一种适用于大线能量的稀土氧化物焊条的制作方法
1.本发明属于焊材技术领域,尤其是涉及一种适用于大线能量的稀土氧化物焊条。
背景技术:
2.近年来,随着水电行业的不断发展,水轮发电机组作为水电站的核心设备,逐渐向着高水头、高转速、高效率、高扬程、大容量的方向发展,这对强度和刚度提出了更高的要求。高强钢由于具有高的屈服强度、拉伸强度和整体稳定系数,能承受轴向、径向、切向复杂的受力条件,能减小管壁厚度,降低成本等优点,受到水电研究者的青睐。在水电工程中,焊接技术是设备建造和安装过程中必不可缺的结合方式,其焊接工艺参数的合理设计至关重要。由于现场环境增加了焊工施焊的难度,导致对焊接工艺的要求更为苛刻,特别是板厚会引起焊接热输入量的增大。增加热输入量可一道次成型,显著提高焊接效率,缩短水电工程制造周期,降低制造成本,但在大线能量下如何提高水电设备的服役性能和安全寿命是亟待解决的问题。因此,开发高品质适用于大线能量用钢配套焊条对于解决实际生产以及促进社会经济效益具有重大的现实意义。
技术实现要素:
3.有鉴于此,本发明旨在提出一种适用于大线能量的稀土氧化物焊条,以克服现有技术中的不足。
4.本发明通过提高焊渣碱度,优化了稀土氧化物焊条的工艺性能,减少飞溅;通过添加稀土元素,起到脱氢、脱氧、脱硫的作用,提高焊缝的纯净度;通过添加稀土元素来细化夹杂物尺寸和焊缝组织,改善组织形态和分布,提高焊缝力学性能,进而提高设备的服役性能,延长设备的使用寿命,提高设备的利用率,为水电工程提供适用于大线能量的焊材选择。
5.为达到上述目的,本发明的技术方案是这样实现的:
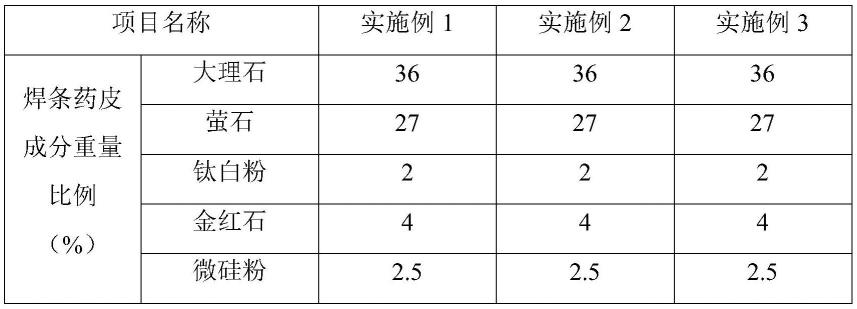
6.一种适用于大线能量的稀土氧化物焊条,由焊芯压涂药粉组成,所述药粉包括如下重量份数的组分,大理石30-40份,萤石30-40份,钛白粉3-4份,金红石4-6份,微硅粉2-6份,碱面0.4-0.6份,铁粉4-7份,石墨0.2-0.5份,镍粉4-8份,稀土氧化钇2-5份,硅添加物2-5份,锰添加物3-6份,钛添加物5-10份,铬添加物1-3份,钼添加物1-3份。
7.优选的,所述大理石中caco3质量含量≥97%、s质量含量≤0.020%、p质量含量≤0.010%,颗粒度要求为:+40目:0、+50目:≤5%,-200目:≤40%;其中,“+”代表以上,
“‑”
代表以下。
8.所述萤石中caf2质量含量≥96%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:+50目:0、+60目:≤1%、-200目:≤60%;
9.所述硅微粉中sio2质量含量≥97.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-160目:100%、-200目:≥95%;
10.所述钛白粉中tio2质量含量≥98.0%、s质量含量≤0.050%、p质量含量≤
32.[y]+[s]
→
ys
[0033]
2[y]+3[s]
→
y2s3[0034]
2[y]+2[o]+[s]
→
y2o2s
[0035]
从而起到脱氧脱硫的效果,提高焊缝的纯净度。
[0036]
过渡到熔池的稀土y元素或是富集在夹杂物周围,或是分布在晶界处。富集在夹杂物周围的稀土y元素对焊缝中的夹杂物起到细化和球化作用,增加适合针状铁素体形核的夹杂物数量,在焊缝凝固过程中促进针状铁素体的形核,起到改善韧性的作用。此外,加入稀土后夹杂物弥散分布,减小了晶粒尺寸。分布在晶界处的稀土y元素阻碍晶界的运动,从而阻碍晶粒的长大。此外,稀土元素具有很强的还原性,使得过渡到焊缝中的c、mn、si含量增加,提高焊缝的强度。
[0037]
另一方面,过渡到熔池中的稀土钇元素与氢发生反应,降低了熔敷金属中扩散氢的含量,在脱氢的同时,改善焊缝的韧性。此外,含有稀土的夹杂物对氢具有较大的束缚力,降低了氢的活动能力和扩散速度,从而减轻了扩散氢的危害。
[0038]
其他组分的作用:
[0039]
大理石,主要成分为caco3,熔点为2572℃,在焊接过程中的作用为脱硫、脱磷、稳弧、可以分解co2保护焊缝不被氧化、氮化,以及造成短渣,使方向性焊接方便。在电弧的作用下发生如下反应:
[0040]
脱硫:
[0041]
caco3→
cao+co2[0042]
fes+cao
→
cas+feo
[0043]
feo+mn
→
mno+fe
[0044]
脱磷:
[0045]
3cao+p2o5→
ca3p2o8[0046]
