一种热轧调宽坯宽度控制方法及装置与流程
1.本发明涉及炼钢技术领域,尤其涉及一种热轧调宽坯宽度控制方法及装置。
背景技术:
2.为了满足热轧线产品宽度要求和减宽能力限制,连铸工序一般设计多个板坯宽度坯型,不同的板坯宽度切换时就会出现调宽坯。调宽坯头尾宽度不均匀,头尾宽度差一般在20~150mm。对于调宽坯,热轧一般还是按照正常板坯进行宽度控制,导致成品宽度也存在宽度楔形。因此多数调宽坯生产的产品只能按协议品进行处置,给企业造成了大量的浪费。
3.可见目前热轧过程中调宽坯的宽度存在不均匀的现象,导致浪费严重。
技术实现要素:
4.鉴于上述问题,本发明提出了一种热轧调宽坯宽度控制方法及装置,能够得到头尾宽度更加均匀的调宽坯,避免了生产浪费。
5.第一方面,本申请通过一实施例提供如下技术方案:
6.一种热轧调宽坯宽度控制方法,包括:
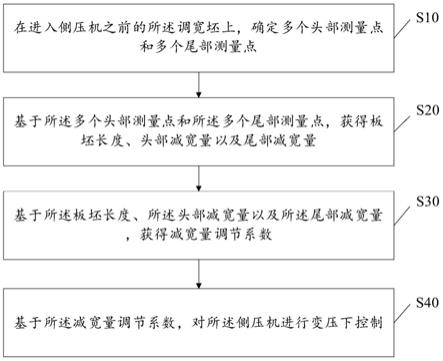
7.在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点;基于所述多个头部测量点和所述多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量;基于所述板坯长度、所述头部减宽量以及所述尾部减宽量,获得减宽量调节系数;基于所述减宽量调节系数,对所述侧压机进行变压下控制。
8.可选的,所述在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点,包括:
9.在进入侧压机之前的所述调宽坯的头部确定第一预设长度,以及在所述调宽坯的尾部确定第二预设长度;基于所述第一预设长度和所述第二预设长度,确定目标区域;其中,所述目标区域为所述调宽坯上所述第一预设长度和所述第二预设长度之外的长度区域;在所述目标区域的头部确定多个头部测量点,在所述目标区域的尾部确定多个尾部测量点。
10.可选的,基于所述多个头部测量点和所述多个尾部测量点,获得头部减宽量以及尾部减宽量,包括:
11.基于所述多个头部测量点的宽度值,获取所述调宽坯的头部宽度均值;基于所述调宽坯的原始宽度和所述头部宽度均值,获得所述头部减宽量;基于所述多个尾部测量点的宽度值,获取所述调宽坯的尾部宽度均值;基于所述调宽坯的原始宽度和所述尾部宽度均值,获得所述尾部减宽量。
12.可选的,基于所述多个头部测量点和所述多个尾部测量点,获得板坯长度,包括:
13.基于所述多个头部测量点的位置,获得第一目标位置;其中,所述第一目标位置为所述多个头部测量点中最远两点的中心位置;基于所述多个尾部测量点的位置,获得第二目标位置;其中,所述第二目标位置为所述多个尾部测量点中最远两点的中心位置;基于所
述第一目标位置和所述第二目标位置,获得板坯长度。
14.可选的,所述基于所述板坯长度、所述头部减宽量以及所述尾部减宽量,获得减宽量调节系数,包括:
15.基于公式获得所述减宽量调节系数;其中,k为减宽量调节系数,δw
h
为头部减宽量,δw
t
为尾部减宽量。
16.第二方面,基于同一发明构思,本申请通过一实施例提供如下技术方案:
17.一种热轧调宽坯宽度控制装置,包括:
18.确定模块,用于在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点;第一获取模块,用于基于所述多个头部测量点和所述多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量;第二获取模块,用于基于所述板坯长度、所述头部减宽量以及所述尾部减宽量,获得减宽量调节系数;控制模块,用于基于所述减宽量调节系数,对所述侧压机进行变压下控制。
19.可选的,所述确定模块,具体用于:
20.在进入侧压机之前的所述调宽坯的头部确定第一预设长度,以及在所述调宽坯的尾部确定第二预设长度;基于所述第一预设长度和所述第二预设长度,确定目标区域;其中,所述目标区域为所述调宽坯上所述第一预设长度和所述第二预设长度之外的长度区域;在所述目标区域的头部确定多个头部测量点,在所述目标区域的尾部确定多个尾部测量点。
21.可选的,所述第一获取模块,具体用于:
22.基于所述多个头部测量点的宽度值,获取所述调宽坯的头部宽度均值;基于所述调宽坯的原始宽度和所述头部宽度均值,获得所述头部减宽量;基于所述多个尾部测量点的宽度值,获取所述调宽坯的尾部宽度均值;基于所述调宽坯的原始宽度和所述尾部宽度均值,获得所述尾部减宽量。
23.可选的,所述第一获取模块,具体用于:
