一种过滤吸收器壳体双工位焊接装置的制作方法
1.本发明涉及人防过滤吸收器加工设备技术领域,特别是涉及一种过滤吸收器壳体双工位焊接装置。
背景技术:
2.人防过滤吸收器是一种能够滤除受染气流中的毒剂、生物战剂和放射性灰尘的过滤器。现在常用的人防过滤吸收器的型号有rfp
‑
1000等,采用真空过滤的原理精密过滤掉气流中的有毒有害物质。人防过滤吸收器通常为矩形箱式结构,进气口和出气口设置于矩形箱的两端。构成矩形箱的壳体需要具有足够抵抗大气压力的强度以及优良的密封性,所以在焊接过滤吸收器壳体时,对焊接的质量要求较高。
3.现有技术中,在过滤吸收器壳体的拼焊过程中,需要将壳体的各零配件放到正确的位置,通过人工手动扶好,电焊固定,然后读再焊接角壁板后,翻转焊接另一面。在整个拼装焊接过程中,需要不断的运输零配件、人工固定、手动焊接、手动翻转,增加了壳体的焊接时间和人员的劳动强度,造成焊接效率低下且难以保证焊接质量。
技术实现要素:
4.针对现有技术中的上述问题,本发明提供了一种过滤吸收器壳体双工位焊接装置,解决了现有技术中人工拼焊过滤吸收器壳体效率低下的问题。
5.为了达到上述发明目的,本发明采用的技术方案如下:
6.提供一种过滤吸收器壳体双工位焊接装置,其包括底部回转机构和传动连接于底部回转机构上的双向架,双向架上相背设置有两个夹具安装箱,每个夹具安装箱的外侧呈悬梁式安装有壳体夹具,壳体夹具传动连接于夹具回转机构上,壳体夹具上设置有自动夹持机构;其中一个壳体夹具的外侧设置有机械手,机械手上固定有焊枪,邻近焊枪处设置有焊缝扫描装置;焊缝扫描装置用于扫描焊缝并反馈给总控制系统,总控制系统用于控制机械手、焊枪、夹具回转机构、底部回转机构和自动夹持机构的动作。
7.本发明的有益效果为:使用本方案中的双工位焊接装置焊接过滤吸收器壳体时,其双向架上安装有两个壳体夹具,每个壳体夹具可以独立夹持固定一个壳体,当机械手带动焊枪对其中一个壳体进行焊接时,可以将在另一个壳体夹具上安装未焊接的壳体,且两个壳体夹具之间相互无影响,通过底部回转机构转动来带动两个壳体夹具交换工位,使焊枪能够对另一个工位的壳体进行焊接,能够提高焊接效率,更容易保证焊接工位与机械手之间的相对位置,更容易保证焊接质量。
8.在焊枪焊接前,焊缝扫描装置先沿着焊缝扫描一遍,以获得每条焊缝的实际形状和位置参数,从而可以根据每条焊缝的实际情况调整焊枪的焊接参数,能够提高焊接质量。
附图说明
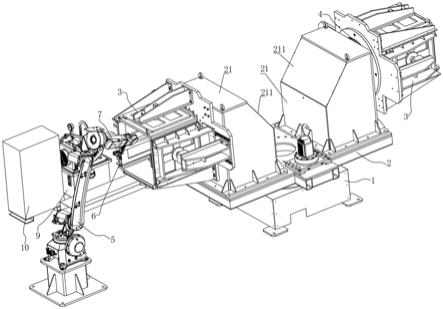
9.图1为滤吸收器壳体双工位焊接装置的
10.图2为图1中壳体夹具的立体图。
11.图3为图1中壳体夹具的轴剖图。
12.其中,1、底部回转机构;2、双向架;21、夹具安装箱;211、错动面;3、壳体夹具;31、夹具后板机构;311、第一后板;312、第二后板;313、中心管轴;32、内侧支撑机构;321、直角支撑架;322、内侧焊缝抵接机构;323、限位支撑板;33、上抵接机构;332、伸缩液压缸;333、压板;334、导向机构;34、下抵接机构;35、左推机构;351、安装底座;352、推进液压缸;353、推进板;354、导轨;36、右推机构;37、定位板;4、夹具回转机构;41、夹具驱动电机;42、轴承;421、外圈;422、内圈;43、主动齿轮;5、机械手;6、焊枪;7、焊缝扫描装置;8、壳体;85、焊缝;9、润滑系统;10、总控制系统。
具体实施方式
13.下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
14.如图1~图3所示,该过滤吸收器壳体双工位焊接装置包括底部回转机构1和传动连接于底部回转机构1上的双向架2,双向架2上相背设置有两个夹具安装箱21,每个夹具安装箱21的外侧呈悬梁式安装有壳体夹具3,壳体夹具3传动连接于夹具回转机构4上,壳体夹具3上设置有自动夹持机构;其中一个壳体夹具3的外侧设置有机械手5,机械手5上固定有焊枪6,邻近焊枪6处设置有焊缝扫描装置7;焊缝扫描装置7用于扫描焊缝并反馈给总控制系统10,总控制系统10用于控制机械手5、焊枪6、夹具回转机构4、底部回转机构1和自动夹持机构的动作。