4cao+p2o5→
ca4p2o9[0047]
2fe2p+5feo+3cao
→
ca3p2o8+9fe
[0048]
2fe2p+5feo+4cao
→
ca4p2o9+9fe
[0049]
从而起到脱硫脱磷的效果。
[0050]
萤石,主要成分为caf2,熔点1357℃,在焊接过程中的作用为脱硫、与h结合形成hf挥发出去,降低了氢白点倾向,有利于增强焊缝塑性。另一方面可以有效提高熔渣流动性,降低熔渣粘度,提高冲击韧性。在电弧的作用下发生如下反应:
[0051]
与h结合:
[0052]
caf2+h2o
→
cao+2hf
[0053]
caf2+2h
→
ca+2hf
[0054]
2caf2+3sio2→
casio3+sif4(此反应还可以优化焊条的工艺性能,减小了飞溅)
[0055]
sif4+h
→
sif+3hf
[0056]
脱硫:
[0057]
caf2+[s]
→
cas+2[f]
[0058]
从而起到去氢脱硫的效果。
[0059]
微硅粉,主要成分为sio2,熔点1723℃,在焊接过程中的作用主要是造渣和造气,
在电弧的作用下发生如下反应:
[0060]
2caf2+3sio2→
casio3+sif4[0061]
此反应优化了焊条的工艺性能,减小了飞溅;
[0062]
sif4+h
→
sif+3hf
[0063]
起到去氢的效果。
[0064]
钛白粉,化工产品,主要成分为tio2,熔点1560℃,相对密度为4.26,在焊接过程中的作用为稳弧,使熔池平静,少飞溅,能产生活泼的熔渣,使熔渣覆盖焊缝均匀,使脱渣方便,使焊波细致,能与氧化铁结合生成钛酸盐进入熔渣,起脱氧作用。在电弧的作用下发生如下反应:
[0065]
脱氧:
[0066]
feo+tio2→
fetio3[0067]
从而起到脱氧的效果。
[0068]
金红石,主要成分为tio2,熔点1560℃,在焊接过程中的作用为使电弧稳定,熔池平静,使金属以细雾状过渡,使方向性焊接方便,使热脱渣容易,使焊缝成型美观,熔渣覆盖均匀。
[0069]
碱面,主要成分是na2co3,在焊接过程中的作用为增加药粉的粘性,使焊条表皮光滑。
[0070]
铁粉,主要成分为fe,熔点1535℃,相对密度为7.8,在焊接过程中的作用是加速药皮的熔化速度,使焊缝金属增加,提高熔敷效率。
[0071]
石墨,主要成分为c,相对密度为2.25,在焊接过程中的作用主要是过渡到焊缝中,提高熔敷金属的硬度和耐磨性。
[0072]
镍粉:主要成分为ni,熔点1452℃,相对密度8.9,在焊接过程中的作用:1、与氧亲和力比铁小,焊接时不氧化,过渡系数高;2、可提高熔敷金属韧性和强度;3、可提高熔敷金属低温性能。
[0073]
硅添加物:si熔点1420℃,相对密度2.42,在焊接过程中的作用为脱氧,加速焊条熔化,提高熔渣流动性,降低焊缝气孔敏感性,使焊波细致。在电弧的作用下发生如下反应:
[0074]
脱氧:
[0075]
2feo+si
→
sio2+2fe
[0076]
从而起到脱氧的效果。
[0077]
锰添加物,mn熔点1260℃,相对密度7.42,在焊接过程中的作用为脱氧、脱硫、放热并加快焊接反应速度,以及补充寒风中的锰量。在电弧的作用下发生如下反应:
[0078]
脱氧:
[0079]
feo+mn
→
mno+fe
[0080]
脱硫:
[0081]
fes+mn
→
mns+fe
[0082]
从而起到脱氧脱硫的效果。
[0083]
钛添加物,钛熔点1720℃,相对密度4.5,在焊接过程中的作用:1、比硅铁有更大的脱氧能力:2feo+ti
→
tio2+2fe;2、ti可与n结合为tin的固态形式,减少焊缝金属中的气体,并降低钢硬化的可能性;3、可细化晶粒提高韧性。
[0084]
铬添加物,铬熔点1824℃,相对密度7.1,在焊接过程中的作用:1、氧化性强,能放热加速反应;2、提高熔敷金属强度、硬度;3、有红硬性及高温抗氧化性;4、与ni同时作用有很好的耐腐蚀性能。
[0085]
钼添加物,钼熔点2620℃,相对密度10.2,在焊接过程中的作用:1、焊接过程中基本上不被氧化,过度系数达90%以上;2、促使晶粒细化,防止裂纹敏感性;3、形成碳化物能力强,具有耐磨性。
[0086]
相对于现有技术,本发明所述的适用于大线能量的稀土氧化物焊条,具有以下优势:
[0087]
1)大线能量下优化稀土氧化物焊条的工艺性能,减少了飞溅。
[0088]
2)通过添加稀土元素,起到脱氢、脱氧、脱硫的作用,提高焊缝的纯净度。