24.基于所述多个头部测量点的位置,获得第一目标位置;其中,所述第一目标位置为所述多个头部测量点中最远两点的中心位置;基于所述多个尾部测量点的位置,获得第二目标位置;其中,所述第二目标位置为所述多个尾部测量点中最远两点的中心位置;基于所述第一目标位置和所述第二目标位置,获得板坯长度。
25.第三方面,基于同一发明构思,本申请通过一实施例提供如下技术方案:
26.一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述第一方面中任一项所述方法的步骤。
27.本发明实施例中提供的一种热轧调宽坯宽度控制方法及装置,通过在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点。再基于多个头部测量点和多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量,降低了调宽坯的局部宽度变化对减宽量调节系数产生影响,提高减宽量调节系数的准确性。进一步的,基于板坯长度、头部减宽量以及尾部减宽量,获得减宽量调节系数,使得该调节系数能够实现对调宽坯的宽度调节。最后,基于减宽量调节系数,对侧压机进行变压下控制,就能够得到头尾宽度更加均匀的调宽坯,避免了生产浪费。
28.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
29.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
30.图1示出了本发明第一实施例提供的一种热轧调宽坯宽度控制方法的流程图的流程图;
31.图2示出了未采用本发明第一实施例方法生产时的调宽坯宽度变化曲线图;
32.图3示出了本发明第一实施中侧压机减宽量沿调宽坯的长度变化的曲线图;
33.图4示出了采用本发明第一实施例方法生产时的调宽坯成品宽度变化曲线图;
34.图5示出了本发明第二实施例提供的一种热轧调宽坯宽度控制装置的结构示意图。
具体实施方式
35.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
36.第一实施例
37.请参见图1,图1示出了本发明第一实施例提供的一种热轧调宽坯宽度控制方法的流程图。所述方法包括的步骤如下:
38.步骤s10:在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点。
39.在步骤s10中,由于需要对侧压机进行控制,所以需要在进入侧压机之前进行调宽坯的宽度测量。多个头部测量点应当靠近于调宽坯的头部位置,多个尾部测量点应当靠近于调宽坯的尾部位置。为了避免短行程控制的相互干扰产生的影响,可在确定测量点之前对调宽坯进行去头尾,也即步骤s10的具体执行如下:
40.首先,在进入侧压机之前的调宽坯的头部确定第一预设长度,以及在调宽坯的尾部确定第二预设长度。第一预设长度和第二预设长度为即为调宽坯的头尾中受到短距离行程控制干扰的长度范围。第一预设长度和第二预设长度可以相同或不同,针对不同的钢种可进行区别设置。第一预设长度和第二预设长度的范围取值为0.5~1m,可跳过短行程控制的相互干扰区域,并且能够尽可能的增加调宽坯中调宽计算的长度范围,保证后续减宽量调节系数计算的准确性。也就是说,通过舍弃调宽坯头尾段小范围的控制精度就可提高调宽坯中间段的控制精度。
41.然后,基于第一预设长度和第二预设长度,确定目标区域;其中,目标区域为调宽
坯上第一预设长度和第二预设长度之外的长度区域。最后,在目标区域的头部确定多个头部测量点,在目标区域的尾部确定多个尾部测量点。头部测量点和尾部测量点的数量可以相同或不同,具体可根据生产时宽度波动大小来确定,宽度波动越大测量点的数量可越多,提高数据的准确性。例如,头部测量点和尾部测量点的数量取值可为4~10个,头部测量点和尾部测量点可均匀分布也可非均匀分布,不作限制。本实施例中,头部测量点和尾部测量点均可取为5个,在保证得到准确数据的前提下,降低硬件成本和人工成本。
42.步骤s20:基于所述多个头部测量点和所述多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量。
43.在步骤s20中,获取板坯长度的过程为:首先,基于多个头部测量点的位置,获得第一目标位置;其中,第一目标位置为多个头部测量点中最远两点的中心位置;然后,基于多个尾部测量点的位置,获得第二目标位置;其中,第二目标位置为多个尾部测量点中最远两点的中心位置;最后,基于第一目标位置和第二目标位置,获得板坯长度。这样可保证板坯长度能够与实际的头部减宽量以及尾部减宽量相对应,避免产生误差。
