冲裁装置的制作方法
1.本发明涉及使用模具对金属等被加工物进行剪切加工的冲裁装置,更加详细而言,涉及能够对异物的产生进行检测的冲裁装置。
背景技术:
2.以往,在用冲模和冲头对被加工物进行剪切加工的冲裁加工中,在冲模与冲头之间、或者冲头与被加工物之间混入的异物成为加工异常的重要因素,因此成为了问题。特别地,广为人知的是,被叫作“废料上浮”的现象是在冲裁时产生的被加工物的废料伴随着冲头的上升而作为异物混入冲模与冲头之间、或者冲头与被加工物之间的现象,且成为产品不良以及模具损伤等的原因。
3.专利文献1的冲裁装置在模具的周围设置有多个距离传感器,该多个距离传感器对包括冲头在内的上模与包括冲模在内的下模之间的距离进行检测,且在该检测到的值的关系不满足规定的基准的情况下,判断为异物混入了冲头与被加工物之间,并将异常输出而使作业人员检测到,并使冲裁装置的动作自动地停止。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平7
‑
164075号公报
技术实现要素:
7.本发明的一方案的冲裁装置用于冲裁加工,该冲裁加工使用由开有规定形状的孔的模具构成的冲模和由规定形状的模具构成的冲头将被加工物冲裁成规定形状,
8.该冲裁装置还具备:
9.载荷传感器,其分别配置于冲裁装置中的被传递对冲模施加的力的位置,并计测冲模中的互不相同的至少三个规定的点各自的冲裁方向的载荷;以及
10.控制装置,其计算第一力矩以及第二力矩,并在第一力矩以及第二力矩中的至少一方的大小脱离了规定值的范围的情况下,判定为产生了异物,关于与冲裁方向垂直的平面上的第一轴以及第二轴,第一力矩是计测出的载荷的绕第一轴的力矩的总和,第二力矩是计测出的载荷的绕第二轴的力矩的总和。
附图说明
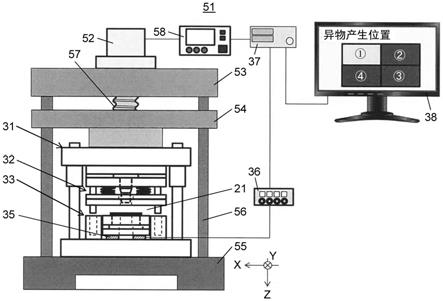
11.图1是示出实施方式1的冲裁装置的结构例的框图。
12.图2a是示出图1的冲裁装置的模具的详细结构例的侧视图。
13.图2b是示出图1的冲裁装置的模具的详细结构例的立体图。
14.图3是示出图1的冲裁装置的载荷传感器的配置例的俯视图。
15.图4a是示出在图1的冲裁装置中异物产生于被加工物之上的情况下的动作例的侧视图。
16.图4b是示出在图1的冲裁装置中异物产生于被加工物的侧方的情况下的动作例的侧视图。
17.图5a是示出在图1的冲裁装置中异物检测动作中的力以及力矩的例的立体图。
18.图5b是示出在图1的冲裁装置中异物检测动作中的显示装置的显示例的主视图。
19.图6是示出在图1的冲裁装置中异物检测阈值的设定画面的显示例的图。
20.图7是示出在图1的冲裁装置中异物检测动作结果表的例子的图。
21.附图标记说明
[0022]1ꢀꢀ
冲头
[0023]2ꢀꢀ
冲头基座
[0024]3ꢀꢀ
冲头保持架
[0025]4ꢀꢀ
脱模器弹簧
[0026]5ꢀꢀ
脱模器
[0027]6ꢀꢀ
脱模器引导件
[0028]7ꢀꢀ
冲模
[0029]8ꢀꢀ
冲模基座
[0030]9ꢀꢀ
冲模保持架
[0031]
11
ꢀꢀ
上垫板
[0032]
12
ꢀꢀ
下垫板
[0033]
121 (下垫板的)孔
[0034]
122 冲裁轴
[0035]
13
ꢀꢀ
线性引导件
[0036]
21
ꢀꢀ
被加工物
[0037]
22
ꢀꢀ
异物
[0038]
31
ꢀꢀ
模具
[0039]
32
ꢀꢀ
上模
[0040]
33
ꢀꢀ
下模
[0041]
34
ꢀꢀ
脱模器部
[0042]
35、351~354
ꢀꢀ
载荷传感器
[0043]
36
ꢀꢀ
载荷用放大器
[0044]
37
ꢀꢀ
计算机
