具有切削部分和滚压部分的混合螺纹工具的制作方法
1.本技术领域通常涉及螺纹工具,更具体地,涉及具有切削部分和滚压部分(rolling portion)的混合螺纹工具。
背景技术:
2.一些零件包括螺纹孔,用于螺纹连接到另一个部件。例如,车辆发动机缸体通常包括用于接收、支撑和螺纹连接到轴承部件的螺纹孔。更具体地,发动机缸体可以包括带螺纹的主轴承螺栓孔。优选地,这些和其他类型的螺纹孔具有高抗疲劳性、高载荷保持强度和其他有利的性能特征。
3.然而,传统的钻孔方法在某些方面存在缺陷。目前可用的螺纹工具、机械、系统等也有类似的缺陷。在大批量生产过程中,这些限制可能会加剧。因此,所制造的螺纹孔和相应螺纹附件的性能受到限制。此外,这种类型的制造方法和系统可能是低效的,或者可能存在其他问题。
4.因此,希望提供用于制造具有高质量螺纹孔的零件的改进方法和系统。还希望提供用于制造具有螺纹孔的零件的改进方法和系统,所述螺纹孔具有高抗疲劳性和高载荷保持强度。此外,希望在这些系统和方法中提供制造效率。结合附图和前述技术领域和背景,从随后的详细描述和所附权利要求中,本公开的其他期望的特征和特性将变得显而易见。
技术实现要素:
5.提供了一种用于在工件上钻孔的混合螺纹工具。在一个实施例中,混合螺纹工具限定了纵向轴线,并且包括具有多个切削齿的切削部分。多个切削齿被配置成将第一螺纹切削到工件中。混合螺纹工具还包括成形部分,该成形部分连接到切削部分并沿着纵向轴线与其一起布置。成形部分包括多个成形齿,成形齿构造成将第一螺纹塑性变形为工件的第二螺纹。
6.在一些实施例中,切削部分包括沿纵向轴线间隔开的第一端和第二端。成形部分包括沿纵向轴线间隔开的第三端和第四端。切削部分的第二端连续连接到成形部分的第三端。
7.在一些实施例中,切削部分沿着纵向轴线逐渐变细。
8.在一些实施例中,切削部分从第一端到第二端以单一锥角完全变细。
9.此外,在一些实施例中,切削部分具有第一大直径,并且成形部分具有第二大直径。第一大直径最多在第二大直径的百分之八十(80%)到百分之九十五(95%)之间。
10.在一些实施例中,切削部分和成形部分整体连接,并具有共同的材料特性。
11.在一些实施例中,切削部分和成形部分具有不同的材料特性。
12.在一些实施例中,切削部分和成形部分由不同的材料制成。
13.另外,在一些实施例中,切削部分和成形部分具有提供不同材料特性的不同热处理。
14.此外,在一些实施例中,切削部分比成形部分具有更高的硬度。此外,成形部分比切削部分具有更高的材料韧性。
15.在一些实施例中,多个切削齿布置在第一槽脊和第二槽脊中。此外,该工具包括在第一槽脊和第二槽脊之间周向限定的切屑开口。切屑开口沿着纵向轴线延伸穿过切削部分,并被构造成接收来自第一螺纹的切削的切屑。切屑开口沿着纵向轴线延伸到成形部分中。
16.在一些实施例中,工具还包括柄。多个切削齿和多个成形齿连接到柄上,并从柄径向向外延伸并远离纵向轴线,从而限定混合阳螺纹丝锥。
17.在一些实施例中,工具还包括支撑体。多个切削齿和多个成形齿连接到支撑体,并从支撑体径向向内并朝向纵向轴线延伸,以限定内螺纹模具。
18.此外,提供了一种制造用于对工件进行螺纹加工的混合螺纹工具的方法。在一个实施例中,该方法包括制造多个切削齿以限定混合螺纹工具的切削部分。该方法还包括制造多个成形齿以限定混合螺纹工具的成形部分。成形部分与切削部分一起沿着纵向轴线布置。多个切削齿被配置成将第一螺纹切削到工件中,并且多个成形齿被配置成将第一螺纹塑性变形到工件的第二螺纹中。
19.在一些实施例中,该方法还包括将第一主体附接到第二主体,以沿着纵向轴线布置在一起。第一主体和第二主体具有不同的材料特性。此外,制造多个切削齿包括在第一主体上制造多个切削齿和在第二主体上制造多个成形齿。
20.在一些实施例中,制造多个切削齿和制造多个成形齿包括添加制造切削部分和成形部分中的至少一个。
21.此外,在一些实施例中,该方法包括以下步骤中的至少一个:热处理切削部分和成形部分中的至少一个,以使其中一个具有不同于另一个的材料特性;以及涂覆切削部分和成形部分中的至少一个,以使其中一个具有不同于另一个的材料特性。
