焊接球与杆件的焊接方法及网架施工方法与流程
1.本发明涉及网架施工技术领域,特别是涉及一种焊接球与杆件的焊接方法及网架施工方法。
背景技术:
2.体育场馆等顶部的网架,通常是由杆件焊接形成的桁架结构,杆件与杆件之间通常由焊接球进行连接,即连接点的杆件插入到焊接球表面的孔内,再将杆件与焊接球进行焊接连接。现有技术中的焊接球与杆件的焊接方法通常是对焊接球进行直接焊接到位,使得焊缝容易出现“假透”“夹渣”的质量缺陷甚至裂纹,质量难以保证。因此,如何解决现有技术中的焊接方法易使焊接球和杆件的焊接出现质量缺陷的问题是本领域技术人员所亟需解决的技术问题。
技术实现要素:
3.为解决以上技术问题,本发明提供一种焊接质量更好的焊接球与杆件的焊接方法及网架施工方法,以解决现有技术中的焊接方法易使焊接球和杆件的焊接出现质量缺陷的问题。
4.为实现上述目的,本发明提供了如下方案:
5.本发明提供一种焊接球与杆件的焊接方法,包括步骤:连接,将杆件的端部插入至焊接球表面的安装孔内,所述安装孔以及所述杆件的端部均为锥形结构,在沿所述焊接球表面至中心的方向上所述安装孔的直径逐渐减小,所述杆件的端部的侧壁与所述安装孔内壁之间形成环形间隙;打底,将所述环形间隙靠近所述安装孔中心的一端进行焊接形成打底焊缝,且所述打底焊缝高度低于所述焊接球的表面;填充,焊接所述环形间隙内剩余部分形成填充焊缝,且所述填充焊缝高度与所述焊接球表面平齐;罩面,在所述填充焊缝表面继续焊接形成罩面焊缝,所述罩面焊缝凸出于所述焊接球表面且沿杆件周向延伸,所述罩面焊缝整体呈锥形结构,且在沿所述焊接球的中心至表面的方向,所述罩面焊缝的直径逐渐增大。
6.进一步地,利用氩弧焊对所述打底焊缝进行焊接。
7.进一步地,利用直流电弧焊分别对所述填充焊缝和所述罩面焊缝进行焊接。
8.进一步地,利用二氧化碳气体保护焊分别对所述填充焊缝和所述罩面焊缝进行焊接。
9.进一步地,二氧化碳气体保护焊采用的焊条为药芯焊条。
10.本发明还提供了一种网架施工方法,包括步骤:搭建网架,准备构件,所述构件包括焊接球和杆件,利用所述焊接球和所述杆件搭建出网架,并将所述焊接球和与之连接的所述杆件进行焊接,且所述焊接球和所述杆件采用如上任一项所述的焊接球与杆件的焊接方法进行焊接,所述网架的尺寸小于或等于场馆周侧的土建看台的最小尺寸;升高,利用升高装置使所述网架升高,且对所述网架的升高高度使得在对所述网架的周侧继续拼装时,
拼装部分不会与所述土建看台干涉,重复所述顶升步骤直至所述网架达到预期高度。
11.进一步地,所述升高装置上设置斜支撑或缆风绳。
12.进一步地,所述网架达到预期高度时,设置用于支撑的支座,并移除所述升高装置。
13.本发明相对于现有技术取得了以下技术效果:
14.本发明的一种焊接球与杆件的焊接方法,包括步骤:连接,将杆件的端部插入至焊接球表面的安装孔内,安装孔以及杆件的端部均为锥形结构,在沿焊接球表面至中心的方向上安装孔的直径逐渐减小,杆件的端部的侧壁与安装孔内壁之间形成环形间隙;打底,将环形间隙靠近安装孔中心的一端进行焊接形成打底焊缝,且打底焊缝高度低于焊接球的表面;填充,焊接环形间隙内剩余部分形成填充焊缝,且填充焊缝高度与焊接球表面平齐;罩面,在填充焊缝表面继续焊接形成罩面焊缝,罩面焊缝凸出于焊接球表面且沿杆件周向延伸,罩面焊缝整体呈锥形结构,且在沿焊接球的中心至表面的方向,罩面焊缝的直径逐渐增大。
15.如此设置,本发明提供的焊接方法通过打底、填充以及罩面三部对焊接球和杆件进行焊接,这样逐步焊接的方法使得焊接部位焊接应力更小,连接效果更好,避免焊缝出现“假透”“夹渣”的质量缺陷,有效地提高了焊接球和杆件的焊接质量。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
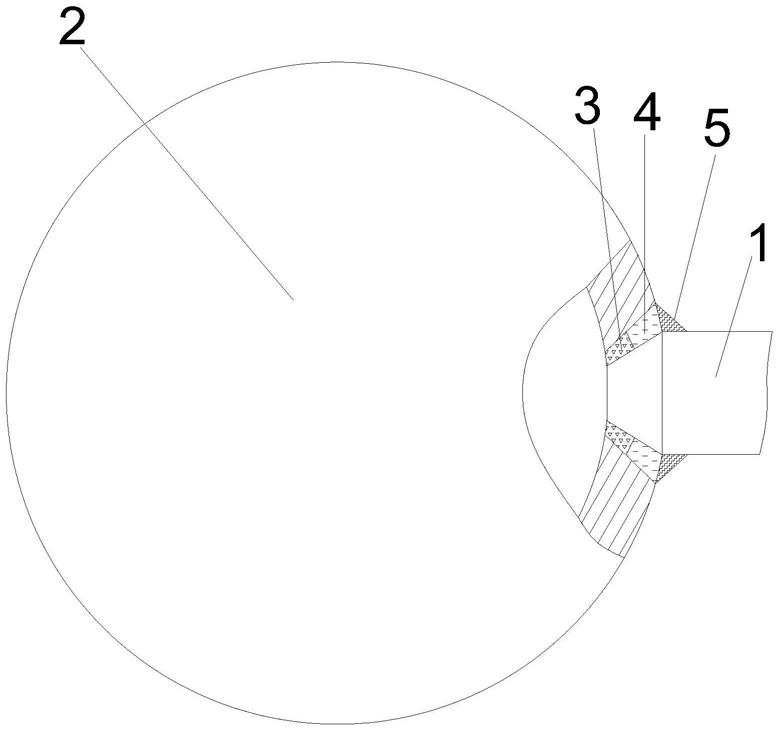
17.图1为本发明实施例中杆件与焊接球的焊接结构示意图;
18.图2为本发明实施例中网架施工第一状态示意图;
19.图3为本发明实施例中网架施工第二状态示意图;
20.图4为本发明实施例中网架施工第三状态示意图。
21.附图标记说明:1、杆件;2、焊接球;3、打底焊缝;4、填充焊缝;5、罩面焊缝;6、升高装置;7、土建看台;8、缆风绳。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
24.本发明实施例提供的一种焊接球和杆件的焊接方法,包括步骤:
25.连接,参考图1所示,将杆件1的端部插入到焊接球2表面的安装孔内。安装孔以及杆件1的端部均为锥形结构,并且在沿焊接球2表面至中心的方向上,安装孔的直径逐渐减
小,杆件1端部的侧壁与安装孔内部之间具有环形间隙。
26.打底,参考图1所示,将环形间隙靠近安装孔中心的一端进行焊接形成打底焊缝3,并且打底焊缝3的高度低于焊接球2的表面。
27.填充,焊接环形间隙内剩余部分并形成填充焊缝4,填充焊缝4的高度与焊接球2的表面相平齐。
28.罩面,在填充焊接表面继续焊接形成罩面焊缝5,罩面焊缝5凸出于焊接球2的表面并且沿杆件1周向延伸,罩面焊缝5整体呈锥形结构,且在沿焊接球2的中心至表面的方向上,罩面焊缝5的直径逐渐增大。如此,杆件1与焊接球2的连接位置的截面尺寸是逐渐过渡的,减小了截面的尺寸突变,这样,一方面能够减小焊接应力的产生,另一方面使得二者的连接位置力学性能更好,更牢固,承受能力更强。
29.如此设置,本发明提供的焊接方法通过打底、填充以及罩面三部对焊接球2和杆件1进行焊接,这样逐步焊接的方法使得焊接部位焊接应力更小,连接效果更好,避免焊缝出现“假透”“夹渣”的质量缺陷,有效地提高了焊接球2和杆件1的焊接质量。
