一种悬臂棒条筛网穿棒机的制作方法
1.本发明属于振动筛用悬臂棒条筛网自动穿棒技术领域,具体涉及一种悬臂棒条筛网穿棒机。
背景技术:
2.悬臂棒条筛板是振动筛设备上经常用到一种筛板结构,棒条选用65mn2si俗称“弹簧钢”,在方管上钻削出比棒条直径大0
‑
10μm的孔,将棒条穿入孔内,并将后端进行焊接固定,即形成悬臂棒条筛板。因该结构在振动设备上,可以形成二次振动,起到防止筛孔堵塞的优点,目前在砂石、选煤、冶金、高炉槽下、块矿、垃圾分选等多种筛分场合均可采用。
3.悬臂棒条筛板的棒条间隙即筛分孔径,因物料的不同,设计时会选用不同的棒条间隙;因物料的不同,还需选用不同直径的棒条直径。目前常用的棒条直径在
ø
4.0
‑ø
16之间。在制作阶段,1、方管,方管结构因型材厚度限制,之前曾使用不等边角钢对焊接制作完成;在方管进行钻孔,钻孔参数一般比棒条直径大0
‑
10μm,孔的间距即是筛板的筛孔,所以应进行严格控制,一般不大于棒条直径;2、棒条的穿孔作业,此工作长期以来一直由人工进行操作,熟练工人平均单人单日可完成500
‑
700根棒条的穿棒作业,换算到悬臂棒条筛板上,单日可完成2
‑
3组双层悬臂棒条的穿棒作业,且劳动强度大、效率也因人而异,从而间接制约着振动设备的整体制作效率。
4.因此,无论在行业层面,还是在公司层面考虑,都迫切需要一台自动化设备,来实现悬臂棒条筛板的自动穿棒作业,突破瓶颈。从而达到降低成本、提高效率、减轻工人的劳动强度的目的。
5.现有的悬臂棒条筛网穿棒不管单层还是双层,都是工人用锤一根根打入丝架孔内,其缺点是:(1)占用人工较多;(2)劳动强度大;(3)效率较低。以上问题,一直困扰着悬臂棒条筛网的交货期,因人工需要经常利用加班,才能如期的完成任务。因为任务生产周期长,则影响了市场的竞争力,给企业造成了不少的损失。
技术实现要素:
6.本发明的目的在于克服现有技术中的缺陷,而提供一种结构设计合理,智能化控制可自动穿压棒条,提高悬臂棒条的穿棒效率、节省人工且降低劳动强度的一种悬臂棒条筛网穿棒机。
7.本发明的目的是这样实现的:包括机架,所述机架上设有用于运送丝架用的丝架自动运行单元,丝架自动运行单元的左上方设有用于将丝架放置到丝架自动运行单元上的上料机械手,上料机械手的右侧依次设有用于给丝架穿棒条用的下层悬臂棒条穿压单元和上层悬臂棒条穿压单元,上层悬臂棒条穿压单元的右侧设有焊接机械手,焊接机械手的右侧设有卸料机械手。
8.优选地,所述的丝架自动运行单元包括设在机架上的固定座,固定座的顶部设有直线导轨,直线导轨内嵌装有滑块,滑块上安装有定置传感器,滑块上通过螺栓连接有导轨
上托架,导轨上托架的上部设有丝架托架,丝架托架上安装有丝架并通过转角液压缸将丝架固定在丝架托架上,转角液压缸上设有下压上升行程位置传感器,所述导轨上托架和丝架托架一侧的中间位置设有消隙减速机固定座,消隙减速机固定座上安装的消隙减速机的输出轴与设在消隙减速机固定座下部的齿轮相啮合,齿轮与设在固定座底部一侧的齿条相啮合。
9.优选地,所述的下层悬臂棒条穿压单元和上层悬臂棒条穿压单元的结构完全相同,所述的下层悬臂棒条穿压单元包括上下平行设置的布料系统上直线导轨和布料系统下直线导轨,布料系统上直线导轨和布料系统下直线导轨之间穿装有左棒条布料箱和右棒条布料箱,左棒条布料箱与左棒条伺服电机相连,右棒条布料箱与右棒条伺服电机相连,所述左棒条布料箱和右棒条布料箱之间的下部设有托棒定位模具,托棒定位模具的正上方设有上压紧装置,所述上压紧装置包括固定在机架上的上压紧电缸,上压紧电缸通过上压