22.另外,在一些实施例中,制造多个切削齿和制造多个成形齿包括在外部制造多个切削齿和多个成形齿以形成混合阳螺纹丝锥。
23.在一些实施例中,制造多个切削齿和制造多个成形齿包括在内部制造多个切削齿和多个成形齿以形成混合内螺纹模具。
24.此外,公开了一种用于螺纹加工发动机缸体的主轴承螺栓孔的混合螺纹工具。螺纹工具限定了一个纵向轴线。在一个实施例中,混合螺纹工具包括具有多个切削齿的切削部分。切削部分是锥形的。多个切削齿被构造成在第一大直径处将第一螺纹切削到主轴承螺栓孔中。此外,混合螺纹工具包括成形部分,该成形部分连接到切削部分并沿着纵向轴线与其一起布置。成形部分包括多个成形齿,成形齿构造成将第一螺纹塑性变形为用于主轴承螺栓孔的第二螺纹。第二螺纹具有第二大直径。第一大直径最多是第二大直径的百分之九十五(95%)。
附图说明
25.下文将结合以下附图描述示例性实施例,其中相同的附图标记表示相同的元件,并且其中:
26.图1是根据本公开的实施例所示的混合螺纹工具的侧视图;
27.图2是图1的混合螺纹工具的侧视图,示出了根据本公开的示例性实施例在工件中切削螺纹;
28.图3是图1的混合螺纹工具的侧视图,示出了根据本公开的示例性实施例在工件中滚压和形成螺纹;
29.图4是根据本公开的附加实施例所示的混合螺纹工具的透视图;
30.图5是沿着图4的线5-5截取的混合螺纹工具的剖视图;
31.图6是根据本公开的示例性实施例的制造图1的混合螺纹工具的方法的示意图;
32.图7是根据本公开的附加实施例的制造图1的混合螺纹工具的方法的示意图;和
33.图8是根据本公开的附加实施例的制造图1的混合螺纹工具的方法的示意图。
具体实施方式
34.以下详细描述本质上仅仅是示例性的,并不旨在限制应用和使用。此外,不打算受在前面的介绍、简要概述或下面的详细描述中提出的任何明示或暗示的理论的约束。
35.一般而言,本公开涉及用于在工件、零件、部件等上钻孔的制造系统和方法。使用这些系统和方法提供的螺纹孔可以提供高抗疲劳性、高负载保持强度和/或其他改进的特性。
36.在各种实施例中,提供了一种混合螺纹工具,其包括螺纹切削部分和螺纹成形部分,这两个部分沿着旋转的纵向轴线连接和布置。螺纹切削部分被构造成用于切削孔的第一螺纹。螺纹成形部分构造成用于形成、滚压和成形第一螺纹,并将其塑性变形为用于工件孔的第二螺纹。根据各种实施例,还公开了制造和使用混合工具的方法。
37.混合工具可以是混合丝锥,用于对通孔或盲孔进行内螺纹加工。混合工具可以是对轴或其他部件进行外螺纹加工的混合模具。
38.混合工具可以有多种配置。工具的螺纹切削部分和螺纹成形部分可以具有彼此不同的形状、直径和/或尺寸。工具的螺纹切削部分和螺纹成形部分也可以表现出不同的材料特性。例如,不同的部分可以由不同的材料制成,可以具有不同的热处理、不同的涂层等。
39.当形成螺纹孔时,本公开内容的混合工具和相关方法增加了便利性和效率。该工具和相关方法提供了具有增加的抗疲劳性、更高的载荷保持强度和其他益处的螺纹孔。
40.本公开的系统和方法可用于对各种零件进行攻丝。在一些实施例中,该工具可用于在车辆发动机缸体中制造一个或多个螺纹孔。更具体地,螺纹孔可以设置在发动机缸体的主轴承螺栓孔中。该制造系统和方法可用于在铸造发动机缸体(例如铸造铝合金发动机缸体)中攻丝,并且本公开的工具和方法可用于使用先进铸造技术制造的零件中。然而,应当理解,在不脱离本公开的范围的情况下,本公开的螺纹工具、系统和方法可以用于任何合适的部件。
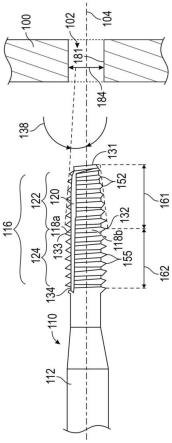
41.首先参考图1,示出了具有孔102的工件100。孔102可以具有孔轴线104。如图所示,孔102可以是延伸穿过工件100的整个壁厚的通孔,或者在另外的实施例中,孔102可以是凹进穿过工件100的部分厚度的盲孔。工件100可以是任何合适类型的零件。例如,在一些实施例中,工件100可以是发动机缸体。在一些实施例中,工件100可以是铸造铝合金发动机缸体。孔102最终可用作发动机缸体的主轴承螺栓孔。
