一种油缸缸头加工方法与流程
:
1.本发明涉及油缸缸头加工技术领域,具体涉及一种油缸缸头加工方法。
背景技术:
:
2.油缸在工程机械中有着广泛的应用。如图1
‑
2所示是油缸缸头的毛坯件,如图3
‑
4所示是油缸缸头的主要加工要求,需要加工的位置包括毛坯件的前端、两侧端以及上下端,虽然油缸缸头本身结构并不复杂,但需要加工的面、孔却很多,这些面、孔不仅分布在不同位置上,而且加工精度要求也不同,这给加工带来困难。如何实现油缸缸头的高效、高精度加工一直困扰着科研人员。
3.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
:
4.本发明的目的在于解决现有技术所存在的问题,提供一种油缸缸头加工方法,具有工序设计合理、加工效率高、加工精度高等优点。
5.本发明通过采取以下技术方案实现上述目的:
6.一种油缸缸头加工方法,包括以下步骤:
7.(1)前端加工,将缸头毛坯件装夹在车削工装上,以缸头毛坯件的两个侧面a为夹持面进行夹持,用缸头毛坯件的后面进行后定位,用缸头毛坯件的下面进行侧定位,用车床对缸头毛坯件的前面进行加工,且加工出定位基准面a、定位基准面b和定位基准孔;
8.(2)侧端加工,将步骤(1)中加工后的缸头毛坯件装夹在铣削工装上,以定位基准面b和定位基准孔为定位基准,用缸头毛坯件的侧面b进行辅助定位,以缸头毛坯件上的台面a和台面b为锁紧面进行锁紧,用四轴加工中心a对缸头毛坯件的两个侧面a以及侧孔进行加工,加工后的侧面a为定位基准侧面a,侧孔为定位基准侧孔;
9.(3)上下端加工,将步骤(2)中加工后的缸头毛坯件安装在镗孔工装上,以定位基准侧面a和定位基准侧孔为主定位基准,以定位基准面b和定位基准孔为辅助定位基准,并以定位基准侧面a为锁紧面进行锁紧,用四轴加工中心b对缸头毛坯件上面、下面、周边光孔及螺纹孔进行加工。
10.所述步骤(1)中的车削工装包括:
11.两爪卡盘,包括单动或联动的上卡爪和下卡爪;
12.上夹紧组件,包括设置在上卡爪上的上夹紧座,所述上夹紧座下端设有三个上安装孔,三个所述上安装孔呈三角形设置,所述上安装孔内活动设有上随动压紧器,所述上随动压紧器作用在侧面a上;
13.下夹紧组件,包括设置在下卡爪上的下夹紧座,所述下夹紧座上端设有三个下安装孔,三个所述下安装孔呈三角形设置,所述下安装孔内活动设有下随动压紧器,所述下随动压紧器作用在另一侧面a上,所述下夹紧座上端后侧设有后定位器,所述下夹紧座一侧设有侧定位器。
14.所述上随动压紧器与下随动压紧器结构相同,包括圆柱体,所述圆柱体一端设有球面凸起,另一端设置成锉刀面,所述球面凸起设置在上安装孔底部或下安装孔底部,所述锉刀面作用于侧面a上,所述圆柱体直径小于上安装孔直径或下安装孔直径,所述圆柱体侧面设有防脱凹槽,所述上夹紧座和下夹紧座上分别设有防脱螺纹孔,所述防脱螺纹孔内设有防脱螺丝,所述防脱螺丝与防脱凹槽配合对圆柱体轴向运动限位。
15.所述球面凸起与圆柱体端面接触面积小于所述圆柱体端面面积,所述圆柱体、球面凸起和锉刀面一体加工成型。
16.所述后定位器包括设置在下夹紧座上端的后定位块,所述后定位块上设有v型开口用于对缸头毛坯件进行定位,所述后定位块上设有便于调节的腰型孔a,所述侧定位器包括设置在下夹紧座侧壁上的滑槽,所述滑槽上设有滑座,所述滑座通过螺钉紧固在滑槽内,所述滑座上竖向设有腰型孔b,所述腰型孔b内设有侧定位螺栓,所述侧定位螺栓通过螺母紧固在滑座上。
17.所述步骤(2)中的铣削工装包括与定位基准面b配合定位的定位基板,所述定位基板中部设有与定位基准孔配合定位的定位芯轴,所述定位基板上端分别设有锁紧器a和锁紧器b,所述锁紧器a作用在台面a上进行锁紧,所述锁紧器b作用在台面b上进行锁紧,所述定位基板侧壁上设有辅助定位器,所述辅助定位器作用在侧面b上进行辅助定位。
18.所述锁紧器a包括导向柱a和锁紧螺柱a,所述导向柱a上设有锁紧压板a,所述锁紧压板a上设有腰型孔c,所述锁紧螺栓a上端设有锁紧垫圈a和锁紧螺母a,所述锁紧器b包括导向柱b和锁紧螺柱b,所述导向柱b上设有锁紧压板b,所述锁紧压板b上设有腰型孔d,所述锁紧螺栓b上端设有锁紧垫圈b和锁紧螺母b。