[0045]
38
ꢀꢀ
显示装置
[0046]
51
ꢀꢀ
冲裁装置
[0047]
52
ꢀꢀ
伺服马达
[0048]
53
ꢀꢀ
顶板
[0049]
54
ꢀꢀ
滑动板
[0050]
55
ꢀꢀ
基座板
[0051]
56
ꢀꢀ
滑动杆
[0052]
57
ꢀꢀ
滚珠螺杆
[0053]
58
ꢀꢀ
控制装置。
具体实施方式
[0054]
专利文献1的冲裁装置在以上述的冲裁废料为代表的异物不与被加工物重叠地产生于被加工物的侧方的情况下,上模与下模之间的距离不会变化,因此不能检测出异物。另外,在专利文献1的冲裁装置中,当上模还具备在冲裁之前对被加工物进行按压的脱模器的结构的情况下,如果使冲裁加工的周期缩短(变得高速),则有时由于脱模器的反弹等,尽管不存在异物也会检测出距离的变化。这样的误检测会阻碍连续进行的冲裁加工,降低作业效率,因此不优选。
[0055]
本发明解决上述的问题点,并提供一种能够以比以往技术高的精度对异物进行检测的冲裁装置。
[0056]
本发明的第一方案的冲裁装置用于冲裁加工,该冲裁加工使用由开有规定形状的孔的模具构成的冲模和由规定形状的模具构成的冲头将被加工物冲裁成规定形状,
[0057]
该冲裁装置还具备:
[0058]
载荷传感器,其分别配置于冲裁装置中的被传递对冲模施加的力的位置,并计测冲模中的互不相同的至少三个规定的点各自的冲裁方向的载荷;以及
[0059]
控制装置,其计算第一力矩以及第二力矩,并在第一力矩以及第二力矩中的至少一方的大小脱离了规定值的范围的情况下,判定为产生了异物,关于与冲裁方向垂直的平面上的第一轴以及第二轴,第一力矩是计测出的载荷的绕第一轴的力矩的总和,第二力矩是计测出的载荷的绕第二轴的力矩的总和。
[0060]
本发明的第二方案的冲裁装置在上述第一方案的基础上,也可以是,第一轴与第二轴在冲模的孔的中心正交。
[0061]
本发明的第三方案的冲裁装置在上述第一方案或者第二方案的基础上,也可以是,规定值的范围是基于第一初始力矩的值以及第二初始力矩的值而在正负具有规定值的幅度的值的范围,第一初始力矩是在未产生异物时预先计测出的第一力矩,第二初始力矩是在未产生异物时预先计测出的第二力矩。
[0062]
本发明的第四方案的冲裁装置在上述第一方案至第三方案中的任一方案的基础上,也可以是,控制装置在判定为产生了异物时,基于第一力矩的大小与第一初始力矩的大小之间的大小关系以及第二力矩的大小与第二初始力矩的大小之间的大小关系,而推定在由第一轴以及第二轴划分出的四个象限中的哪个象限产生了异物,并经由输出装置而向用户提供。
[0063]
本发明的第五的方案的冲裁装置在上述第一方案至第四方案中的任一方案的基础上,也可以是,冲裁装置还具备脱模器,脱模器在冲裁加工之前按压并保持被加工物。
[0064]
本发明的第六方案的冲裁装置在上述第一方案至第五方案中的任一方案的基础上,也可以是,控制装置在判定为产生了异物时,使冲裁装置的冲裁加工停止。
[0065]
根据本发明的冲裁装置,能够以比以往技术高的精度对异物进行检测。
[0066]
以下,参照附图对实施方式1的冲裁装置进行说明。需要说明的是,在附图中,对于实质上相同的构件标注了相同的附图标记。另外,对于实施方式的无需说明的构成要素,在没有特别说明的情况下有时会省略。
[0067]
[实施方式1]
[0068]
图1是示出本发明的实施方式1的冲裁装置51的结构例的框图。在图1中,冲裁装置
51具备伺服马达52、顶板53、滑动板54、基座板55、滑动杆56、滚珠螺杆57、控制装置58、模具31、多个载荷传感器35、载荷用放大器36、计算机37以及显示装置38。
[0069]