42.此外,根据本公开的示例性实施例示出了混合螺纹工具110。如将要讨论的,混合
螺纹工具110可以被构造成切削螺纹并随后成形(塑性变形)螺纹。如图示实施例所示,工具110可以是用于在孔102内制造内螺纹的外螺纹丝锥。然而,如将参照图4和图5讨论的,本公开的混合螺纹工具可以被配置为用于在螺栓或其他工件上制造外螺纹的阴模。
43.如图1所示,混合螺纹工具110可以包括细长的柄部112,该柄部是圆柱形的并且以轴线104为中心。柄部112可以具有外表面,该外表面的至少一部分可以是光滑的。在一些实施例中,柄部112的一部分也可以是锥形的。在一些实施例中,柄部112上可包括手柄,用于抓住工具110并绕轴线104手动转动工具110。在其他实施例中,柄部112可以包括用于连接到机器的卡盘,用于围绕轴线104自动地旋转柄部112。
44.工具110还可以包括工作端116。在一些实施例中,工作端116可以包括多个螺纹槽脊(lands)(例如,第一槽脊118a和第二槽脊118b),这些螺纹槽脊在圆周方向上被切屑开口120(例如,凹槽)分开。切屑开口120可以是沿着工作端116纵向延伸的凹槽。虽然仅示出了两个槽脊118a、118b和一个切屑开口120,但是应当理解,可以有更多。例如,可以有至少三个围绕轴线104等距间隔开的槽脊,在相邻的槽脊对之间限定各自的切屑开口。
45.工作端116可以由第一部分和第二部分限定,它们沿着轴线首尾相连地布置。第一部分可称为切削部分122,第二部分可称为成形部分124或滚压部分。切削部分122可具有第一纵向长度161,成形部分124可具有第二纵向长度162切削部分122可以被构造成用于在孔102中切削螺纹。成形部分124可被构造成用于使由切削部分122切削的螺纹塑性变形,这进一步使孔102形成螺纹并形成滚压螺纹(rolled threads)。
46.切削部分122可包括第一端131和第二端132,成形部分124可包括第三端133和第四端134。第一端131可以设置在混合工具110的末端和/或可以限定混合工具110的末端。第二端132和第三端133可以连接在一起。第四端134可以进一步沿着轴线104设置并且与第二端132和第三端133的相交处间隔开。
47.因此,切削部分122和成形部分124可以连接和附接,以限定提供切削螺纹和滚压螺纹两种益处的一体式单件混合工具110(例如,混合丝锥)。工具110可用于单一螺纹操作,使得切削部分122最初切削螺纹,并且成形部分124进一步滚压并使这些螺纹塑性变形。螺纹可以表现出高抗疲劳性和高载荷保持强度。因此,使用工具110制造的螺纹可以在长的工作寿命内保持螺栓并且维持螺栓载荷。
48.槽脊118a、118b和切屑开口120可以沿着切削部分122和成形部分124延伸。如图所示,槽脊118a、118b和切屑开口120(以及图1中隐藏的其他部分)可以在纵向方向上在切削和成形部分122、124之间连续延伸。更具体地,切屑开口120的大部分可以是轴向直的,并且可以在切削部分122和成形部分124之间沿着轴线104不间断地延伸。此外,在切削部分122内,槽脊118a、118b可以包括多个切削齿152,这些切削齿从轴线104径向向外突出,并且沿着相对于轴线104的螺旋路径延伸。在成形部分124内,槽脊118a、118b可以包括多个成形齿155,这些成形齿从轴线104径向向外突出,并且相对于轴线104沿着螺旋路径延伸。切削齿152和成形齿155可以围绕轴线104沿着相同的螺旋路径螺旋延伸。齿152、155(包括它们各自的波峰和波谷)可以被布置成使得切削和塑性变形可以在工具110的单次操作中依次发生。换句话说,第二端132处的切削齿152可以连续地连接到第三端133处的成形齿155。这样,在使用过程中,由切削齿152切削的材料可以为由成形齿155提供的塑性变形做准备。切削部分122可以在工具110的使用过程中在工件100中提供切削螺纹180(图2),并且成形部
