶升装置50提升波垫至位置传感器62感应位置后停止,便于确定吸盘座31的下降高度,确保吸取波垫的动作的可靠稳定性。
23.所述分离装置40后端一侧设有检测装置70,所述检测装置70包括l型支板71和位移传感器72,l型支板71竖直安装在台面板10上,位移传感器72安装在l型支板71上端,通过位移传感器72检测吸盘座31上的波垫厚度及数量。
24.综上,所述的一种自动波垫机,波垫集中于转盘23集料装置20,通过顶升装置50将将波垫顶起至位置传感器62感应高度,吸盘座31下降,左右旋转,让波垫与吸盘座31仿形贴合,然后顶升装置50下降,分离装置40的水平气缸41推动磁铁42至波垫下方两侧,利用磁力分离吸盘座31上多余的波垫,并利用检测装置70检测吸盘座31上波垫数量,装置整体多传感器联动,动作可靠准确,自动化吸附分离波垫,装配效率大大提高,节约人力时间成本,便于装配线生产作业。
25.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1