一种搅拌摩擦焊高平面度的焊接方法及其焊接工装与流程
1.本发明属于焊接领域,特别涉及一种搅拌摩擦焊高平面度的焊接方法及其焊接工装。
背景技术:
2.边框和底板需要经过搅拌摩擦焊使其组合成成品托盘,焊接后成品底板的平面度需要控制在5mm以内;
3.在实际的生产过程中发现,底板的平面度存在较大变化,即刚焊接完成的电池托盘,底板平面度满足标准要求,但经过数小时后复测,底板平面度变差,超出规格。
技术实现要素:
4.发明目的:为了克服现有技术中存在的不足,本发明提供一种搅拌摩擦焊高平面度的焊接方法及其焊接工装,其能够达到较高的平面度。
5.技术方案:为实现上述目的,本发明的技术方案如下:
6.一种搅拌摩擦焊高平面度的焊接方法,包括以下步骤:
7.通过边框夹持机构将待焊接的边框夹持并固定在基座上;
8.将带焊接的底板对应于边框的内圈平置在基座上,且通过底板锁附机构将待焊接的底板压覆至贴合于基座的上表面;
9.焊接前在基座上对底板所接触的区域进行预加热,并使得底板均匀受热。
10.进一步的,加热所述底板至预设温度区间,并在焊接过程中,维持底板的本体温度在预设温度区间内。
11.进一步的,预设温度区间范围为52℃
‑
58℃。
12.进一步的,所述底板在未预加热方式下焊接完成后并冷却至室温的底板平面度收缩形变量为
△
x1,所述底板在预加热方式下使得工件平面度变形量为
△
x2,则丨
△
x2
‑△
x1丨≤5mm。
13.进一步的,随加热时间的持续增加,使得底板的平面度变形量
△
x2接近且小于变形量为
△
x1的状态下,后续焊接时长内,底板加热温度在预设温度范围内呈周期性升降调节。
14.进一步的,包括加热温度控制,包括:
15.①
在420s的时间内,将底板的温度连续加热到60℃,使底板的平面度产生接近于
△
x1的形变量;
16.②
在420s至480s的时间范围内,对底板的加热温度进行下调,降低底板的热量吸收,使得底板的温度维持在60℃以下;
17.③
在后续的每1min时间范围内,均对底板的加热温度进行升降调节,使得底板的平均加热温度在每个调节时间段内为55℃;
18.④
在每个温度调节周期内,前30s时间进行连续温升加热,后30s进行连续降温,且
该周期持续到焊接过程结束。
19.一种搅拌摩擦焊高平面度的焊接方法的焊接工装,包括基座、边框夹持机构、底板锁附机构和加热模块,若干组所述边框夹持机构对应于边框的外轮廓设置在基座上,且所述边框通过所述边框夹持机构夹持在基座上方,所述基座的上方间距设置有底板锁附机构,底板通过底板锁附机构夹持在基座上,所述基座对应于边框的内圈区域设置有加热模块,所述加热模块加热底板。
20.进一步的,所述基座上位于边框的内圈区域凹设有安装槽,所述加热模块嵌设在安装槽内。
21.进一步的,所述加热模块的上表面与安装槽的上表面平齐,且所述加热模块接触贴合于底板。
22.进一步的,所述加热模块包含若干加热板,且若干所述加热板可拆卸拼接式设置。
23.进一步的,所述加热板内的电热丝包含匀热段和补偿段,所述匀热段包含若干等间距设置的u型状的加热丝,且若干u型状的加热丝首尾串联连接,形成匀热段,所述匀热段的两端分别设置有补偿段,两个所述补偿段在若干u型状的加热丝的排列方向上相对设置,且所述补偿段靠近于加热板的拼合边缘。
24.有益效果:本发明通过对底板进行均匀加热,保证底板在焊接时的平面度,提升加工质量。
附图说明
25.附图1为本发明的底板在未预加热方式下焊接完成后底板平面度检测箱线图;
26.附图2为本发明的底板在未预加热与预加热方式下焊接完成后并冷却至室温的底板平面度检测箱线图;
27.附图3为本发明的底板在不同的预加热温度条件的平面度检测箱线图;
28.附图4为本发明的底板在相同温度状态下采用是否预加热方式底板平面度检测对比箱线图;
29.附图5为本发明的焊接工装整体结构装配示意图;
30.附图6为本发明的基座上加热模块的结构俯视图;
31.附图7至附图14为本发明各温度下底板的平面度检测数据汇总曲线示意图;
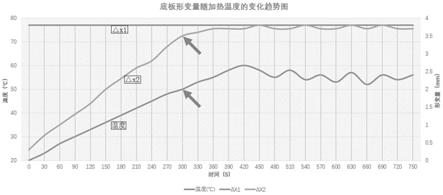
32.附图15为本发明为底板变形量随加热温度变化的趋势图。
具体实施方式
33.下面结合附图对本发明作更进一步的说明。
34.一种搅拌摩擦焊高平面度的焊接方法,包括以下步骤:
35.通过边框夹持机构将待焊接的边框8夹持并固定在基座12上;