分可以塑性变形并滚压螺纹180以在孔102中提供成形螺纹182(图3)。
49.回到图1,切削部分122可以沿着纵轴线104逐渐变细。在一些实施例中,切削部分122可以从切削部分122的第一端131到第二端132以单一锥角138完全变细。相反,成形部分124可在第三端133和第四端134之间沿其纵向长度具有基本恒定的直径。在一些实施例中,切削部分122的直径可以根据锥角138逐渐变化,并且切削部分122的最大直径可以由设置在第二端132的切削齿152限定。在各种实施例中,锥角138的范围可以在十到四十五度(10-45
°
)之间。此外,锥角138的范围可以在三十到四十五度(30-45
°
)之间。
50.切削部分122相对于成形部分124的尺寸可以预先确定并选择,以提供期望的结果。通常,成形齿155的直径可以大于这些切削齿152的直径。例如,切削齿152的大直径最多可以是成形齿155的大直径的百分之九十五(95%)。这样,切削螺纹180的大直径140最多可以是滚压螺纹182的大直径197的百分之九十五(95%)。更具体地,在一些实施例中,切削齿152的大直径可以在成形齿155的大直径的百分之八十(80%)和百分之九十五(95%)之间。这样,切削螺纹180的大直径140可以在滚压螺纹182的大直径197的百分之八十(80%)和百分之九十五(95%)之间。此外,在一些实施例中,切削齿152的大直径可以在成形齿155的大直径的百分之九十(90%)和百分之九十五(95%)之间。这样,切削螺纹180的大直径140可以在滚压螺纹182的大直径197的百分之九十(90%)和百分之九十五(95%)之间。此外,切削齿152的轮廓可被构造成用于从工件100切削和移除材料,而成形齿155的轮廓可被构造成用于在工件100上塑性变形和成形螺纹。
51.在一些实施例中,切削部分122和成形部分124可以具有共同的材料特性。例如,切削部分122可以由与成形部分124相同的材料制成(例如,工具钢)。此外,切削部分122可以具有共同的涂层、热处理、材料硬度等。在这些实施例中,工具110可以通过在单个公共柄112上形成切削部分122和成形部分124来构造,并且部分122、124可以经受相同的热处理、涂层等。这样,切削部分122和成形部分124可以整体连接,并且可以具有共同的材料特性。
52.在替代实施例中,切削部分122和成形部分124可以具有不同的材料特性。例如,在一些实施例中,切削部分122可以具有比成形部分124更高的材料硬度,以增强切削部分122的切削动作。在一些实施例中,切削部分122可以具有至少rc50的硬度,并且成形部分124可以具有较低的硬度。此外,在一些实施例中,成形部分124可以具有比切削部分122更高的材料韧性,以增强成形部分124的螺纹滚压性能。为了给部分122、124提供不同的材料特性,部分122、124可以由不同的材料单独形成,然后固定连接(例如,通过焊接)。在进一步的实施例中,工具110可以使用附加制造技术形成,并且这些技术可以用于形成附接有部分122、124并且具有不同材料特性的工具110。在进一步的实施例中,部分122、124中的一个可以经受与另一个不同的热处理,以提供不同的材料特性(例如,一个可以接受第一热处理,另一个可以接受不同的第二热处理,或者一个可以接受热处理而不是另一个)。在另外的实施例中,部分122、124中的一个可以被涂覆成不同于另一个,以提供不同的材料特性(例如,一个可以具有第一涂层而另一个可以具有不同的第二涂层,或者一个可以被涂覆但另一个不被涂覆)。在一些实施例中,用于部分122、124的涂层可以选自包括氮化钛(tin)、碳氮化钛或碳氮化物(ticn)、镀铬、氮化物、铝铬氮化物(alcrn)和铝铬氮化钛(alcrtin)的组。例如,当螺纹加工较软的材料时,可以选择tin来增加切屑流量。ticn可以因其高硬度和耐磨性而被选择。此外,铬板可以因其抗摩擦性能而被选择。氮化物可以因其高硬度而被选择。可以根
据其热特性选择alcrn。alcrtin可根据其耐热性和/或耐磨性而被选择。此外,ticn和/或tin可以因其热特性和高硬度特性而被选择。
