焊缝金属以及用于产生焊缝金属的金属粉末药芯焊丝的制作方法
1.本发明涉及一种焊缝金属以及一种金属粉末药芯焊丝,所述金属粉末药芯焊丝包括填充粉末和包围所述填充粉末的壳体,用于在电弧焊接法中产生焊缝金属。
背景技术:
2.在工业应用中以及在运输工具工业和建筑工业中存在对减轻重量的需求,从而越来越多地把不同的轻型构造原理,例如结构性轻型构造和材料轻型构造付诸实施。在结构性轻型构造中,尝试通过结构性措施来降低重量,其中尤其力求尽可能均匀地利用材料体积。材料轻型构造的基础在于,用具有更高特定性能的其它材料替换构件的初始材料。在相同的构件性能的情况下,相对于常规钢种,高强度钢大都允许更小的壁厚。使用较高强度的钢允许能够在不牺牲安全性和功能性要求的情况下减少部件的厚度。高强度钢具有大于355 n/mm2的屈服强度r
e
。
3.为了能够尽可能好地利用这种高强度钢的优点,在焊接的结构中有利的是,也优化焊接连接的强度。高强度钢的焊接尤其需要使用合适的焊接添加材料。焊接添加材料在焊接时与熔融的母材一起流动,并且由此有助于形成焊缝。焊接添加材料决定性地确定焊缝的性能,例如强度和变形能力。
4.在用药芯焊丝电焊条焊接时,可以通过粉末填充物强烈地影响焊缝金属的机械品质值。对于药芯焊丝电焊条,根据气体保护的类型区分为带有保护气体焊接的气体保护的药芯焊丝电焊条和通过电弧由填充物本身的元素产生其保护气体的自保护的药芯焊丝电焊条。对于气体保护的药芯焊丝电焊条,区分为金属粉末药芯焊丝和钛型和/或碱性造渣型药芯焊丝电焊条。
5.金属粉末药芯焊丝的填充物基本上由铁粉、合金元素和电弧稳定元素组成。金属粉末药芯焊丝不形成焊渣,因此焊缝的表面没有焊渣;取决于保护气体和母材,在焊道的表面上仅可能存在个别的硅酸盐岛和氧化物岛。
技术实现要素:
6.本发明的目的现在于,如下改进焊缝金属,即,其具有对于高强度钢的焊接而言所必需的最小屈服强度并且同时具有高的缺口冲击功。
7.为了实现该目的,根据第一方面,本发明提供一种焊缝金属,其具有以下化学组成:c: 0.08
‑
0.10 重量%mn: 1.30
‑
2.00 重量%si: 0.35
‑
0.60 重量%cr: 0.60
‑
0.80 重量%ni: 2.50
‑
3.00 重量%mo: 0.30
‑
0.80 重量%
v: 0.20
‑
0.30 重量%以及任选另外的成分,尤其是:co: ≤ 0.02 重量%ti: 0.01
‑
0.02 重量%al: ≤ 0.010 重量%,余量为铁以及不可避免的杂质。
8.根据一个优选的实施方案,所述焊缝金属具有以下化学组成:c: 0.080
‑
0.095 重量%mn: 1.40
‑
1.50 重量%si: 0.35
‑
0.55 重量%cr: 0.60
‑
0.80 重量%ni: 2.50
‑
3.00 重量%mo: 0.30
‑
0.60 重量%v: 0.20
‑
0.25 重量%以及任选另外的成分,尤其是:co: ≤ 0.02 重量%ti: 0.007
‑
0.018 重量%al: ≤ 0.007 重量%,余量为铁以及不可避免的杂质。
9.本发明以研究合金元素对纯焊缝金属的机械性能的影响为基础。可以找到一种合金设计,用该合金设计可以构造具有更小重量和甚至更高的容许负荷的能量有效的构件。
10.此外,对整个焊缝金属的微观结构和所产生的机械性能之间的关系进行了深入研究。已经令人惊讶地表明,由于各个合金元素的各自狭窄选择的量的范围的组合,强度显著高于常规的合金组成。尤其已经发现,由于高于0.20重量%的相对高的钒含量,在根据本发明的合金组成的情况下,强度显著增加。尤其观察到钒的簇形成,这显然是强度显著增加的原因。但是,在钒含量超过0.30重量%的情况下,缺口冲击韧性急剧下降。此外已经发现,为了达到所需的韧性,精细的无序马氏体微观结构是值得向往的。
11.数值模拟显示出适当的与机械测试的一致性。根据本发明的合金理念此外在熔滴分离和电弧稳定性方面具有出色的焊接性能。
12.此外,用与类型相同的合适母体材料的对接焊接的试验表明,使用不同的冷却速率可以获得高的强度值和韧性性能。尤其已经发现,冷却速率可以以5至25秒的t8/5时间变化,而不会显著改变焊缝金属的机械性能。这里,t8/5时间给出了在焊道及其热影响区的冷却期间用以通过从800℃至500℃的温度范围所需的时间。
13.优选具有以下化学组成的焊缝金属:c: 0.080
‑
0.090 重量%mn: 1.40
‑
1.50 重量%si: 0.40
‑
0.50 重量%cr: 0.60
‑
0.70 重量%ni: 2.70
‑
3.00 重量%
mo: 0.50
‑
0.60 重量%v: 0.20
‑