19.所述辅助定位器包括辅助定位板,所述辅助定位板下端对称设有两辅助定位导向柱,所述辅助定位板下端中部设有开口压板和辅助定位锁紧螺栓,所述辅助定位板上端对称设有两辅助定位杆,所述定位基板侧壁上设有与辅助定位导向柱匹配的辅助导向孔和与辅助定位锁紧螺栓匹配的辅助锁紧螺纹孔。
20.所述步骤(3)中的镗孔工装包括基座,所述基座上分别设有配合工作的主定位器和辅定位器,所述主定位器包括与定位基准侧面a进行配合定位的主定位板,所述主定位板上设有与定位基准侧孔配合定位的主定位芯轴,所述主定位芯轴中心设有主定位锁紧螺杆,所述主定位锁紧螺杆上设有主定位锁紧压板和主定位锁紧螺母,所述辅定位器包括辅垫块和辅锁紧螺杆,所述辅垫块上活动设有辅压板,所述辅压板上设有腰型孔e,所述辅锁紧螺杆上设有辅锁紧螺母锁紧,所述辅压板端部竖向设有与定位基准面b配合定位的辅定位板,所述辅定位板上设有与定位基准孔配合进行辅助定位的辅定位芯轴。
21.所述辅定位板底部设计成导向平面,所述导向平面与基座配合进行移动导向,所述辅定位板上设有便于刀具进出的通孔。
22.本发明采用上述技术方案,能够带来如下有益效果:
23.(1)充分利用缸头毛坯件的结构特性,先用两个侧面a进行装夹,加工毛坯件的前端,并加工出定位基准面b和定位基准孔,为后续加工提高定位基准;然后利用上一工序加工好的定位基准面b和定位基准孔进行定位,利用台面进行锁紧,实现对侧面a和侧孔的加工;最后利用前两道工序加工的定位基准侧面a、定位基准侧孔以及定位基准面b和定位基准孔进行定位,对上下面、周边孔和螺纹孔进行加工,整个加工工序合理简单,尤其是充分
利用上一工序和油缸缸头的结构特性为下一工序的定位夹紧提供基础,确保加工精度;(2)针对第一道工序的重要性,为了进一步提高加工精度,车削工装采用了随动技术,可以实现根据侧面a的形状调节夹持姿态,进而提高夹持的稳定性和可靠性,显著提高加工精度;(3)本申请的三个加工工装都采用主定位和辅定位配合的方式进行装夹,显著提高油缸缸头产品的加工精度。
附图说明:
24.图1为本发明缸头毛坯件的结构示意图;
25.图2为本发明缸头毛坯件的另一视角结构示意图;
26.图3为本发明油缸缸头加工要求结构示意图;
27.图4为本发明油缸缸头另一视角加工要求结构示意图;
28.图5为本发明车削工装装夹毛坯件的结构示意图;
29.图6为本发明车削工装的结构示意图;
30.图7为本发明车削工装的另一视角结构示意图;
31.图8为本发明下夹紧组件的俯视图;
32.图9为图8中的a
‑
a向剖视图;
33.图10为图9中的x部局部放大图;
34.图11为本发明下随动压紧器的结构示意图;
35.图12为本发明下随动压紧器的另一视角结构示意图;
36.图13为本发明铣削工装装夹缸头毛坯件的结构示意图;
37.图14为本发明铣削工装的结构示意图;
38.图15为本发明铣削工装辅助定位器的爆炸结构示意图;
39.图16为本发明镗孔工装装夹缸头毛坯件的结构示意图;
40.图17为本发明镗孔工装的结构示意图;
41.图18为本发明镗孔工装的另一视角结构示意图;
42.图19为本发明加工后的油缸缸头结构示意图;
43.图中,1、缸头毛坯件,101、前面,102、后面,103、侧面a,104、侧面b,105、上面,106、下面,107、台面a,108、台面b,2、定位基准面a,3、定位基准面b,4、定位基准孔,5、侧孔,6、周边光孔,7、螺纹孔,8、两爪卡盘,801、上卡爪,802、下卡爪,9、上夹紧组件,901、上夹紧座,902、上安装孔,903、上随动压紧器,9031、圆柱体,9032、球面凸起,9033、锉刀面,9034、防脱凹槽,10、下夹紧组件,1001、下夹紧座,1002、下安装孔,1003、下随动压紧器,11、后定位器,1101、后定位块,1102、v型开口,1103、腰型孔a,12、侧定位器,1