在图1中,伺服马达52配置于顶板53上,且通过由控制装置58进行驱动控制而旋转。滚珠螺杆57将伺服马达52的旋转变换为直线移动,并使滑动板54沿着滑动杆56上下移动。
[0070]
模具31包括上模32和下模33。下模33固定于基座板55。上模32固定于滑动板54,并伴随着上述的滑动板54的移动而上下移动。通过将被加工物21夹设于下模33与向下方移动的上模32之间来进行冲裁加工。在后对模具31的详细结构进行叙述。
[0071]
载荷传感器35在下模33配置有四个,该载荷传感器35计测对下模33施加的载荷,并将表示计测出的载荷的载荷信号向载荷用放大器36输出。载荷用放大器36将所输入的载荷信号放大成放大载荷信号,并将该放大载荷信号向计算机37输出。计算机37基于所输入的放大载荷信号,来判定在模具31的内部是否存在异物22。计算机37在判定为存在异物22的情况下,对控制装置58进行控制而使冲裁加工停止,或者经由显示装置38而将异物22的产生通知给作业人员。计算机37在判定为存在异物22的情况下,也可以是,对控制装置58进行控制而使冲裁加工停止,并且经由显示装置38而将异物22的产生通知给作业人员。
[0072]
图2a是示出图1的模具31的详细结构例的侧视图。另外,图2b是示出图1的模具31的详细结构例的立体图。
[0073]
在图2a中,模具31具备上垫板11、下垫板12、线性引导件13、上模32、下模33以及脱模器部34。上模32具备冲头1、对冲头1进行固定的冲头基座2以及冲头保持架3。下模33具备冲模7、对冲模7进行固定的冲模基座8以及冲模保持架9。脱模器部34由脱模器弹簧4、脱模器5以及脱模器引导件6构成。
[0074]
上模32通过固定于沿线性引导件13上下移动的上垫板而上下移动。在冲模7例如开有圆形、多边形等任意规定形状的孔。另外,冲头1具有相同形状的柱状的形状。通过将被加工物21(未图示)夹在冲模7与冲头1之间,并以将冲头1导入冲模7的孔的方式使上模32向下移动,从而能够在被加工物21冲裁出冲头1的形状的孔。
[0075]
脱模器部34的脱模器5配置成下表面位于比冲头1的前端靠下的位置。脱模器5能够沿着脱模器引导件6在上下方向上移动。脱模器5伴随着上模32向下方的移动,而比冲头1先与被加工物21接触,并在脱模器弹簧4的弹力的作用下,在冲裁加工期间按压并保持被加工物21。
[0076]
在冲模基座8的下表面与下垫板12的上表面之间配置有四个载荷传感器35。在后对载荷传感器35的详细配置进行叙述。载荷传感器35计测在冲裁加工时对冲模7施加的载荷,并将表示计测出的载荷的载荷信号向载荷用放大器36输出。
[0077]
图3是示出图1的冲裁装置51的载荷传感器35的配置例的俯视图。在图3中,纸面表示下垫板12的上表面。除了下垫板12以及载荷传感器35以外,将无需说明的要素省略。
[0078]
在图3中,在本实施方式中,在冲裁装置51配置有载荷传感器351~354这四个载荷传感器35。载荷传感器351~354配置成,对于以冲模7的孔121的中心即冲裁轴122为原点的x
‑
y平面,关于x轴、y轴这两方对称。具体而言,在x
‑
y平面上的坐标针对长度a、b而成为(a,
‑
b)、(
‑
a,
‑
b)、(
‑
a,b)、(a,b)这四点处,分别依次配置有载荷传感器351~354。
[0079]
对载荷传感器351~354施加的冲裁方向的载荷分别由fz1~fz4表示。此时,总冲
裁载荷fz、绕x轴的力矩mx、绕y轴的力矩my分别如下式那样表示。
[0080]
fz=fzl+fz2+fz3+fz4
[0081]
mx=b(
‑
fzl