36.将带焊接的底板9对应于边框8的内圈平置在基座12上,且通过底板锁附机构将待焊接的底板9压覆至贴合于基座12的上表面;
37.焊接前在基座12上对底板9所接触的区域进行预加热,并使得底板9均匀受热。
38.未预加热状态下导致底板平面度超差的分析:
39.1、受搅拌摩擦焊焊接热输入影响,焊接后托盘成受热膨胀状态,拉伸底板使其紧
绷;经过数小时后,托盘冷却至室温,收缩使得底板变松弛;
40.2、随机抽样25件产品,进行数据对比验证,搅拌摩擦焊焊后立即检测,平面度合格,均值为1.83mm,底板紧绷;2小时后复测,产品已恢复至室温,经检测平面度不合格,均值为5.63mm,底板松弛,如附图1中所示。因此,说明底板在焊接过程中以及焊接完成后存在一定程度的形变量
△
x1,该形变量是导致焊接平面度的超差的因素。
41.本发明通过在焊接前加热的方式,使得底板膨胀后预先获得形变量δx2,在冷却程过中δx1和δx2相互抵消,底板保持紧绷,以消除变形量,保证底板的焊接平面度。也即,所述底板9在未预加热方式下焊接完成后并冷却至室温的底板平面度收缩形变量为
△
x1,所述底板9在预加热方式下使得工件平面度变形量为
△
x2,则丨
△
x2
‑△
x1丨≤5mm。
42.如附图2所示,底板在未预加热与预加热方式下焊接完成后并冷却至室温的底板平面度检测箱线图;通过预加热焊接后的底板在冷却至室温后其平面度检测合格。
43.如附图3和附图4所示,加热所述底板9至预设温度区间,并在焊接过程中,维持底板9的本体温度在预设温度区间内,保证底板的受热均匀,其中,预设温度区间范围为40℃
‑
70℃,通过附图3可反映出,优选的预设温度区间为52℃
‑
58℃。
44.表1为20组实验检测数据,分别对比在不同温度条件下,采用预加热方式得到的底板平面度检测数据:表1:
[0045][0046]
如附图7至附图14所示,为20组检测数据在不同温度下,未预加热与采用预加热方式下底板的平面度检测汇总曲线示意图。
[0047]
如附图4所示,为本发明的底板在相同温度状态下采用是否预加热方式底板平面度检测对比箱线图,能够清晰的反映出,当预加热温度在55℃左右时,焊接前后底板的形变量最小,焊接效果最佳。
[0048]
包括加热温度控制,如附图15所示,包括:
[0049]
①
在420s的时间内,将底板的温度连续加热到60℃,使底板的平面度产生接近于
△
x1的形变量;
[0050]
②
在420s至480s的时间范围内,对底板的加热温度进行下调,降低底板的热量吸
收,使得底板的温度维持在60℃以下;
[0051]
③
在后续的每1min时间范围内,均对底板的加热温度进行升降调节,使得底板的平均加热温度在每个调节时间段内为55℃;
[0052]
④
在每个温度调节周期内,前30s时间进行连续温升加热,后30s进行连续降温,且该周期持续到焊接过程结束。
[0053]
优选的,加热温度起始为58℃
‑
59℃区间,持续至少1min,然后加热温度维持在53℃
‑
55℃度,一段时间,重复将温度提高到58℃
‑
59℃并持续重复,采用这种加热方式维持温度在55
°
左右。
[0054]
如附图15所示,在0
‑
300s的时间内,当温度在0℃
‑
50℃加热范围内时,所述底板在预加热方式下工件平面度变形量呈正增长态势;在300s
‑
420s的时间内,当温度在50℃
‑
60℃加热范围内时,所述底板在预加热方式下工件平面度变形量呈负增长态势且趋于平稳,随加热时间的持续增加,使得底板的平面度变形量
△
x2接近且小于变形量为
△
x1的状态下,后续焊接时长内,底板加热温度在预设温度范围内呈周期性升降调节,以使得底板9的温度能够稳定的位置在50
‑
60℃的区间范围内,保证底板的平面度变形量
△
x2接近且小于变形量为
△
x1,以使得焊接且冷却后底板能够有最小的变形量。
[0055]
如附图5和附图6所示,一种搅拌摩擦焊高平面度的焊接方法的焊接工装,包括基座12、边框夹持机构、底板锁附机构11和加热模块20,若干组所述边框夹持机构对应于边框8的外轮廓设置在基座12上,且所述边框8通过所述边框夹持机构夹持在基座12上方,所述基座的上方间距设置有底板锁附机构11,底板9通过底板锁附机构夹持在基座上,所述基座12对应于边框8的内圈区域设置有加热模块20,所述加热模块20加热底板9,通过加热板加热对底板进行适当加热,以降低底板与边框在摩擦焊时导致的的板体变形的不良率,保证底板平面度。