44.举个例子,若多个头部测量点和多个尾部测量点均为5个时,其头部测量点的宽度值与位置数据为(w
i
,x
i
),i=a1、a2、a3、a4、a5,尾部测量点的宽度值与位置数据为(w
j
,x
j
),j=b1、b2、b3、b4、b5,其中w
i
、w
j
为宽度值,x
i
、x
j
为调宽坯上测量点的位置。若多个头部测量点中x
a1
、x
a5
为最远两点,多个尾部测量点中x
b1
、x
b5
为最远两点,则第一目标位置为第二目标位置为板坯长度为若头部测量点和尾部测量点中均为顺序排列的等间距的测量点,则第一目标位置为x
a3
,第二目标位置为x
b3
,板坯长度为l=x
b3
‑
x
a3
。
45.需要说明的是,本实施例中可从pdi(proportional
‑
integral
‑
derivative control,比例积分微分控制)控制器中获取每个测量点的测量数据,例如,由炼钢质检人员人工测量,并维护进三级系统,三级系统通过pdi下发给热轧二级系统。也可通过粗轧入口测宽仪获取每个测量点的测量数据,测宽仪可安装在侧压机之前,对调宽坯进行宽度测量并记录每个测量点的位置和宽度值。采用测宽仪测量时也可在调宽坯的全长度上进行取点测量,最终得到n个测量点(w
i
,x
i
),i=1,2,3,...,n,可从上述n个测量点中选取多个头部测量点和多个尾部测量点。
46.在步骤s20中,获取头部减宽量和尾部减宽量的过程为:
47.获取头部减宽量时,可基于多个头部测量点的宽度值,获取调宽坯的头部宽度均值;基于调宽坯的原始宽度和头部宽度均值,获得头部减宽量。举个例子,头部测量点的宽度值与位置数据为(w
i
,x
i
),i=a1、a2、a3、a4、a5,则头部宽度均值为头部减宽量δw
h
=w
‑
w
h
。
48.获取尾部减宽量时,可基于多个尾部测量点的宽度值,获取调宽坯的尾部宽度均值;基于调宽坯的原始宽度和尾部宽度均值,获得尾部减宽量。举个例子,尾部测量点的宽度值与位置数据为(w
j
,x
j
),j=b1、b2、b3、b4、b5,则尾部宽度均值尾部减宽量δw
t
=w
‑
w
t
。
49.在本实施例中通过多个头部测量点和多个尾部测量点来获取板坯长度、头部减宽量以及尾部减宽量,可以降低调宽坯的局部宽度波动产生的影响,提高了后续获取减宽量调节系数的准确性。
50.步骤s30:基于所述板坯长度、所述头部减宽量以及所述尾部减宽量,获得减宽量调节系数。
51.在步骤s30中,具体实现为基于公式获得减宽量调节系数;其中,k为减宽量调节系数,δw
h
为头部减宽量,δw
t
为尾部减宽量。当基于减宽量调节系数进行控制的时候,就能够根据侧压机的步进量进行精确调整,当调宽坯在侧压机中每前进一步时减宽量的变化量为k
·
δl,δl为侧压机的步进量。
52.步骤s40:基于所述减宽量调节系数,对所述侧压机进行变压下控制。
53.在步骤s40中,粗轧区的减宽设备一般为侧压机和立辊,涉及到的输入参数一般为精轧目标宽度、中间坯厚度、出炉温度、粗轧出口温度、粗轧轧制模式、粗轧负荷分配、侧压机和立辊最大减宽量等。涉及到的模型为粗轧模型,本实施例中通过上述的减宽量调节系数对粗轧模型的侧压机的减宽量进行控制,也即侧压机对调宽坯进行压下控制时,每前进一步时减宽量的变化量为k
·
δl,这样通过侧压机的变压下控制,可保证调宽坯的中间段的宽度变化更加均匀,避免产生楔形的调宽坯。
54.举个例子,对某钢种通过实际的生产测试,应用于2250mm热轧生产线的调宽坯(头尾宽度差100mm)生产中。在未采用本实施例方法进行减宽控制时,调宽坯宽度曲线如图2所示。当采用本实施例中方法减宽控制时,侧压机减宽量沿调宽坯的板坯长度变化示意图如图3所示,侧压机减宽量的变化值由大均匀减小,对调宽坯的每一段实现了变压下控制。最后得到的成品板坯的宽度如图4所示,从图4中可以看出通过本实施例方法的控制生产获得的调宽坯成品的宽度更加的稳定并且接近于实际的宽度设定值,避免了产生楔形状的调宽坯,减少了调宽坯的浪费。
55.本实施例中提供的一种热轧调宽坯宽度控制方法,通过在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点。再基于多个头部测量点和多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量,降低了调宽坯的局部宽度变化对减宽量调节系数产生影响,提高减宽量调节系数的准确性。进一步的,基于板坯长度、头部减宽量以及尾部减宽量,获得减宽量调节系数,使得该调节系数能够实现对调宽坯的宽度调节。最后,基于减宽量调节系数,对侧压机进行变压下控制,就能够得到头尾宽度更加均匀的调宽坯,避免了生产浪费。
