一种圆柱齿轮衬套冲铆工装的制作方法
1.本发明涉及汽车驱动桥装配工装技术领域,具体涉及一种圆柱齿轮衬套冲铆工装。
背景技术:
2.桥间圆柱齿轮广泛地应用于中、重型汽车驱动中桥主减速器总成中,是中桥参与驱动的核心动力传输部件。当汽车不需要桥间差速时,桥间圆柱齿轮通过桥间差速锁滑动咧合套与中桥主减速器主轴相连,中桥驱动动力传输链如下:汽车传动轴—凸缘—主轴—桥间圆柱齿轮—中桥主锥—中桥轮间差速器—半轴—轮端。当汽车需要桥间差速时,桥间差速锁关闭,桥间圆柱齿轮不再与主轴固定同速,此时中桥驱动动力传输链如下:汽车传动轴—凸缘—主轴—桥间差速器—半轴齿轮—桥间圆柱齿轮—中桥主锥—中桥轮间差速器—半轴—轮端。
3.汽车行驶大部分时间里都是需要桥间差速的,主轴与桥间圆柱齿轮有相对转动,为降低旋转摩擦,桥间圆柱齿轮内孔通常压装衬套,衬套为铜材,能减小与主轴的摩擦作用。衬套安装虽为压装过盈配合,但市场失效分析表明,在主轴连续的摩擦作用下,衬套经常脱出引发变形失效。需设计一款桥间圆柱齿轮衬套冲铆固定用工装,保证衬套相对桥间圆柱齿轮不再轴向窜动脱出。
技术实现要素:
4.本发明针对现有技术中存在的技术问题,提供一种圆柱齿轮衬套冲铆工装,用于将衬套冲铆到圆柱齿轮中心的通孔内,其结构简单,冲铆效果好,保证了衬套相对桥间圆柱齿轮不再轴向窜动脱出。
5.本发明解决上述技术问题的技术方案如下:
6.一种圆柱齿轮衬套冲铆工装,用于将衬套冲铆到圆柱齿轮中心的通孔内,其包括相互固定连接的上盖和基座,所述基座设置在所述衬套的轴孔内,所述上盖与所述基座上均设有与所述衬套同轴设置的轴孔,所述轴孔内设有推杆,所述推杆与所述上盖以及所述基座间隙配合,所述推杆的底端设有第一斜面;所述基座上与所述上盖连接的一端开设有多个刀片安装槽,多个所述刀片安装槽在所述基座上呈圆周均匀分布;每一个所述刀片安装槽内设置有刀片,每一个所述刀片可沿所述基座的径向滑动,每一个所述刀片上朝向所述基座轴心的端面为第二斜面;当所述推杆下行时,所述推杆上的第一斜面与每一个所述刀片上的第二斜面滑动配合。
7.本发明的有益效果是:在圆柱齿轮中心的通孔内设置环形的凹槽,将衬套放置进圆柱齿轮内后,将本工装的基座放入衬套的轴孔内,向推杆施加轴向的推力,使其向衬套内滑动。推杆的第一斜面与刀片的第二斜面相配合,第二斜面在第一斜面上进行相对滑动,推动刀片在基座的刀片安装槽内沿着基座的径向向衬套移动,将衬套冲击变形,达到将衬套冲铆到圆柱齿轮内的目的。在这个过程中,上盖在圆柱齿轮外为整个工装提供支撑。当冲铆
完成后,通过移除开上盖即可将整个工装与衬套分离。该装置结构简单,操作简便,冲铆效果好,保证了衬套相对桥间圆柱齿轮不再轴向窜动脱出。
8.在上述技术方案的基础上,本发明还可以做如下改进。
9.优选地,所述基座的内壁设有环形凹槽,多个所述刀片安装槽与所述环形凹槽设置在同一平面,所述环形凹槽内安装有复位弹簧,当所述刀片沿所述基座的径向滑动时,所述刀片与所述复位弹簧联动。
10.采用上述进一步方案的有益效果是:当推杆推动刀片沿所述基座的径向向衬套滑动时,带动复位弹簧拉伸;当冲铆完成后,推杆松开刀片,复位弹簧带动刀片复位到基座内,便于冲铆完成后将该工装从衬套内取出。
11.优选地,所述刀片上朝向所述基座径向的侧面设置有通槽,所述复位弹簧嵌入所述通槽。
12.采用上述进一步方案的有益效果是:刀片上的通槽为复位弹簧定位,防止刀片在冲铆过程中复位弹簧滑到刀片的顶部或底部,影响了刀片的复位。同时,在刀片上设置通槽,也保护了冲铆过程中复位弹簧不被冲击变形,提高了装置的使用寿命。
13.优选地,所述复位弹簧为环形弹簧,所述环形弹簧嵌入所述基座的环形凹槽以及所述刀片的通槽内。