‑
fz2+fz3+fz4)
ꢀꢀꢀ
(1)
[0082]
my=a(
‑
fzl+fz2+fz3
‑
fz4)
ꢀꢀꢀ
(2)
[0083]
其中,绕x轴的力矩mx处理成以相对于x轴正方向顺时针的朝向为正,绕y轴的力矩my处理成以相对于y轴正方向顺时针的朝向为正。
[0084]
需要说明的是,在载荷传感器351~354不相对于x轴、y轴对称地配置的情况下,该力矩的数学式会变得更加复杂。另外,为了稳定地支承冲模基座8,载荷传感器351~354也优选对称地配置。
[0085]
对于如以上所述那样构成的冲裁装置51,以下使用图4a~图7来对其异物检测动作进行说明。
[0086]
在本实施方式中,将由于“废料上浮”这样的现象而产生的冲裁废料设想为异物22。废料上浮是如下的现象:在冲裁加工时产生的冲裁废料例如在静电力、表面张力等的作用下附着于冲头1,并在完成冲裁加工后从冲头1脱离,由此作为异物22产生于被加工物21或者冲模7之上。废料上浮在被加工物21例如为厚度0.1mm以下的薄板、或者进行冲裁形状小的小孔冲裁的情况下会特别多地产生。其原因被认为是,产生的冲裁废料的质量小,从而冲裁废料容易在润滑油的表面张力、磁力、静电力等的作用下附着于冲头1。
[0087]
图4a是示出异物22产生于被加工物21的上表面的情况下的外观例的侧视图。由于异物22在被加工物21的x轴负方向的一侧产生于上表面,从而对被加工物21进行按压的脱模器5不与被加工物21而是与其上方的异物22接触。在与脱模器5连接的脱模器弹簧4中,x轴负方向的脱模器弹簧4比x轴正方向的脱模器弹簧4较大地收缩了相当于异物22的厚度的量。因此,脱模器5对冲模7施加的冲裁方向的载荷越朝x轴负方向的一侧则变得越大。另外,由于异物22的产生,而如图4a的箭头所示,放在冲模7的物体的重心偏向x轴负方向,因此,对于被加工物21以及异物22对冲模7施加的冲裁方向的载荷而言,也是x轴负方向的一侧(fz2、fz3)大于正方向的一侧(fzl、fz4)。
[0088]
图4b是示出异物22直接产生于被加工物21的侧方、即冲模7之上的情况下的外观例的侧视图。与图4a的情况不同,脱模器5与被加工物21水平接触,因此不会产生由脱模器弹簧4导致的载荷的偏移。另一方面,由于在被加工物21的x轴负方向的一侧产生了异物22,因此,与图4a同样,如图4b的箭头所示,放在冲模7上的物体的重心偏向x轴负方向,从而x轴负方向的一侧的载荷(fz2、fz3)大于正方向的一侧(fzl、fz4)。
[0089]
载荷传感器351~354的计测载荷fzl~fz4的值分别作为表示计测载荷fzl~fz4的载荷信号向载荷用放大器36输出。载荷用放大器36将载荷信号放大为放大载荷信号,并将该放大载荷信号向计算机37输出。
[0090]
图5a是示出异物22不与被加工物21重叠地产生的情况下的、载荷fz1~fz4与绕x轴、y轴的力矩mx、my之间的关系的图。在图5a中,载荷的绕x轴、y轴的力矩mx、my分别为由图中的箭头所示的、以相对于各轴的顺时针方向为正的力矩。在假设未产生异物22的情况下,相对于x轴、y轴对称配置的载荷传感器351~354的计测载荷fzl~fz4全部为相同的值。因此,若按照式(1)以及式(2)来计算力矩mx、my,则实质上mx=0、my=0成立。将这样的未产生异物22的情况下的力矩mx、my称为初始力矩mx0、my0。
[0091]