0.25 重量%以及任选另外的成分,尤其是:co: ≤ 0.02 重量%ti: 0.007
‑
0.018 重量%al: ≤ 0.007 重量%,余量为铁以及不可避免的杂质。
14.关于钒含量,优选提供,钒的上限值为0.30重量%或0.29重量%或0.28重量%或0.27重量%。
15.关于钒含量,进一步优选提供, 钒的下限值为0.20 重量%或0.21 重量%或0.22 重量%或0.23 重量%或0.24 重量%。
16.因此,在本发明范围内,以下范围的钒含量(重量%)是可行的:0.20
–
0.30,0.20
–
0.29,0.20
–
0.28,0.20
–
0.27,0.21
–
0.30,0.21
–
0.29,0.21
–
0.28,0.21
–
0.27,0.22
–
0.30,0.22
–
0.29,0.22
–
0.28,0.22
–
0.27,0.23
–
0.30,0.23
–
0.29,0.23
–
0.28,0.23
–
0.27,0.24
–
0.30,0.24
–
0.29,0.24
–
0.28,0.24
–
0.27。
17.其他成分的含量优选限制如下:nb: ≤ 0.002 重量%n: ≤ 0.05 重量%o: ≤ 0.05 重量%p: ≤ 0.012 重量%s: ≤ 0.010 重量%cu: ≤ 0.3 重量%优选提供,所述焊缝金属的拉伸强度rm大于1100 mpa,特别优选大于1150 mpa(根据din en iso 6892
‑
1:2017
‑
02在拉伸试验中测量)。
18.优选地,所述焊缝金属的屈服强度rp0.2大于1100 mpa。屈服强度 rp0.2为0.2%屈服点,其相应于这样的单轴机械应力,在该应力下在去负荷后的基于样品初始长度的拉伸残余伸长率恰好为0.2%,根据din en iso 6892
‑
1:2017
‑
02在拉伸试验中测量。
19.此外优选提供,所述焊缝金属在+ 20℃下的缺口冲击功大于35 j,特别优选大于40 j。
20.优选提供,所述焊缝金属在
‑ꢀ
20℃下的缺口冲击功大于35 j,特别优选大于40 j。
21.在此,缺口冲击功在根据din en iso 148
‑
1的缺口冲击弯曲试验中测定。
22.为了确保焊缝金属的拉伸强度和缺口冲击韧性都超过相应的最小值,优选提供,所述焊缝金属的拉伸强度rm与缺口冲击功的乘积 > 39500 mpa
·
j,优选> 50000 mpa
·
j。
23.优选提供,所述焊缝金属的断裂伸长率a5大于10%,优选大于12%。在此,在根据din en iso 6892
‑
1:2017
‑
02的拉伸试验中确定断裂伸长率,其中,样品的初始测量长度l0与初始直径d0的比率为5。
24.焊缝金属优选具有马氏体组织。
25.根据第二方面,本发明提供了一种金属粉末药芯焊丝,其包括填充粉末和包围所述填充粉末的壳体,用于在电弧焊接法中产生焊缝金属,其中形成用以形成根据本发明的焊缝金属的金属粉末药芯焊丝。
26.优选提供,所述填充粉末具有电弧稳定剂,以便还进一步改善药芯焊丝电焊条的焊接性能。
27.此外优选提供,所述填充粉末的重量占药芯焊丝电焊条的重量的10至30%。该值也被称为填充度。
28.为了实现将填充粉末可靠地保持在壳体中,优选提供,所述壳体由对接焊接的或折叠的或定位焊接的(verschwei
ß
ten)带形成。由此可以通过将填充粉末称量到成型的带中并且接着将该带封闭而简单且有效地制造所述壳体。原则上,可以以三种不同的方式制造金属粉末药芯焊丝:对接焊接或折叠的制造路线;形状封闭的制造线路或定位焊接的(verschwei
ß
te)制造线路(例如激光焊接或高频焊接) 。在形状封闭的、不连续的制造工艺中,将粉末通过振摇引入到已经封闭的管中。
附图说明
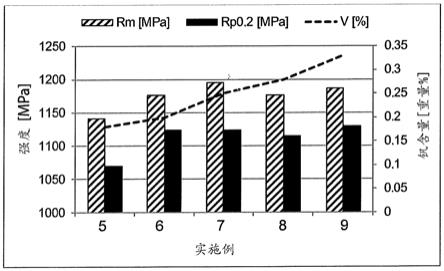
29.拉伸强度rm和屈服强度 rp0.2的测量结果与钒含量的相关性在图1中示出。图2示出了缺口冲击韧性与钒含量的相关性。
具体实施方式
30.下面借助实施例详细解释本发明。
31.根据en iso 15792
‑
1版本:2019
‑
11
‑
15,进行纯焊缝金属的机械技术性能试验。金属粉末药芯焊丝可具有0.9 mm至2.4 mm的外径。
32.使用以下焊接参数:焊接电压:23
‑
29 v焊丝进给:7
‑
10 m/min将金属粉末药芯焊丝在直流电下接正极在24v电压下在保护气体气氛下焊接。
33.测量了纯焊缝金属的以下材料性能,也就是说,没有例如热影响区中的基础材料的影响。在由多层纯焊接金属制成的圆柱体上进行化学组成的测量。
34.纯焊缝金属的化学分析借助于火花光谱仪来测定,并且定期地用经认证的实验室的湿化学分析来检查由此获得的数据。