14.采用上述进一步方案的有益效果是:仅在基座的环形凹槽内设置一个柔性的环形的弹簧,该弹簧与每个刀片相配合,此设置安装时仅需将环形的复位弹簧套设在基座的环形凹槽内即可,省去了固定安装复位弹簧的结构,有利于在维修时对复位弹簧进行快速拆卸以及快速组装。
15.优选地,所述上盖上设有拔柱,所述拔柱平行所述推杆设置。
16.采用上述进一步方案的有益效果是:拔柱的设置有助于对该工装的拿取,当冲铆工作完成后,通过提拉拔柱能将整个工装从圆柱齿轮内孔中拉出。
17.优选地,所述刀片的棱边设置为圆角。
18.采用上述进一步方案的有益效果是:刀片与刀片安装槽相配合的棱边倒圆角处理,减小刀片在刀片安装槽内滑动时的摩擦力,使冲铆时刀片滑动更加顺畅,减小设备磨损。
19.优选地,所述第一斜面为棱锥面或圆锥面。
20.采用上述进一步方案的有益效果是:推杆上的第一斜面设置为上宽下窄的棱锥面或圆锥面,第一斜面与刀片上的第二斜面相贴合,当推杆向衬套内推进时,第一斜面压迫第二斜面,使得第一斜面与第二斜面之间进行相对滑动,使刀片沿着衬套的径向向外滑动,从而将衬套冲铆进圆柱齿轮的内壁。
附图说明
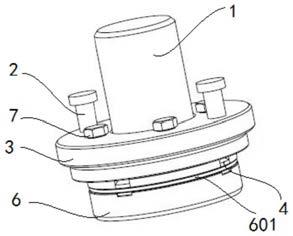
21.图1为本发明整体结构立体图;
22.图2为本发明竖向剖面结构示意图;
23.图3为本发明与圆柱齿轮及衬套相配合时竖向的剖面示意图;
24.图4为本发明上盖与基座连接示意图;
25.图5为本发明刀片结构示意图;
26.图6为本发明基座结构以及基座与刀片配合示意图;
27.图7为本发明复位弹簧安装方式剖面示意图。
28.附图中,各标号所代表的部件列表如下:
29.1、推杆,101、第一斜面,2、拔柱,3、上盖,4、刀片,401、通槽,402、第二斜面,403、棱边,5、复位弹簧,6、基座,601、环形凹槽,602、刀片安装槽,7、螺栓,8、衬套,9、圆柱齿轮,901、凹槽。
具体实施方式
30.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
31.如图1所示的一种圆柱齿轮衬套冲铆工装,用于将衬套8冲铆到圆柱齿轮9中心的通孔内。其包括通过螺栓7相互固定连接的上盖3和基座6,所述基座6设置在所述衬套8的轴孔内,所述衬套8设置在圆柱齿轮9的轴孔内。所述上盖3与所述基座6上均设有与所述衬套8同轴设置的轴孔,所述轴孔内设有推杆1,所述推杆1与所述上盖3以及所述基座6间隙配合,所述推杆1的底端设有第一斜面101;所述基座6上与所述上盖3连接的一端开设有多个刀片安装槽602,本实施例以4个刀片安装槽602进行举例说明。4个所述刀片安装槽602在所述基座6上呈圆周均匀分布;每个所述刀片安装槽602内对应设置有一个刀片4,每一个所述刀片4可沿所述基座6的径向滑动,每一个所述刀片4上朝向所述基座6轴心的端面为第二斜面402;当所述推杆1下行时,所述推杆1上的第一斜面101与所述刀片4上的第二斜面402滑动配合。当完成冲铆工作,所述推杆1退回到如图3所示的刀片4的上方,并停留在四个刀片4中心位置,防止刀片4复位后掉落到基座6中心的轴孔内。
32.在圆柱齿轮9中心的通孔内设置环形的凹槽901,将衬套8放置进圆柱齿轮9内后,将本工装的基座6放入衬套8的轴孔内,向推杆1施加轴向的推力,使其向衬套8内滑动。推杆1的第一斜面101与刀片4的第二斜面402相配合,第二斜面402在第一斜面101上进行相对滑动,推动刀片4在基座6的刀片安装槽602内沿着基座6的径向向衬套8移动,将衬套8冲击变形,达到将衬套8冲铆到圆柱齿轮9内的目的。在这个过程中,上盖3在圆柱齿轮9外为整个工装提供支撑。当冲铆完成后,通过移除开上盖3即可将整个工装与衬套8分离。该装置结构简单,操作简便,冲铆效果好,保证了衬套8相对桥间圆柱齿轮9不再轴向窜动脱出。