201、滑槽,1202、滑座,1203、腰型孔b,1204、侧定位螺栓,1205、螺母,13、防脱螺纹孔,14、防脱螺丝,15、定位基板,16、定位芯轴,17、锁紧器a,1701、导向柱a,1702、锁紧螺栓a,1703、锁紧压板a,1704、腰型孔c,1705、锁紧垫圈a,1706、锁紧螺母a,18、锁紧器b,1801、导向柱b,1802、锁紧螺栓b,1803、锁紧压板b,1804、腰型孔d,1805、锁紧垫圈b,1806、锁紧螺母b,19、辅助定位器,1901、辅助定位板,1902、辅助定位导向柱,1903、开口压板,1904、辅助定位锁紧螺栓,1905、辅助定位杆,1906、辅助导向孔,1907、辅助螺纹孔,20、基座,21、主定位器,2101、主定位板,2102、主定位芯轴,2103、主定位锁紧螺杆,2104、主定位锁紧压板,2105、主定位锁紧螺母,22、辅定位器,
2201、辅垫块,2202、辅锁紧螺杆,2203、辅压板,2204、腰型孔e,2205、辅锁紧螺母,2206、辅定位板,2207、辅定位芯轴,2208、导向平面,2209、通孔,23、第四轴旋转台a,24、第四轴旋转台b,25、缸头产品,26、定位基准侧面a,27、定位基准侧孔。
具体实施方式:
44.为了更清楚的阐释本发明的整体构思,下面结合说明书附图以示例的方式进行详细说明。
45.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
46.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
47.在本发明中,术语“上”、“下”、“轴向”、“上端”、“下端”、“后侧”、“a”、“b”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
48.在本发明中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”、“连通”等术语应做广义理解,例如,“设有”和“设置”可以是固定安装,也可以是可拆卸安装,或成一体;“连接”可以是直接相连,也可以通过中间媒介连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
49.在本发明中,需要说明的是,“车床”、“四轴加工中心a”、“四轴加工中心b”属于现有技术。
50.如图1
‑
19所示,一种油缸缸头加工方法,包括以下步骤:
51.(1)前端加工,将缸头毛坯件1装夹在车削工装上,以缸头毛坯件1的两个侧面a103为夹持面进行夹持,用缸头毛坯件1的后面102进行后定位,用缸头毛坯件1的下面106进行侧定位,用车床对缸头毛坯件1的前面101进行加工,且加工出定位基准面a2、定位基准面b3和定位基准孔4;这里的车床直接采用现有技术即可。
52.(2)侧端加工,将步骤(1)中加工后的缸头毛坯件1装夹在铣削工装上,以定位基准面b3和定位基准孔4为定位基准,用缸头毛坯件1的侧面b104进行辅助定位,以缸头毛坯件1上的台面a107和台面b108为锁紧面进行锁紧,用四轴加工中心a对缸头毛坯件1的两个侧面a103以及侧孔5进行加工,加工后的侧面a103为定位基准侧面a26,侧孔5为定位基准侧孔27;这里的四周加工中心a直接采用现有技术即可,铣削工装直接安装在四周加工中心a的第四轴旋转台a23上即可。
53.(3)上下端加工,将步骤(2)中加工后的缸头毛坯件1安装在镗孔工装上,以定位基准侧面a26和定位基准侧孔27为主定位基准,以定位基准面b3和定位基准孔4为辅助定位基准,并以定位基准侧面a26为锁紧面进行锁紧,用四轴加工中心b对缸头毛坯件1上面105、下面106、周边光孔6及螺纹孔7进行加工,这里的四周加工中心b直接采用现有技术,镗孔工装直接安装在四轴加工中心b的第四轴旋转台b24上即可。充分利用缸头毛坯件1的结构特性,先用两个侧面a103进行装夹,加工缸头毛坯件1的前端,并加工出定位基准面b3和定位基准孔4,为后续加工提高定位基准;然后利用上一工序加工好的定位基准面b3和定位基准孔4进行定位,利用台面进行锁紧,实现对侧面a103和侧孔5的加工;最后利用前两道工序加工