紧伺服电机驱动,上压紧电缸的活动端与下压模具相接触,下压模具的四个角上分别设有模具导柱,模具导柱的一端通过螺栓与下压模具固定连接,模具导柱另一端在机架上开设的孔内随上压紧电缸做往复运动,上压紧电缸的活动端上设有第一定位传感器;所述托棒定位模具的正下方设有下托棒定位装置,所述下托棒定位装置包括下托棒定位电缸,下托棒定位电缸通过下托棒定位伺服电机驱动,下托棒定位电缸的活动端通过下托模具导柱与下托棒定位模具相连,下托棒定位电缸的活动端上设有第二定位传感器;所述托棒定位模具的左侧设有后定位电缸,后定位电缸通过后定位电缸伺服电机驱动,后定位电缸伺服电机与铰座相连,后定位电缸的活动端与连杆的一端相连,连杆的另一端与棒条定位挡板相连,所述后定位电缸的活动端与连杆垂直设置,棒条定位挡板与丝架内棒条的顶端相接触,后定位电缸的活动端设有第三定位传感器;所述托棒定位模具的右侧设有推压电缸,推压电缸通过推压电缸伺服电机驱动,推压电缸的活动端设有第四定位传感器,推压电缸的活动端与推压模具相连,推压模具与丝架内棒条的尾端相接触。
10.优选地,所述的托棒定位模具内设有若干个与棒条直径相适配的凹槽。
11.优选地,所述的左棒条布料箱和右棒条布料箱的结构相同,均包括料仓,料仓的内部设有棒条挡料板,棒条挡料板的左侧设有棒条压板,棒条挡料板的右侧设有棒条推板,棒条推板的底部与摆动板相接触,摆动板的底部与设在料仓外部的摆动气缸相连,摆动板在与棒条推板底部相连的上限位块和与棒条挡料板底部相连的下限位块之间做上下往复运动,所述料仓的一侧下底部设有棒条落料轨道,棒条落料轨道的末端设有棒条落料口,棒条落料口的正下方与托棒定位模具相对应。
12.优选地,所述的棒条推板的顶部设有第一斜切口,棒条挡料板的顶部设有第二斜切口,第一斜切口和第二斜切口的方向均为左低右高。
13.优选地,所述的棒条落料轨道上设有至少三根缓冲轴,缓冲轴上穿装有缓冲挡片。
14.优选地,所述的料仓的侧壁上开设有第一长孔,螺栓穿过第一长孔与棒条压板相连,棒条压板与棒条挡料板之间设有棒条落料区。
15.优选地,所述的棒条推板上平行开设有两条第二长孔,第二长孔内设有固定螺栓,固定螺栓固定在棒条挡料板上。
16.本发明通过自动化控制可实现自动穿棒条,相比以前人工穿棒条具有结构设计合理,提高悬臂棒条的穿棒效率、节省人工且降低劳动强度的的优点。
附图说明
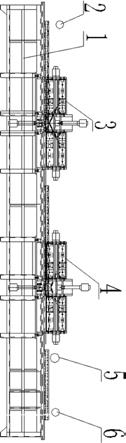
17.图1为本发明的结构示意图。
18.图2为本发明丝架运行单元的结构示意图。
19.图3为本发明丝架运行单元的内部结构示意图。
20.图4为本发明下层悬臂棒条穿压单元的结构示意图。
21.图5为本发明下层悬臂棒条穿压单元的结构主视图。
22.图6为本发明下层悬臂棒条穿压单元的结构侧视图。
23.图7为本发明托棒定位模具的结构示意图。
24.图8为本发明左棒条布料箱或右棒条布料箱的结构示意图。
25.图9为本发明左棒条布料箱或右棒条布料箱的结构侧视图。
26.图10为本发明左棒条布料箱或右棒条布料箱的结构后视图。
27.图11为本发明左棒条布料箱或右棒条布料箱的内部结构示意图。
具体实施方式
28.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式,在各图中相同的标号表示相同的部件。为使图面简洁,各图中只示意性地表示出了与发明相关的部分,它们并不代表其作为产品的实际结构。