33.在上述技术方案的基础上,本发明还可以做如下改进。
34.如图2所示,所述基座6的内壁设有环形凹槽601,4个所述刀片安装槽602与所述环形凹槽601设置在同一平面,所述环形凹槽601内安装有复位弹簧5,当所述刀片4沿所述基座6的径向滑动时,所述刀片4与所述复位弹簧5联动。
35.当推杆1推动刀片4沿所述基座6的径向向衬套8滑动时,带动复位弹簧5拉伸;当冲铆完成后,推杆1松开刀片4,复位弹簧5带动刀片4复位到基座6内,便于冲铆完成后将该工装从衬套8内取出。
36.如图5的刀片4结构图所示,所述刀片4上朝向所述基座6径向的侧面设置有通槽401,当刀片4复位后,通槽401与基座6上的环形凹槽601共圆,所述复位弹簧5嵌入所述通槽401。
37.刀片4上的通槽401为复位弹簧5定位,防止刀片4在冲铆过程中复位弹簧5滑到刀
片4的顶部或底部,影响了刀片4的复位。同时,在刀片4上设置通槽401,也保护了冲铆过程中复位弹簧5不被冲击变形,提高了装置的使用寿命。
38.如图7的俯视角的剖视图所示,所述复位弹簧5为环形弹簧,所述环形弹簧嵌入所述基座6的环形凹槽601以及刀片4的通槽401内。该环形弹簧可使用一条较长的普通弹簧(例如拉伸弹簧)首尾连接形成环状,将其嵌入基座6外圆上的环形凹槽601以及刀片4的通槽401内即可。
39.仅在基座6的环形凹槽601内设置一个柔性的环形的复位弹簧5,该复位弹簧5与每个刀片4相配合,此设置安装时仅需将环形的复位弹簧5套设在基座6的环形凹槽601内即可,省去了用于固定安装复位弹簧5的结构,有利于在维修时对复位弹簧5进行快速拆卸以及快速组装。
40.本实施例中,如图1及图2所示,所述上盖3上设有对称的两个拔柱2,所述拔柱2平行所述推杆1设置。
41.拔柱2的设置有助于对该工装的拿取,当冲铆工作完成后,通过提拉拔柱2能将整个工装从圆柱齿轮9内孔中拉出。
42.本实施例中,所述刀片4的棱边403设置为圆角,尤其是与刀片4底面的棱边403倒圆角处理。
43.刀片4与刀片安装槽602相配合的棱边403倒圆角处理,减小刀片4在刀片安装槽602内滑动时的摩擦力,使冲铆时刀片4滑动更加顺畅,减小设备磨损。
44.本实施例中,所述第一斜面101可以为棱锥面或圆锥面的任意一种。
45.推杆1上的第一斜面101设置为上宽下窄的棱锥面或圆锥面,第一斜面101与刀片4上的第二斜面402相贴合,当推杆1向衬套8内推进时,第一斜面101压迫第二斜面402,使得第一斜面101与第二斜面402之间进行相对滑动,使刀片4沿着衬套8的径向向外滑动,从而将衬套8冲铆进圆柱齿轮9的内壁。
46.工作原理:
47.在圆柱齿轮9中心的通孔内设置环形的凹槽901,将衬套8放置进圆柱齿轮9内后,将本工装的基座6放入衬套8的轴孔内,向推杆1施加轴向的推力,使其向衬套8内滑动。推杆1的第一斜面101与刀片4的第二斜面402相配合,第二斜面402在第一斜面101上进行相对滑动,推动刀片4在基座6的刀片安装槽602内沿着基座6的径向朝向衬套8的外圆移动,将衬套8冲击变形,使衬套8朝向圆柱齿轮9轴孔内的凹槽901凸起,达到将衬套8冲铆到圆柱齿轮9内的目的。在这个过程中,上盖3在圆柱齿轮9外为整个工装提供支撑。当冲铆完成后,复位弹簧5将刀片4拉回初始位置进行复位,通过移除开上盖3即可将整个工装与衬套8分离。该装置结构简单,操作简便,冲铆效果好,保证了衬套8相对桥间圆柱齿轮9不再轴向窜动脱出。
48.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1