53.现在参考图1-3,将根据示例实施例讨论使用混合螺纹工具110对孔102进行螺纹加工的方法。如图1所示,工件100可以具有第一直径184的孔102(图1)。孔102可以具有光滑的环形内径表面181。在一些实施例中,第一直径184可以被选择成近似等于最终滚压螺纹182的小直径196。这样,为了提高制造效率,由切削部分122执行的切削量可以相对较低。
54.如上所述,孔102可以是通孔或盲孔。可以存在具有不同尺寸和/或其他特征的混合螺纹工具110的阵列,并且可以根据直径184、根据工件100的材料特征和/或根据其他因素从该阵列中选择工具110。例如,可以为具有较高延展性的工件100提供具有较大锥角138的工具110。相反,可以为具有较高硬度的工件100提供具有较低锥角138的工具110。同样,如果孔102是盲孔,那么可以选择具有较小长度161的切削部分122的工具110。同样,在孔102是盲孔的情况下,可以选择具有较高锥角138的工具110,而在孔102是通孔的情况下,可以选择具有较低锥角138的工具110。
55.然后,如图2所示,工具110可以围绕轴线104旋转,并且工具110的切削部分122可以前进到孔102中。因此,切削齿152可以移除材料以形成切削螺纹180。碎屑可以被容纳在开口120内,并且可以沿着工具110纵向移动,以便从工件100移除。切削螺纹180可以被切削成与切削齿152的尺寸相反的尺寸。因此,切削螺纹180可被切削成根据锥角138逐渐变细的小直径139和大直径140。如图所示,切削螺纹180的冠部尖端170可以相对尖锐。
56.接下来,如图3所示,工具110可以继续旋转,并且可以沿着轴线104进一步前进,使得成形部分124设置在孔102中。随着成形部分124前进到孔102中,成形部分124的成形齿155可以使螺纹180塑性变形以形成滚压螺纹182。例如,成形齿155可以使切削螺纹180的冠部尖端170塑性变形,以形成滚压螺纹182。成形齿155也可以在该滚压动作期间使尖端170之间的螺纹根部塑性变形。这些螺纹182可以在小直径196处和大直径197处被切削。小直径196可以近似等于孔102的原始直径184(图1)。如图3所示,滚压螺纹182的冠部尖端172可以是锯齿状的,但是可以具有比切削螺纹180的冠部尖端170更圆的轮廓。
57.因此,切削部分122可以有效地切削螺纹180,并且成形部分124可以随后滚压螺纹182。切削部分122的切削动作可提高载荷保持强度,并且成形部分124的滚压动作可提高最终螺纹182的抗疲劳性。由于大部分螺纹先前由切削部分122提供,因此由成形部分124提供的塑性变形可在不引入高度微裂纹的情况下减少区域中的孔隙。螺纹根部的塑性变形可以降低孔隙率和残余压应力,提高疲劳性能。螺纹体可能具有最小的微损伤,以保持抗蠕变和负载保持强度。有利地,所得滚压螺纹182可表现出高抗疲劳性、高负载保持力等。
58.现在参考图4和5,根据本公开的示例性实施例,示出了混合螺纹工具210的附加实施例。工具210可以与上面讨论并在图1-3中示出的工具110共享特征。因此,这些特征的描述将不再重复。对应于图1-3的组件将用相应的附图标记增加100来表示。
59.如图所示,混合螺纹工具210可以被配置为内螺纹模具,用于在轴上制造外螺纹(例如,螺纹连接螺栓等)。工具210可以包括大致环形的支撑体215。支撑体215可以包括中心孔217,该中心孔217具有内螺纹,从而限定沿着第一长度261的切削部分222和沿着第二长度262的成形部分224。如图所示,切削部分222可以沿着第一长度261在直径宽度上呈锥形,并且成形部分224可以具有恒定的直径,类似于上面讨论的实施例。工具210还可以包括
位于相应槽脊218a、218b、281c、218d之间的多个切屑开口220。
60.像上面讨论的实施例一样,工具210可以用于最初切削,然后随后形成螺纹。具体而言,工件(例如,轴、柄、杆等)可以容纳在切削部分222中,并且工具210可以围绕轴线204旋转。通过旋转工具210并沿着工件推进工具210,切削部分222可以最初切削螺纹,成形部分224可以塑性变形并将切削螺纹成形为滚压螺纹。