30.于本实施例中,在打底步骤中,采用氩弧焊对打底焊缝3进行焊接。氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减少合金元素的烧损,以使打底焊缝3更加致密、无飞溅、质量高。并且氩弧焊的电弧燃烧稳定,热量集中,弧柱温度高,焊接生产效率高,热影响区窄,使得打底焊缝3的应力、变形、裂纹倾向小,从而能够更好地将焊接球2和杆件1进行初步连接。
31.于本实施例中,利用直流电弧焊分别对填充焊缝4和罩面焊缝5进行焊接。直流电弧焊的设备简单,价格低廉,并且维护方便,焊接时不需要复杂的辅助设备。网架通常在室外进行加工,在室外风大,温度低的条件下,直流电弧焊不需要辅助气体防护,并且具有较强的抗风能力,使用起来更加方便。
32.当然,并不局限于使用直流电弧焊对填充焊缝4和罩面焊缝5进行焊接。例如,还可以采用二氧化碳保护焊分别对填充焊缝4和罩面焊缝5进行焊接。如此设置,由于二氧化碳在电弧作用下分解为氧和一氧化碳,在分解时会吸收大量热量,对熔池金属具备冷却作用,这样在大风及低温区域,能够减小熔池金属与外界环境的温差,从而能够避免焊缝出现裂缝等缺陷。对于由锈或油产生的气孔有较强的抵御能力,由于二氧化碳的氧化作用,可显著降低焊缝含氢量,提高焊缝抗拉强度,减少延迟裂纹和脆性断裂,提高焊接球2和杆件1的连接强度。
33.可选地,二氧化碳气体保护焊采用的焊条为药芯焊条。如此设置,能够在焊缝形成气渣联合保护,从而能够获得良好的成形。熔敷速度快,生产效率高。
34.参考图2-4所示,本发明实施例提供的一种网架施工方法,包括步骤:
35.搭建网架,首先准备构件,构件焊接球2和杆件1。如图2所示,利用焊接球2和杆件1搭建处网架,例如是四角锥网架结构,然后将焊接球2和与之相连接的杆件1进行焊接。焊接球2和杆件1采用如上任一项的焊接球与杆件的焊接方法进行焊接。如图2所示,网架的尺寸小于或者等于场馆周侧的土建看台7的最小尺寸。土建看台7的最小尺寸是指如图2所示的最内侧的宽度。需要说明的是,网架的焊接球2和杆件1之间采用了上述实施例中焊接球与杆件的焊接方法也就具有了其优点,此处不再赘述。
36.升高,利用升高装置6使网架升高,并且使网架升高的高度应使得在对网架的周侧
继续拼装时,拼装的部分不会与土建看台7干涉。这样,升高一部分拼装一部分最终使网架达到最终尺寸。如此设置,焊接工人可以始终站在土建看台7上进行焊接操作,无需进行高空作业,这样,一方面能够保证焊接工人的安全,另一方面能够便于焊接工人进行焊接作业,从而提高焊接效率。
37.重复顶升步骤,直至网架达到预期高度。
38.可选地,升高装置6可以是顶升架,通过顶升架将网架进行顶升,或者升高装置6可以是起吊装置,如塔吊等,通过起吊装置将网架吊起。
39.于本实施例中,升高装置6上设置斜支撑或者缆风绳8,从而使升高装置6保持稳定。
40.于本实施例中,网架达到预期高度时,设置支座以支撑网架,再移出升高装置6。
41.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1