在此,在图5a中,考虑在冲模7中的x、y坐标均为正的区域(第一象限),异物22不与被加工物21重叠地产生的情况。关于图4b,如上所述,放在冲模7上的物体的重心的位置偏向异物22的一侧,因此,对载荷传感器351~354施加的载荷越靠产生了异物22的一侧则变得越大。因此,相对于x轴位于异物22侧的载荷传感器354的计测载荷fz4变得大于位于相反侧的载荷传感器351的计测载荷fz1,同样地,载荷传感器353的计测载荷fz3变得大于载荷传感器352的计测载荷fz2。另外,关于y轴也同样,计测载荷fz4变得大于计测载荷fz3,计测载荷fzl变得大于计测载荷fz2。
[0092]
若使用这些计测载荷fzl~fz4并按照式(1)以及式(2)来计算力矩mx、my,则变成mx>0、my<0。计算机37在像这样力矩mx、my中的至少一方不为0的情况下,判断为产生了异物22。
[0093]
在此,考虑异物22在冲模7的其他象限产生的情况。在异物22产生于冲模7的第二象限(x坐标为负、y坐标为正的区域)的情况下,计测载荷fz3变大,计测载荷fzl变小,因此若基于式(1)以及式(2)来计算力矩mx、my,则mx>0、my>0成立。同样地,在异物22产生于冲模7的第三象限(x坐标、y坐标均为负的区域)的情况下,变成mx<0、my>0,在异物22产生于冲模7的第四象限(x坐标为正、y坐标为负)的情况下,变成mx<0、my<0。因此,通过确认绕x轴、y轴的力矩mx、my的正负,能够推定异物22产生于冲模7的哪个象限。
[0094]
判断为产生了异物22的计算机37如上述那样推定异物22产生于哪个象限,并控制显示装置38显示图5b所示的画面380而对作业人员进行警告,并且,对控制装置58进行控制而使冲裁装置51的动作停止。在画面380中显示与冲模7的第一象限~第四象限对应的框,并以与其他框不同的警告色来显示与推定为产生了异物22的象限对应的框。作业人员通过看见该画面380,能够确认在冲模7的哪个象限产生了异物22,并将异物22除去。
[0095]
需要说明的是,在本实施方式中,使用绕x轴以及y轴的力矩来推定在被x、y轴分割为四个的区域中的哪个产生了异物22。然而,载荷传感器35只要存在至少三个就能够达成对异物22的位置进行推定的目的。但是,若使用更多的载荷传感器,则除了使异物22的检测精度提升以外,还能够将冲模7的区域分割为更多的区域,从而推定异物22的更详细的位置。
[0096]
另外,在图5b中,显示装置38例如设为了液晶显示器等显示装置。然而,只要能够使作业人员得知在将冲模7的区域分割出的多个区域中的哪个区域产生了异物22,则该显示装置也可以是任意显示装置。例如,能够使用在冲裁装置51上配置的四个led灯将异物22的产生位置通知给作业人员。
[0097]
图6是示出异物产生判定的设定画面的显示例的主视图。在判定为产生了上述的异物22的步骤中,当在力矩mx、my的值不是0的情况下判定为产生了异物22时,能够认为是微小的计测误差、摆动被误检测为异物22的产生。于是,本实施方式中的冲裁装置51在力矩mx、my的值的绝对值中的至少一方大于规定的阈值的情况下,判定为产生了异物22。该阈值例如能够通过向作业人员提示图6所示那样的画面,并使作业人员输入针对力矩mx、my的阈值的值而设定。
[0098]
需要说明的是,由于在本实施方式中,初始力矩mx0、my0为0,因此,能够根据力矩mx、my的正负来推定冲模7的产生了异物22的象限。然而,有时由于载荷传感器35的配置数量以及配置场所,初始力矩mx0、my0不为0。在该情况下,能够基于力矩mx、my与初始力矩
mx0、my0的大小关系来进行同样的推定。在该情况下,针对力矩mx的阈值不对力矩mx的绝对值|mx |进行设定,而对力矩mx与初始力矩mx0的差的绝对值|mx
‑