15.本方案中的焊接对象为过滤吸收器壳体,该壳体8为两端敞开的矩形壳体,为了便于焊接,壳体8的上侧板的两端垂直弯折后向下延伸,下侧板的两端垂直弯折后向上延伸,上侧板和下侧板延伸后与左侧板和右侧板的上、下端分别焊接,所以壳体8的焊缝85位于左侧板和右侧板的上端和下端。
16.双向架2的中部传动连接于底部回转机构1上,双向架2为对称结构,夹具安装箱21相对于底部回转机构1相对设置,底部回转机构1位于两个夹具安装箱21的中心位置,使得底部回转机构1在带动双向架2转动过程中,两端的夹具安装箱21的回转半径相同,以保证壳体8的双工位位置的准确性。底部回转机构1与夹具回转机构4的结构类似,均包括有驱动电机,驱动电机通过齿轮传动机构与双向架2连接,齿轮传动机构中的从动齿轮为齿轮轴承。
17.夹具安装箱21上设置有错动面211,错动面211为倾斜面,位于两个夹具安装箱21相对的面上,使得两个夹具安装箱21之间具有更大的空间,以供检修、安装等用途,错动面的设置可以一定程度上减小两个夹具安装箱21之间的间距,降低底部回转机构1转动双向架2的转动扭矩。
18.壳体夹具3包括夹具后板机构31,夹具后板机构31上固定连接有插入壳体内部并抵接于壳体内壁的内侧支撑机构32,内侧支撑机构32的上侧和下侧分别对称安装有伸缩式的上抵接机构33和下抵接机构34,内侧支撑机构32的左侧和右侧分别滑动设置有左推机构
35和右推机构36,内侧支撑机构32、上抵接机构33、下抵接机构34、左推机构35和右推机构36形成自动夹持机构。焊接壳体8时,将壳体套在内侧支撑机构32上,通过内侧支撑机构32对壳体8进行限位和支撑,然后通过控制上抵接机构33、下抵接机构34、左推机构35和右推机构36从对应侧靠近内侧支撑机构32对壳体进行夹紧。
19.内侧支撑机构32上设置有内侧焊缝抵接机构322,左推机构35和右推机构36上设置有外侧焊缝抵接机构,内侧焊缝抵接机构322与外侧焊缝抵接机构相对设置,从而沿着焊缝85长度方向将构成焊缝的两块板材抵紧,使焊缝的间隙小且均匀,以保证焊接质量。
20.内侧焊缝抵接机构322包括沿焊缝长度方向延伸的油路板,油路板上并排安装有多个焊缝液压缸,每个焊缝液压缸的活塞杆上固定有抵头,抵头优选材质为铜。油路板上连接有油管进口和出口,油路板内部加工有油路,用于向各焊缝液压缸通入油液,来控制活塞杆的伸缩。
21.内侧支撑机构32还包括壳体初始支撑架,壳体初始支撑架包括设置于中部且支撑壳体左侧板和右侧板的直角支撑架321以及安装于内侧焊缝抵接机构322上的用于支撑壳体上侧板或下侧板的限位支撑板323。壳体初始支撑架在壳体85未被夹持之前对壳体85进行支撑和定位,以保证夹持的精度。
22.夹具后板机构31包括可拆卸连接于中心管轴313两端的第一后板311和第二后板312,第一后板311用于安装内侧支撑机构32,第二后板312用于安装上抵接机构33、下抵接机构34、左推机构35和右推机构36。
23.内侧支撑机构32安装于第一后板311上,上抵接机构33、下抵接机构34、左推机构35和右推机构36安装于第二后板312上。第二后板312位于壳体8的后端且呈十字状,用于安装位于壳体8外侧的上抵接机构33、下抵接机构34、左推机构35和右推机构36;第一后板311位于壳体8内,用于安装内侧支撑机构32。夹具后板机构31用于将整个夹具与夹具回转机构4连接为一体,通过中心管轴313将两块分离的第一后板311和第二后板312连接为一体,同时又留有足够的空间供其它部件的运动和安装,比如给左推机构35和右推机构36中导轨354和推进板353向靠近壳体8一侧的移动。