的定位基准侧面a26、定位基准侧孔27以及定位基准面b3和定位基准孔4进行定位,对缸头毛坯件的上下面、周边孔6和螺纹孔7进行加工,整个加工工序合理简单,尤其是充分利用上一工序和油缸缸头的结构特性为下一工序的定位夹紧提供基础,确保加工精度。
54.所述步骤(1)中的车削工装包括:
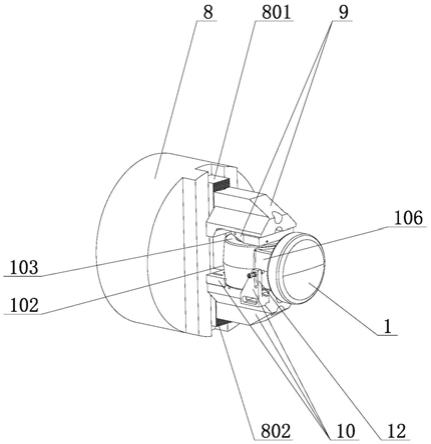
55.两爪卡盘8,包括单动或联动的上卡爪801和下卡爪802;
56.上夹紧组件9,包括设置在上卡爪801上的上夹紧座901,所述上夹紧座901下端设有三个上安装孔902,三个所述上安装孔902呈三角形设置,所述上安装孔902内活动设有上随动压紧器903,所述上随动压紧器903作用在侧面a103上;
57.下夹紧组件10,包括设置在下卡爪802上的下夹紧座1001,所述下夹紧座1001上端设有三个下安装孔1002,三个所述下安装孔1002呈三角形设置,所述下安装孔1002内活动设有下随动压紧器1003,所述下随动压紧器1003作用在另一侧面a103上,所述下夹紧座1001上端后侧设有后定位器11,所述下夹紧座1001一侧设有侧定位器12。现有技术中对缸头毛坯件1的夹持都是直接采用两爪卡盘实现,但由于侧面a103尚未加工,不仅两个侧面a103不平行,而且单个侧面a也存在凹凸不平的问题,实际夹持时侧面a103实际受力面很小,很有可能是一个点或局部凸起的一小块区域,这就导致夹持非常的不可靠、不稳定,现有技术只能通过增大夹持力来提高夹持的可靠性,但这种方式不仅导致两爪卡盘寿命缩减,而且夹持效果一般,没有从根本上解决上述问题。本申请在现有两爪卡盘的基础进行改进,在上卡爪801上设计上夹紧组件9,在下卡爪802上设计下夹紧组件10,上夹紧组件9和下夹紧组件10都采用随动技术且呈三角形夹持,这样可以实现不同的夹持点可以根据侧面a103的形状自由调整姿态,进而确保每个接触点都能进行可靠的夹持,进而从根本上解决侧面a103凹凸不平的问题,在配合后定位器和侧定位进行精准定位,从而显著提高夹持的稳定性以、可靠性和精准性,非常有助于提高车削加工的精度,尤其是当加工定位基准面a2、定位基准面b3和定位基准孔4时,效果更加凸显。
58.所述上随动压紧器903与下随动压紧器1003结构相同,包括圆柱体9031,所述圆柱体9031一端设有球面凸起9032,另一端设置成锉刀面9033,所述球面凸起9032设置在上安装孔902底部或下安装孔1002底部,所述锉刀面9033作用于侧面a103上,所述圆柱体9031直径小于上安装孔902直径或下安装孔1002直径,所述圆柱体9031侧面设有防脱凹槽9034,所述上夹紧座901和下夹紧座902上分别设有防脱螺纹孔13,所述防脱螺纹孔13内设有防脱螺丝14,所述防脱螺丝14与防脱凹槽9034配合对圆柱体9031轴向运动限位。采用圆柱体9031和球面凸起9032的结构实现自由调整姿态,采用防脱凹槽9034和防脱螺丝14的结构防止上随动压紧器903或下随动压紧器1003脱离安装孔,采用锉刀面9033增大与侧面a103的摩擦,进一步提高夹持可靠性。
59.所述球面凸起9032与圆柱体9031端面接触面积小于所述圆柱体9031端面面积,所述圆柱体9031、球面凸起9032和锉刀面9033一体加工成型。增大结构强度。
60.所述后定位器11包括设置在下夹紧座1001上端的后定位块1101,所述后定位块1101上设有v型开口1102用于对缸头毛坯件1进行定位,所述后定位块1101上设有便于调节的腰型孔a1103。充分利用缸头后面为圆弧面的特性,采用v型开口结构进行定位,定位效果事半功倍。
61.所述侧定位器12包括设置在下夹紧座1001侧壁上的滑槽1201,所述滑槽1201上设