29.如图1、2、3、4、5、6、7、8、9、10、11所示,本发明为一种悬臂棒条筛网穿棒机,包括机架1,所述机架1上设有用于运送丝架用的丝架自动运行单元,丝架自动运行单元的左上方设有用于将丝架放置到丝架自动运行单元上的上料机械手2,上料机械手2的右侧依次设有用于给丝架穿棒条用的下层悬臂棒条穿压单元3和上层悬臂棒条穿压单元4,上层悬臂棒条穿压单元4的右侧设有焊接机械手5,焊接机械手5的右侧设有卸料机械手6。
30.进一步地,所述的丝架自动运行单元包括设在机架1上的固定座7,固定座7的顶部设有直线导轨8,直线导轨8内嵌装有滑块9,滑块9上安装有定置传感器10,滑块9上通过螺栓连接有导轨上托架11,导轨上托架11的上部设有丝架托架12,丝架托架12上安装有丝架13并通过转角液压缸14将丝架13固定在丝架托架12上,转角液压缸14上设有下压上升行程位置传感器15,所述导轨上托架11和丝架托架12一侧的中间位置设有消隙减速机固定座16,消隙减速机固定座16上安装的消隙减速机17的输出轴与设在消隙减速机固定座16下部的齿轮18相啮合,齿轮18与设在固定座7底部一侧的齿条19相啮合;消隙减速机17通过齿轮18与固定在固定座7上的齿条19啮合,拖动丝架托架12和导轨上托架11,使丝架13可以沿直线导轨向前移动,依次进入下层悬臂棒条穿棒单元3和上层悬臂棒条穿棒单元4,如果产品为单层棒条筛板,则无需在上层悬臂棒条穿棒单元4停留作业,完成穿棒作业后,继续移动到焊接机械手5处进行焊接,完成棒条焊接工作,最后移动到卸料区,松开转角液压缸14,由卸料机械手6完成卸料作业,卸料后,此运行机构返回起点位置,重复作业;消隙减速机17固定在减速机固定座16上并设在导轨上托架11和丝架托架12侧面的中心位置,实现均衡发力,平稳运行。丝架托架12与导轨上托架11通过螺栓固定在滑块9上,由消隙减速机17拖动整体运行。
31.进一步地,所述的下层悬臂棒条穿压单元3和上层悬臂棒条穿压单元4的结构完全相同,所述的下层悬臂棒条穿压单元3包括上下平行设置的布料系统上直线导轨20和布料
系统下直线导轨21,布料系统上直线导轨20和布料系统下直线导轨21之间穿装有左棒条布料箱22和右棒条布料箱23,左棒条布料箱22与左棒条伺服电机24相连,右棒条布料箱23与右棒条伺服电机25相连,所述左棒条布料箱22和右棒条布料箱23之间的下部设有托棒定位模具64,托棒定位模具64的正上方设有上压紧装置,所述上压紧装置包括固定在机架1上的上压紧电缸26,上压紧电缸26通过上压紧伺服电机27驱动,上压紧电缸26的活动端与下压模具28相接触,下压模具28的四个角上分别设有模具导柱29,模具导柱29的一端通过螺栓与下压模具28固定连接,模具导柱29另一端在机架1上开设的孔内随上压紧电缸26做往复运动,上压紧电缸26的活动端上设有第一定位传感器30;所述托棒定位模具64的正下方设有下托棒定位装置,所述下托棒定位装置包括下托棒定位电缸31,下托棒定位电缸31通过下托棒定位伺服电机32驱动,下托棒定位电缸31的活动端通过下托模具导柱33与下托棒定位模具34相连,下托棒定位电缸31的活动端上设有第二定位传感器35;所述托棒定位模具64的左侧设有后定位电缸36,后定位电缸36通过后定位电缸伺服电机37驱动,后定位电缸伺服电机37与铰座38相连,后定位电缸36的活动端与连杆39的一端相连,连杆39的另一端与棒条定位挡板40相连,所述后定位电缸36的活动端与连杆39垂直设置,棒条定位挡板40与丝架13内棒条的顶端相接触,后定位电缸36的活动端设有第三定位传感器41;所述托棒定位模具64的右侧设有推压电缸42,推压电缸42通过推