61.现在将根据示例实施例讨论制造混合螺纹工具110、210的方法。这些方法将参照图1-3的工具110(阳螺纹丝锥)具体讨论。然而,应当理解,这些方法可以用于制造图4和5的工具210(内螺纹模具)。
62.在一些实施例中,柄部112可以是一体的,并且具有光滑的外表面。柄部112然后可以被加工(即,材料被去除)以形成切削齿152、成形齿155、切屑开口120和/或工具110的其他特征。然后,在一些实施例中,工具110可以被抛光、热处理、涂覆和/或以其他方式处理。在一些实施例中,这些方法可以使切削部分122和成形部分124具有共同的材料特性。
63.在图6所示的附加实施例中,切削部分122和成形部分124可以分开形成(以虚线示出)。切削部分122的切削齿152可以形成在一个主体310上,并且成形部分124的成形齿155可以形成在另一个主体312上。然后,切削部分122和成形部分124可以首尾相连。在一些实施例中,切削部分122和成形部分124可以通过焊接固定连接。此外,在一些实施例中,切削部分122可以由一种材料形成,成形部分124可以由另一种材料形成。例如,切削部分122可以由比成形部分124具有更高材料硬度的材料形成。此外,在一些实施例中,成形部分124可以由比切削部分122具有更高材料韧性的材料形成。
64.在图7所示的进一步实施例中,工具110可以额外制造。例如,可以使用添加制造装置320。发射器322可向粉末材料床300发射能量,以逐层形成工具110。工具110(包括切削齿152和成形齿155)可以添加构造,并且可以逐渐增长。在图示的实施例中,工具110可以沿着轴线104逐渐形成;然而,在其他实施例中,工具110可以在另一个方向(例如,垂直于轴线104)上逐渐形成。这个过程可能是方便和高效的。此外,这种添加制造工艺可以为切削和成形部分122、124提供共同的材料特性。在其他实施例中,添加制造工艺可以为切削和成形部分122、124提供不同的材料特性。在进一步的实施例中,添加制造工艺可用于分别形成切削和成形部分122、124,并且一旦形成,部分122、124可端对端连接(例如,通过焊接)。
65.此外,在图8所示的实施例中,工具110的制造可以包括使用热处理装置302。在一些实施例中,热处理装置302可用于向工具110提供至少一种热处理。在一些实施例中,切削部分122和成形部分124可以以相同的方式进行热处理,以具有共同的材料特性。在其他实施例中,切削和成形部分122、124可以不同地被热处理以提供不同的材料特性。此外,在一些实施例中,切削和成形部分122、124中的一个可以代替另一个进行热处理,以提供不同的材料特性。此外,为了提供不同的材料特性,热处理装置302可用于在分离的同时热处理至少一个部分122、124,然后部分122、124可随后首尾相连(例如,通过焊接)。
66.同样,如图8所示,工具110的制造可以包括使用涂覆装置301。在一些实施例中,涂覆装置301可用于向工具110提供至少一种涂层。在一些实施例中,切削部分122和成形部分124可以涂覆有共同的涂层。在其他实施例中,切削和成形部分122、124可以设置有不同的涂层,以向其提供不同的材料特性。此外,在一些实施例中,切削和成形部分122、124中的一个可以被涂覆,而不是另一个,以向其提供不同的材料特性。
67.虽然在前面的详细描述中已经给出了至少一个示例性实施例,但是应当理解,存在大量的变化。还应当理解,一个或多个示例性实施例仅是示例,并不旨在以任何方式限制本公开的范围、适用性或配置。相反,前面的详细描述将为本领域技术人员提供实现一个或多个示例性实施例的便利路线图。应当理解,在不脱离所附权利要求及其合法等同物中阐述的本公开的范围的情况下,可以对元件的功能和布置进行各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1