有滑座1202,所述滑座1202通过螺钉紧固在滑槽1201内,所述滑座1202上竖向设有腰型孔b1203,所述腰型孔b1203内设有侧定位螺栓1204,所述侧定位螺栓1204通过螺母1205紧固在滑座1202上。采用上述结构,不仅结构简单,且调节灵活,能够实现侧定位,与后定位器配合实现限位。
62.所述步骤(2)中的铣削工装包括与定位基准面b3配合定位的定位基板15,所述定位基板15中部设有与定位基准孔4配合定位的定位芯轴16,所述定位基板15上端分别设有锁紧器a17和锁紧器b18,所述锁紧器a17作用在台面a107上进行锁紧,所述锁紧器b18作用在台面b108上进行锁紧,所述定位基板15侧壁上设有辅助定位器19,所述辅助定位器19作用在侧面b104上进行辅助定位。充分利用步骤(1)中加工的定位基准面b和定位基准孔,以定位基准面b和定位基准孔为定位基准进行定位,对应的设计定位基板和定位芯轴,然后再利用缸头侧面b设计辅助定位器,这样实现主定位与辅助定位相结合进行高精准定位,最后利用缸头上的两个台面作为受力面进行锁紧。整个结构充分利用上一工序以及缸头自身结构特性进行设计,定位精度高、受力分配好,整体结构简单、实用、装夹可靠、装夹精度高。
63.所述锁紧器a17包括导向柱a1701和锁紧螺柱a1702,所述导向柱a1701上设有锁紧压板a1703,所述锁紧压板a1703上设有腰型孔c1704,所述锁紧螺栓a1702上端设有锁紧垫圈a1705和锁紧螺母a1706,所述锁紧器b18包括导向柱b1801和锁紧螺柱b1802,所述导向柱b1801上设有锁紧压板b1803,所述锁紧压板b1803上设有腰型孔d1804,所述锁紧螺栓b1804上端设有锁紧垫圈b1805和锁紧螺母b1806。采用导向与螺纹锁紧的方式进行锁紧,不仅拆卸方便,而且锁紧可靠。
64.所述辅助定位器19包括辅助定位板1901,所述辅助定位板1901下端对称设有两辅助定位导向柱1902,所述辅助定位板1901下端中部设有开口压板1903和辅助定位锁紧螺栓1904,所述辅助定位板1901上端对称设有两辅助定位杆1905,所述定位基板15侧壁上设有与辅助定位导向柱1902匹配的辅助导向孔1906和与辅助定位锁紧螺栓1904匹配的辅助锁紧螺纹孔1907。
65.所述步骤(3)中的镗孔工装包括基座20,所述基座20上分别设有配合工作的主定位器21和辅定位器22,所述主定位器21包括与定位基准侧面a26进行配合定位的主定位板2101,所述主定位板2101上设有与定位基准侧孔27配合定位的主定位芯轴2102,所述主定位芯轴2102中心设有主定位锁紧螺杆2103,所述主定位锁紧螺杆2103上设有主定位锁紧压板2104和主定位锁紧螺母2105,所述辅定位器22包括辅垫块2201和辅锁紧螺杆2202,所述辅垫块2201上活动设有辅压板2203,所述辅压板2203上设有腰型孔e2204,所述辅锁紧螺杆2202上设有辅锁紧螺母2205锁紧,所述辅压板2203端部竖向设有与定位基准面b3配合定位的辅定位板2206,所述辅定位板2206上设有与定位基准孔4配合进行辅助定位的辅定位芯轴2207。充分利用前两道工序加工的定位基准面b、定位基准孔、定位基准侧面a和定位基准侧孔,然后以定位基准侧面a和定位基准侧孔为主定位,以定位基准面b和定位基准孔为辅助定位,同时以定位基准侧面a为锁紧面进行锁紧,整体结构设计巧妙合理、充分利用以加工的基准,从而达到装夹精度高、装夹效率高的目的。
66.所述辅定位板2206底部设计成导向平面2208,所述导向平面2208与基座20配合进行移动导向,所述辅定位板2206上设有便于刀具进出的通孔2209。
67.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人
员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
68.本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1