[0056]
所述基座12上位于边框8的内圈区域凹设有安装槽22,所述加热模块20嵌设在安装槽22内。所述加热模块20的上表面与安装槽22的上表面平齐,且所述加热模块20接触贴合于底板9,保证底板9被夹持后的平面度,且保证底板与加热模块20贴合。
[0057]
所述加热模块20包含若干加热板21,且若干所述加热板21可拆卸拼接式设置,本实施例采用三块加热板21拼合,其分别可独立拆装,加热板采用多块板拼接连接,降低成本,提高平面度。所述加热板21为铸造铝质材质,匀热效果较好,保证热量扩散均匀。
[0058]
所述加热板21的电性回路上连接有恒温温控器,所述加热板21的温度范围在52℃
‑
58℃。
[0059]
所述加热板21的腔中嵌设有盘旋绕设的电热丝,加热迅速且保证热量扩散均匀,所述加热板21的上表面对应于电热丝的圈内侧向圈外侧的板厚度依次减小,避免以点为加热最强的非均匀热辐射。
[0060]
如附图6所示,所述加热板21内的电热丝为s型盘绕设置,该方式使得加热板的热量分布更均匀,加热效果更好。
[0061]
所述加热板内的电热丝包含匀热段31和补偿段32,所述匀热段包含若干等间距设置的u型状的加热丝,且若干u型状的加热丝首尾串联连接,形成匀热段,所述匀热段31的两端分别设置有补偿段32,两个所述补偿段32在若干u型状的加热丝的排列方向上相对设置,且所述补偿段32靠近于加热板21的拼合边缘,也即补偿段对应于两个加热板拼合缝一侧,
两个所述补偿段32的自由端分别连接电源,通过匀热段31的加热丝对加热板整体进行均匀加热,由于匀热段31的s型盘绕,位于u型过渡区域33附近的热量扩散不均匀,产生局部低温现象,不能够对底板进行均匀加热,易造成底板对应于该区域有局部超差变形,故通过补偿段32对u型过渡区域33进行加热补偿,能够使得加热板21以及底板9的受热更加均匀,消除底部局部变形超差问题。
[0062]
若干所述加热板21中的补偿段32同方向设置,补偿段32为直线段加热丝且对应于两个加热板拼合缝一侧,由于u型过渡区域33的温差并不大,约在1
‑
2℃,故通过单侧的补偿段即可完成温度补偿。
[0063]
所述底板锁附机构11为电磁铁盖板,所述基座12上设置有电磁铁4,底板9被磁吸夹持在所述底板锁附机构11与夹座12之间,所述底板锁附机构通过磁吸拆分或吸附连接,电磁铁盖板和电磁铁在磁力吸附下进行夹紧底板,其整体结构简单、使用方便,能够快速的对边框和底板进行定位、安装和夹持。能够有效解决新工艺产品在焊接过程中因定位与压紧问题产生的尺寸不良、平面度、焊接缺陷等不良问题,从而达到顺利量产条件。
[0064]
所述基座12上矩形阵列凹设有若干安装孔14,所述安装孔14内安装设置有电磁铁,所述电磁铁的顶面与安装孔14的顶面共面,保证底板的平面度,通过若干电磁铁能够均匀的对电磁铁盖板进行磁吸吸附,所述基座12上设置有支撑板2,所述安装孔14开设在支撑板2上。
[0065]
所述基座12上位于若干定位块1的内侧设置有若干支撑块3,所述支撑块3承托边框8,且所述支撑块3对应于边框8的内圈轮廓设置,通过支撑块3对焊接缝进行支撑,保证摩擦焊焊接的稳定性,焊缝的均匀性。
[0066]
所述边框夹持机构包括设置在基座12上的伸缩气缸7和设置在所述伸缩气缸7伸缩端上的压爪5,所述伸缩气缸7的伸缩方向垂直于基座,所述压爪5对应设置于边框的上方,所述压爪5为杆体结构,一端设置在伸缩气缸的伸缩端,另一端为夹持端。
[0067]
还包括水平夹持机构,若干组所述水平夹持机构分别设置在边框8的外侧,且所述水平夹持机构水平方向夹持边框。所述定位块1分别设置在边框的两相邻且相互垂直的方向上,为一宽度侧框和一长度侧框,水平夹持机构设置在未有定位块1的一侧,通过水平夹持机构将边框8夹持在定位块1上。
[0068]
所述水平夹持机构包括固定块15、侧推块6和螺杆16,所述固定块15设置在基座12上,所述侧推块6平行且间距设置于固定块15的内侧,所述侧推块6相对于固定块15在内外侧方向上通过导向杆导向滑动设置,所述固定块15上垂直设置有螺杆16;所述螺杆16驱动侧推块6松紧夹持边框8的外侧壁。
[0069]
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1