35.进行实施例所基于的试验,以获得金属粉末药芯焊丝,其在加工之后在纯焊缝金属中具有至少1100 mpa的屈服强度rp0.2、至少10%的断裂伸长率并且同时具有足够的韧性值,尤其是在
‑
20℃下至少35 j的高缺口冲击功。在纯焊缝金属中在
‑
20℃下所要求的35 j的最小缺口冲击功是必需的,以便在与屈服强度 >1100 mpa的类型相同的高强度母材连接时也达到27 j的最小缺口冲击功。这适用于液态调质(fl
ü
ssigverg
ü
tete)钢或热机械轧制钢。
36.实施例1
‑
4在实施例1至4中,获得具有表1中给出的合金组成的焊缝金属。余量由铁以及不可避免的杂质构成。
37.表1: 实施例1实施例2实施例3实施例4c[重量%]0.090.080.070.06si[重量%]0.40.50.40.5mn[重量%]1.41.41.21.4cr[重量%]0.70.60.60.5mo[重量%]0.50.50.50.5ni[重量%]2.72.92.22.8al[重量%]0.0060.0050.0050.005co[重量%]0.0070.0080.0060.007ti[重量%]0.010.010.010.01v[重量%]0.230.220.220.22拉伸强度rm[mpa]1197118510621120屈服强度rp0.2[mpa]1135112710241087断裂伸长率a5[%]14,212.310.612.7+20
°
c下的缺口冲击功cv[j]58575154
‑
20
°
c下的缺口冲击功cv[j]50504148根据本发明的xx
ꢀꢀ
[0038]
在实施例1和2中,各个合金元素的含量在根据本发明的范围内:c: 0.08
‑
0.10 重量%mn: 1.30
‑
2.0 重量%si: 0.35
‑
0.60 重量%cr: 0.60
‑
0.80 重量%ni: 2.50
‑
3.00 重量%mo: 0.30
‑
0.80 重量%v: 0.20
‑
0.30 重量%co: ≤ 0.02 重量%ti: 0.01
‑
0.02 重量%al: ≤ 0.010 重量%,产生各自至少1100 mpa的拉伸强度rm和屈服强度rp0.2。此外,断裂伸长率超过10%,并且缺口冲击功不仅在+20℃下而且在
‑
20℃下均超过35 j.在实施例3中,使碳含量、镍含量和锰含量降低到低于各自的根据本发明的量的范围。这导致各自低于1100 mpa的设定限值的降低的拉伸强度rm和降低的屈服强度rp0.2。
[0039]
在实施例4中,碳含量和铬含量降低到低于各自的根据本发明的量的范围。这导致低于1100 mpa的设定限值的降低的屈服强度rp0.2。
[0040]
实施例5
‑
8在实施例5至8中获得具有在表2中给出的合金组成的焊缝金属。这些实施例的区别仅在于钒的含量。余量由铁以及不可避免的杂质构成。
[0041]
表2:
ꢀ
实施例5实施例6实施例7实施例8实施例9c[重量%]0.08
‑
0.090.08
‑
0.090.08
‑
0.090.08
‑
0.090.08
‑
0.09si[重量%]0.50.50.50.50.5mn[重量%]1.41.41.41.41.4cr[重量%]0.70.70.70.70.7mo[重量%]0.70.70.70.70.7ni[重量%]2.9
‑
3.02.9
‑
3.02.9
‑
3.02.9
‑
3.02.9
‑
3.0al[重量%]0.0060.0060.0060.0060.006co[重量%]0.0070.0070.0070.0070.007ti[重量%]0.010.010.010.010.01v[重量%]0.180.200.250.280.33根据本发明的 xxx [0042]
在实施例6、7和8中,v含量在0.20
‑
0.30重量%的根据本发明的范围内。在其它实施例中,v含量低于根据本发明的范围(实施例1)或高于根据本发明的范围(实施例8和9) 。
[0043]
拉伸强度rm和屈服强度 rp0.2的测量结果与钒含量的相关性在图1中示出。图2示出了缺口冲击韧性与钒含量的相关性。
[0044]
图1示出了,在钒含量为0.20或更高的情况下,屈服强度rp0.2超过最小值1100 mpa。然而,在钒含量为0.33 重量%的情况下(实施例9)缺口冲击韧性不再高于最小值35 j并且尤其是不足够高,以便在与类型相同的母材的连接中达到27 j的最小缺口冲击功 (参见图2) 。因此,仅实施例6、7和8满足所有预定值,并因此被认为是根据本发明的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1