mx0|进行设定即可。另外,也可以是,单独地设定上限值和下限值,并在力矩mx的大小超过了该值的范围的情况下,判断为产生了异物22。这对于力矩my也是同样的。
[0099]
另外,在本实施方式中,在力矩mx、my的绝对值超过了阈值的情况下,判定为产生了异物22,并在显示装置38显示警告,并且对控制装置58进行控制而使冲裁装置51停止。然而,也可以对警告的显示与冲裁装置51的停止分别设定其他的阈值。例如,可以在考虑力矩mx的绝对值超过了1.0m
·
n的情况下显示警告,而在超过了2.0m
·
n的情况下使冲裁装置51停止等。
[0100]
图7是表示冲裁装置51的动作例的表。在图7中,将图6所示的阈值设定为用于对异物22的产生进行判定的阈值。“冲裁次数”表示对被加工物21进行冲裁加工的次数。“力矩差”这列的值表示力矩mx、my与初始力矩mx0、my0的差。“判定”表示上述的与x、y轴相关的力矩差中的任一个是否超过了阈值,即表示是否产生了异物22的判定结果。“ng”表示力矩差超过了阈值的情况,“ok”表示未超过阈值的情况。“应对”表示冲裁装置51收到上述的判定结果而自动进行的应对。
[0101]
在图7中,在第一次冲裁时,力矩差的值均未超过阈值,因此判定为未产生异物22,并在该状态下继续进行了冲裁加工。在第二次冲裁时,与y轴相关的力矩差的值超过了阈值,而判定为产生了异物22。因此,基于与x、y轴分别相关的力矩差的符号,向作业人员显示警告,并使冲裁加工停止。
[0102]
之后,作业人员收到警告而将异物22除去,然后再次开始冲裁装置51的动作,而进行了第三次冲裁。在第三次冲裁中,力矩差的值均未超过阈值,而判定为未产生异物22,并继续进行了冲裁加工。
[0103]
这样,本实施方式的冲裁装置51利用载荷传感器351~354来计测对冲模7施加的载荷,并基于计测出的载荷fzl~fz4来计算力矩mx、my。之后,基于计算出的力矩mx、my与初始力矩mx0、my0的大小的差来判定是否产生了异物22。冲裁装置51在产生了异物22的情况下,将包含冲模7的产生了异物22的象限在内的判定结果显示给作业人员,或者使冲裁装置51的冲裁加工停止。需要说明的是,也可以是,冲裁装置51在产生了异物22的情况下,将包含冲模7的产生了异物22的象限在内的判定结果显示给作业人员并且使冲裁装置51的冲裁加工停止。由此,即使在异物22产生于不与被加工物21重叠的场所的情况下,也能够检测出异物22的产生,并使冲裁加工停止。另外,作业人员通过预先得知异物22的产生场所,能够顺畅地将异物22除去,并再次开始接下来的冲裁加工。
[0104]
需要说明的是,在本实施方式中,将由“废料上浮”产生的冲裁废料设想为异物22,但冲裁装置51并不限于能够检测出废料上浮,例如也能够检测出异物从外部的混入等。另外,本实施方式的载荷用放大器36、计算机37、显示装置38、控制装置58等中的至少两个也可以作为相同的要素而构成。
[0105]
并且,在本实施方式中,将载荷传感器35配置于冲模基座8之下,但只要是冲模中的分别被传递对三个以上的点施加的载荷的位置,则也可以配置在任意处。例如,也可以将多个载荷传感器35配置于脱模器部34。
[0106]
[工业实用性]
[0107]
本发明的冲裁装置即使在如异物留在被加工物的侧方那样的脱模器与下模的距离不会变化的情况下、使冲裁的加工周期加快的情况下,也能够检测出异物,且虽然检测灵敏度高,但误检测少。因此,可以提供冲裁作业的生产率不下降的、能够进行高精度的异物检测的冲裁装置。本发明的冲裁装置也能够应用于膜、复合材料的冲裁加工等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1