[0089]
3)通过添加稀土元素,细化夹杂物尺寸和焊缝组织,改善组织形态和分布,提高焊缝力学性能,更适用于大线能量焊接。
具体实施方式
[0090]
除有定义外,以下实施例中所用的技术术语具有与本发明所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
[0091]
下面结合实施例来详细说明本发明。
[0092]
焊条药皮按表1中3个配方配好后,分别将药粉混合均匀后,加入模数m为3.00-3.10,浓度be
°
在40-45范围内的钾钠水玻璃,拌匀,再由压涂机将药粉压涂在焊芯上,所用焊芯为低碳钢焊芯,c含量≤0.04%,焊芯的直径为4.0mm,即制得焊条。然后进行风干烘烤工艺。风干工艺:在温度为60℃的炉中风干8h,烘烤工艺分为4步:80℃,保温3小时;150℃,保温2小时;260℃,保温2小时;380℃-400℃,保温1.5小时。药粉的压涂率为27%~32%。
[0093]
表1 3个案例焊条药皮配方
[0094]
[0095][0096]
实施例中所述药皮为:大理石中caco3质量含量≥97%、s质量含量≤0.020%、p质量含量≤0.010%,颗粒度要求为:+40目:0、+50目:≤5%,-200目:≤40%;萤石中caf2质量含量≥96%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:+50目:0、+60目:≤1%、-200目:≤60%;硅微粉中sio2质量含量≥97.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-160目:100%、-200目:≥95%;钛白粉中tio2质量含量≥98.0%、s质量含量≤0.050%、p质量含量≤0.030%,颗粒度要求为:-140目:100%、-200目:≥90%;金红石中tio2质量含量≥95.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-80目:100%、-200目:≤20%;铁粉中fe≥99.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-28目:100%、-40目-+60目:≥80%、-200目:≤20%;石墨中c质量含量≥80%,s质量含量≤0.100%、水份≤0.80%,颗粒度要求为:-200目:100%;镍粉中ni≥99.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-80目:100%、-200目:≤40%;稀土氧化钇中y2o3≥99.0%,颗粒度要求为:+140目:0、-200目:≥99%;45%硅铁中sio2质量含量44-46%;s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-40目:100%、-200目:≤25%;电解金属锰中mn质量含量≥99.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-80目:100%、-200目:≤50%;钼粉中mo≥99.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:-80目:100%、-160目:≥98%;40%钛铁中ti质量含量35.0%-45.0%,s质量含量≤0.030%、p质量含量≤0.030%,颗粒度要求为:-60目:100%、-200目:≤35%;金属铬中cr≥99.0%、s质量含量≤0.010%、p质量含量≤0.010%,颗粒度要求为:+60目:0、+80目:≤1%、-200目:≤20%;其中“+”代表以上,
“‑”
代表以下。
[0097]
将该焊条对厚度为20mm q690e钢板进行焊接实验,焊接工艺参数:电流:120-280a;层温:130-150℃;层数:6-8层;焊后200℃保温1h。熔敷金属的化学成分和力学性能如表2所示。
[0098]
表2熔敷金属化学成分、力学性能
[0099][0100]
一般认为线能量≥17kj/cm为大线能量,上述3个案例焊接线能量最小为20.8kj/cm,大于17kj/cm,适用于大线能量焊接,满足水电工程实际生产的工况需求,其中实施例2焊接工艺和力学性能最优。
[0101]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1