56.第二实施例
57.请参阅图5,基于同一发明构思,图5示出了本发明第二实施例提供了一种热轧调宽坯宽度控制装置300的结构示意图。所述热轧调宽坯宽度控制装置300,包括:
58.确定模块301,用于在进入侧压机之前的所述调宽坯上,确定多个头部测量点和多个尾部测量点;第一获取模块302,用于基于所述多个头部测量点和所述多个尾部测量点,获得板坯长度、头部减宽量以及尾部减宽量;第二获取模块303,用于基于所述板坯长度、所述头部减宽量以及所述尾部减宽量,获得减宽量调节系数;控制模块304,用于基于所述减宽量调节系数,对所述侧压机进行变压下控制。
59.作为一种可选的实施方式,所述确定模块301,具体用于:
60.在进入侧压机之前的所述调宽坯的头部确定第一预设长度,以及在所述调宽坯的尾部确定第二预设长度;基于所述第一预设长度和所述第二预设长度,确定目标区域;其中,所述目标区域为所述调宽坯上所述第一预设长度和所述第二预设长度之外的长度区域;在所述目标区域的头部确定多个头部测量点,在所述目标区域的尾部确定多个尾部测量点。
61.作为一种可选的实施方式,所述第一获取模块302,具体用于:
62.基于所述多个头部测量点的宽度值,获取所述调宽坯的头部宽度均值;基于所述调宽坯的原始宽度和所述头部宽度均值,获得所述头部减宽量;基于所述多个尾部测量点的宽度值,获取所述调宽坯的尾部宽度均值;基于所述调宽坯的原始宽度和所述尾部宽度均值,获得所述尾部减宽量。
63.作为一种可选的实施方式,所述第一获取模块302,具体用于:
64.基于所述多个头部测量点的位置,获得第一目标位置;其中,所述第一目标位置为所述多个头部测量点中最远两点的中心位置;基于所述多个尾部测量点的位置,获得第二目标位置;其中,所述第二目标位置为所述多个尾部测量点中最远两点的中心位置;基于所述第一目标位置和所述第二目标位置,获得板坯长度。
65.作为一种可选的实施方式,所述第二获取模块303,具体用于:
66.基于公式获得所述减宽量调节系数;其中,k为减宽量调节系数,δw
h
为头部减宽量,δw
t
为尾部减宽量。
67.需要说明的是,本发明实施例所提供的一种热轧调宽坯宽度控制装置300,其具体实现及产生的技术效果和前述方法实施例相同,为简要描述,装置实施例部分未提及之处,可参考前述方法实施例中相应内容。
68.第三实施例
69.基于同一发明构思,本发明第三实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述第一实施例中任一所述方法的步骤。
70.需要说明的是,本发明实施例所提供的计算机可读存储介质中,其中程序被处理器执行时实现的每个步骤的具体实现及产生的技术效果和前述方法实施例相同,为简要描述,本实施例未提及之处可参考前述方法实施例中相应内容。
71.本文中出现的术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系;单词“包含”不排除存在未列在权利要求中的元件或步骤。位于元件之前的单词“一”或“一个”不排除存在多个这样的元件。本发明可以借助于包括有若干不同元件的硬件以及借助于适当编程的计算机来实现。在列举了若干装置的单元权利要求中,这些装置中的若干个可以是通过同一个硬件项来具体体现。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
72.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实
施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
73.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
74.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
75.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
76.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
77.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1