压电缸伺服电机43驱动,推压电缸42的活动端设有第四定位传感器44,推压电缸42的活动端与推压模具45相连,推压模具45与丝架13内棒条的尾端相接触;下层悬臂棒条穿压单元3分为四部分,即上压紧电缸26部分、下托棒定位电缸31部分、后定位电缸36部分、推压电缸42部分,当丝架13由运行机构拖运到下层悬臂棒条穿压单元3的位置后,左棒条布料箱22和右棒条布料箱23开始在托棒定位模具64内进行布料,布料完成后,下托棒定位电缸31上行,下托棒定位电缸31的活动端带动下托模具导柱33上行,下托模具导柱33带动下托棒定位模具34向上运动使下托棒定位模具34与托棒定位模具64内的棒条相接触,使棒条中心与丝架13上的丝架孔中心对正,下托棒定位电缸31上自带有伺服自锁机构自动锁紧,上压紧电缸26带动下压模具28下行,固定棒条,后定位电缸36上行,后定位电缸36的活动端推动连杆39的一端运动,根据杠杆原理,连杆39的另一端带动棒条定位挡板40运动,使定位挡板40与丝架顶端相接触,进行棒条顶端定位;推压电缸42前行,通过推压模具45推动棒条进入丝架孔内,完成棒条上下左右定位后,进行下一步的焊接,单次穿棒在10~20根之间,根据模具和棒条直径不同会有不同,重复作业,至到丝架穿棒完成。
32.进一步地,所述的托棒定位模具64内设有若干个与棒条直径相适配的凹槽46;凹槽46的直径略大于棒条的直径,能将棒条放到里面即可。
33.进一步地,所述的左棒条布料箱22和右棒条布料箱23的结构相同,均包括料仓47,料仓47的内部设有棒条挡料板48,棒条挡料板48的左侧设有棒条压板49,棒条挡料板48的右侧设有棒条推板50,棒条推板50的底部与摆动板51相接触,设在料仓47外部的摆动气缸52穿过棒条挡料板48与摆动板51的一侧下部相连,摆动板51在与棒条推板50底部相连的上限位块53和与棒条挡料板48底部相连的下限位块54之间做上下往复运动,所述料仓47的一侧下底部设有棒条落料轨道55,棒条落料轨道55的末端设有棒条落料口56,棒条落料口56的正下方与托棒定位模具64相对应;摆动气缸52带动摆动板51做上下摆动,推动棒条推板50实现上下运动,棒条推板50右侧为棒条堆料区,棒条堆料区内的棒条可逐个进入到棒条
推板50上端的第一斜切口57内,并跟随棒条推板50上下运动,当运动到棒条推板50的上端且与棒条挡料板48平齐时,棒条沿棒条挡料板48顶部的第二斜切口58滚落至棒条落料轨道55内,并沿棒条落料轨道55滚落,受缓冲轴59和缓冲挡片60的控制,棒条在滚落过程中逐渐调整至正确位置,并从棒条落料口56滚出,落入凹槽46内。
34.进一步地,所述的棒条推板50的顶部设有第一斜切口57,棒条挡料板48的顶部设有第二斜切口58,第一斜切口57和第二斜切口58的方向均为左低右高。
35.进一步地,所述的棒条落料轨道55上设有至少三根缓冲轴59,缓冲轴59上穿装有缓冲挡片60;缓冲轴59和缓冲挡片60共同组成缓冲装置,优选设置三组缓冲装置。
36.进一步地,所述的料仓47的侧壁上开设有第一长孔61,螺栓穿过第一长孔61与棒条压板49相连,棒条压板49与棒条挡料板48之间设有棒条落料区62;根据棒条直径的不同可以将螺栓松开调整棒条压板49与棒条挡料板48之间的距离,即是调整棒条落料区62的宽度,方便棒条下落。
37.进一步地,所述的棒条推板50上平行开设有两条第二长孔63,第二长孔63内设有固定螺栓65,固定螺栓65固定在棒条挡料板48上;摆动板51在摆动气缸52的带动下上下摆动,进而带动棒条推板50在两条第二长孔63内上下运动,推动棒条。