24.夹具回转机构4包括与第二后板312固定连接的从动齿轮,齿轮齿轮固定于轴承的外圈421上,轴承的内圈422固定于夹具安装箱21上,外圈421与内圈422之间设置有四点接触式钢球。从动齿轮用于与驱动电机上连接的主动齿轮齿轮传动连接,驱动电机带动从动齿轮转动,使外圈421能够相对于内圈422转动,四点接触式钢球使轴承为四点接触球轴承,既能够减小外圈421与内圈422之间的摩擦力,提高传动效率,同时可以承受双向轴向载荷。通过驱动电机的转动带动整个夹具翻转,以实现壳体8的翻转,进而将未焊接的焊缝翻转到焊枪处进行焊接。
25.夹具回转机构4是让壳体8“自转”,使壳体8上其他位置的焊缝进入焊接区域。底部回转机构1是让壳体8“公转”,让焊接后的壳体与未焊接的壳体交换工位。
26.上抵接机构33和下抵接机构34镜像对称设置,均包括与夹具后板机构31固定连接的悬架,悬架上安装有朝向壳体的伸缩液压缸332,伸缩液压缸332朝向壳体的一端固定有压板333,伸缩液压缸332的两侧设置有导向机构334。导向机构334包括固定于压板333上的导向柱和固定于悬架上的导向套,伸缩液压缸332在带动压板333上下移动过程中,导向柱只能沿着导向套轴向移动,通过导向机构334的导向作用,可以让压板333在移动过程中不
偏移,精准地压于壳体8上,保证壳体8的加工精度。
27.通过上抵接机构33和下抵接机构34将壳体8的上侧板和下侧板固定以后,再通过左推机构35和右推机构36从左右两侧来抵紧左侧板和右侧板。
28.左推机构35和右推机构36镜像对称设置,均包括与夹具后板机构31固定连接的安装底座351,安装底座351上安装有推进液压缸352,推进液压缸352远离安装底座351的一端固定有推进板353,推进板353通过导轨354与夹具后板机构31连接。左侧和右侧均上下安装有两根导轨354,用于对推进板353的移动进行稳定导向同时减小滑动摩擦力。导轨354为骑跨式结构,滑块骑跨于滑轨上,推进板353固定于滑块上,滑块与滑轨依靠上下侧面滑动连接。
29.左推机构35的推进板353的上侧和下侧分别设置有定位板37,定位板的一端可调节安装于夹具后板机构31上,具体安装于夹具后板机构31的第二后板312上,通过定位板37能够在焊接前,将壳体8的左侧板和右侧板安装到夹具上时,实现初始定位,以方便操作。推进板353的上部和下部均固定有铜垫块,铜垫块能够与壳体抵接,铜垫块与内侧焊缝抵接机构322中的抵头相对设置。
30.焊缝扫描装置7包括摆动扫描装置和激光焊缝传感器,激光焊缝传感器包括ccd摄像机和半导体激光器。焊缝扫描装置7用于采集焊缝85的焊接数据,总控制系统根据所获取的焊接数据向焊枪驱动电机发出驱动信号,焊枪驱动电机根据收到的驱动信号驱动焊枪6沿焊缝85移动以焊接。
31.本申请中通过机械手5、焊缝扫描装置7、焊枪6以及总控制系统10构成自动化焊接机,将待焊接的壳体8通过壳体夹具3夹持并通过底部回转机构1将壳体8移动到待焊接工位上,安装于焊枪6前方的焊缝扫描检测装置7对其进行焊缝扫描检测,该焊缝扫描检测装置7将采集到的横向距离数据及纵向距离数据的焊接数据传递给总控制系统10,该总控制系统10通过处理后将具体的焊枪横向步进数据及焊枪纵向步进数据的驱动信号发送给焊枪驱动电机,焊枪驱动电机根据前述的驱动信号驱动焊枪对前述工件焊缝进行横向步进运动和纵向步进运动的焊接工作,从而实现智能自动化焊接;一处的焊缝焊接成形后,夹具回转机构4翻动壳体8让壳体8上下一处的焊缝85进入焊接区域,自动化焊接机继续重复前述的焊接流程,一个壳体焊接完成以后,底部回转机构1转动交换两个壳体夹具3的位置,再重复前述焊接流程。与现有技术相比,通过本申请过滤吸收器壳体双工位焊接装置进行焊接,可以节省大量人工,避免了人工焊接存在的因为疲劳、注意力不集中等人为因素导致的焊接错误、焊缝成形不美观等情况的发生,不仅提高了焊接工作质量,还提高了焊接效率、提高了产能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1