38.本发明的工作原理如下:首先人工将左棒条布料箱22和右棒条布料箱23内加满需要穿装的棒条,通过上料机械手2将丝架13拖运到下层悬臂棒条穿压单元3的位置,左棒条布料箱22和右棒条布料箱23开始在托棒定位模具64内进行布料,布料完成后,下托棒定位电缸31上行,下托棒定位电缸31的活动端带动下托模具导柱33上行,下托模具导柱33带动下托棒定位模具34向上运动使下托棒定位模具34与托棒定位模具64内的棒条相接触,使棒条中心与丝架13上的丝架孔中心对正,下托棒定位电缸31上自带有伺服自锁机构自动锁紧,上压紧电缸26带动下压模具28下行,固定棒条,后定位电缸36上行,后定位电缸36的活动端推动连杆39的一端运动,根据杠杆原理,连杆39的另一端带动棒条定位挡板40运动,使定位挡板40与丝架顶端相接触,进行棒条顶端定位;推压电缸42前行,通过推压模具45推动棒条进入丝架孔内,完成棒条上下左右定位后,进行下一步的焊接,单次穿棒在10~20根之间,根据模具和棒条直径不同会有不同,重复作业,至到丝架穿棒完成;穿棒完成后,如果需要双层穿棒,通过上料机械手2将丝架13继续拖运到上层悬臂棒条穿压单元4的位置,和下层悬臂棒条穿压单元3的工作原理一样,只是将托棒定位模具64的模具进行更换,避开下层悬臂棒条穿压单元3穿棒的位置进行穿棒条,穿完由焊接机械手5焊接完毕后,由卸料机械手6 将焊接好棒条的丝架13进行搬运,并脱离机架1进行安放、码垛。
39.本发明所述的转角液压缸14、定置传感器10、下压上升行程位置传感器15、消隙减速机17、左棒条伺服电机24、右棒条伺服电机25、上压紧电缸26、上压紧伺服电机27、第一定位传感器30、下托棒定位电缸31、下托棒定位伺服电机32、第二定位传感器35、后定位电缸36、定位电缸伺服电机37、第三定位传感器41、推压电缸42、推压电缸伺服电机43、第四定位传感器44、摆动气缸52分别通过导线或传输信号与设在机架1一侧的控制箱相连。
40.本发明设置左棒条布料箱22和右棒条布料箱23的目的,是因为悬臂棒条筛网的客户要求不同,棒条的直径、长短规格不一,悬臂棒条单层棒条会有
ø
6.0mm、
ø
8.0mm、
ø
10.0mm和
ø
12.0mm中的一种或两种规格,在设计该穿棒工装时,考虑到穿棒机的的柔性适用范围,故下层悬臂棒条穿压单元3与上层悬臂棒条穿压单元4各设置左右两组棒条布料箱,单个棒
条布料箱只适用一种直径的棒料,当需用于供应两种不同棒条物料或变更产品时,更换相应直径的棒条布料箱即可实现布料。
41.本发明的上料机械手2和卸料机械手6以及焊接机械手5为直接在市场上购置。
42.本发明经调试后,效率提高,节省人员,降低劳动强度,提高产品质量,可给棒条筛网用户供货周期,提高了效率,扩大了市场的竞争力并弥补了国内空白、节能降本、提高效率,效率是人工的三分之一。
43.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语
ꢀ“
连接”、“相连”等应做广义理解,例如,可以是固定连接,一体连接,也可以是可拆卸连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。上文的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明工艺技术所作的等效实施方式、变更和改造均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1