一种用于非晶带材下料的激光横剪切机
1.本技术属于非晶合金加工技术领域,特别是涉及一种用于非晶带材下料的激光横剪切机。
背景技术:
2.非晶软磁合金由于短程无序长程无序的微观结构特点使其具备优异的软磁性能。非晶软磁合金带材是目前全球生产和应用规模最大的非晶合金材料,广泛应用于变压器,互感器和电机等行业。在诸如高速主轴电机,氢燃料电池氢气泵和高压空气泵,旋翼无人机等领域表现良好的市场应用前景。
3.非晶软磁合金由于磁致伸缩效应比较大,机械应力对非晶软磁合金的软磁特性的影响比较大,现有的基于机械剪切原理制造的带材用于非晶带材下料的激光横剪切机容易在剪切过程中对剪切区施加较大应力,产生应力影响区,尤其是在同时剪切多层非晶带材时,对于应力影响区的面积大小,靠下层的非晶带材的会大于表层。
4.在非晶铁芯的应用上,通常分成矩形铁芯、粘接块体铁芯和卷环铁芯。对于矩形铁芯和粘接块体铁芯的制造,需要将非晶合金带材卷料加工成工艺所需的长度。由于非晶带材的软磁性能容易受到机械应力的影响,因此,目前市场上基于机械剪切原理的横剪下料机容易使非晶带材软磁性能恶化。
技术实现要素:
5.1.要解决的技术问题
6.基于目前市场上基于机械剪切原理的横剪下料机容易使非晶带材软磁性能恶化的问题,本技术提供了一种用于非晶带材下料的激光横剪切机。
7.2.技术方案
8.为了达到上述的目的,本技术提供了一种用于非晶带材下料的激光横剪切机,包括依次连接的带材纠偏机、第一输送组件、真空吸附组件、激光切割区、第二输送组件和材料收集组件,所述激光切割区上设置有激光切割组件。
9.本技术提供的另一种实施方式为:所述第一输送组件包括第一带材输送辊和第二带材输送辊,所述带材纠偏机、所述第一带材输送辊、所述第二带材输送辊和所述真空吸附组件连接。
10.本技术提供的另一种实施方式为:所述第二输送组件包括第三带材输送辊和第四带材输送辊,所述激光切割区、所述第三带材输送辊、所述第四带材输送辊和材料收集组件依次连接。
11.本技术提供的另一种实施方式为:所述真空吸附组件包括若干气孔,所述气孔朝向带材一侧。
12.本技术提供的另一种实施方式为:所述激光切割组件包括振镜组件,所述振镜组件与激光发生器连接。
13.本技术提供的另一种实施方式为:所述带材纠偏机包括相互连接的激光组件和料辊,所述料辊可倾斜。
14.本技术提供的另一种实施方式为:所述振镜组件通过光纤与所述激光发生器连接。
15.本技术提供的另一种实施方式为:所述激光发生器的激光功率不低于75w,光斑直径不大于50um,光斑扫描速度为500~2000mm/s。
16.本技术提供的另一种实施方式为:所述带材纠偏机与非晶带材卷料连接。
17.本技术提供的另一种实施方式为:所述非晶带材卷料为单层非晶带材卷料或者多层非晶带材卷料。
18.3.有益效果
19.与现有技术相比,本技术提供的一种用于非晶带材下料的激光横剪切机的有益效果在于:
20.本技术提供的用于非晶带材下料的激光横剪切机,利用激光的高能量密度,在短时间内将带材的切缝气化,可大大降低带材的热影响区,并且在剪切多层非晶时,上下层非晶带材的热影响区几乎相同,较大程度减少热影响区,因而减少剪切非晶造成的软磁特性恶化。
附图说明
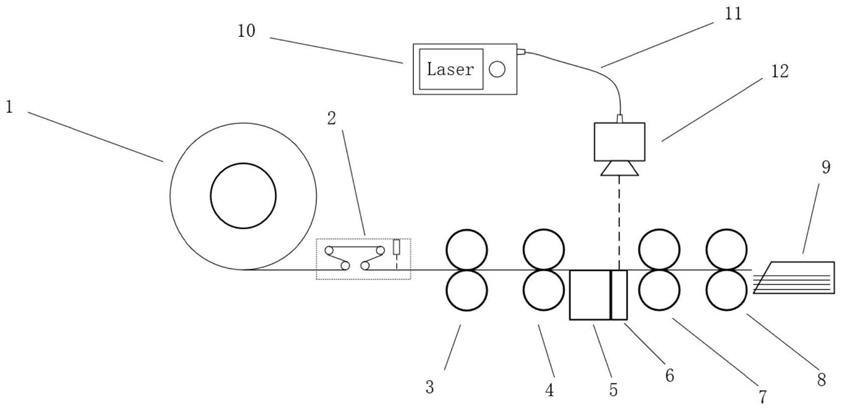
21.图1是本技术的用于非晶带材下料的激光横剪切机的结构示意图。
具体实施方式
22.在下文中,将参考附图对本技术的具体实施例进行详细地描述,依照这些详细的描述,所属领域技术人员能够清楚地理解本技术,并能够实施本技术。在不违背本技术原理的情况下,各个不同的实施例中的特征可以进行组合以获得新的实施方式,或者替代某些实施例中的某些特征,获得其它优选的实施方式。
23.参见图1,本技术提供一种用于非晶带材下料的激光横剪切机,包括依次连接的带材纠偏机2、第一输送组件、真空吸附组件5、激光切割区6、第二输送组件和材料收集组件9,所述激光切割区上设置有激光切割组件。
24.材料收集组件9用于收集切割好的材料。
25.带材取自非晶卷料,通过带材纠偏机2的纠偏后,在带材输送辊的摩擦作用力下向前输送;切割操作时,带材在激光切割区6通过真空吸附组件5吸附在平面上,防止切割时发生位移;切割好的带材经过第二传送辊送到料架9存放。
26.进一步地,所述第一输送组件包括第一带材输送辊3和第二带材输送辊4,所述带材纠偏机2、所述第一带材输送辊3、所述第二带材输送辊4和所述真空吸附组件5连接。
27.进一步地,所述第二输送组件包括第三带材输送辊7和第四带材输送辊8,所述激光切割区6、所述第三带材输送辊7、所述第四带材输送辊8和材料收集组件9依次连接。
28.进一步地,所述真空吸附组件5包括若干气孔,所述气孔朝向带材一侧。
29.进一步地,所述激光切割组件包括振镜组件12,所述振镜组件12与激光发生器10连接。
30.进一步地,所述带材纠偏机2包括相互连接的激光组件和料辊,所述料辊可倾斜。
31.进一步地,所述振镜组件12通过光纤11与所述激光发生器10连接。
32.进一步地,所述激光发生器10的激光功率不低于75w,光斑直径不大于50um,光斑扫描速度为500~2000mm/s。
33.进一步地,所述带材纠偏机2与非晶带材卷料1连接。卷料和带材纠偏机2的相对位置没有严格要求,带材能够顺利进入带材纠偏机2即可。
34.进一步地,所述非晶带材卷料1为单层非晶带材卷料或者多层非晶带材卷料。
35.非晶带材卷料1,可以是单层卷料,也可以是多层卷料;带材纠偏机2,其作用是通过激光检测带材的侧边位置,通过调节其上的可倾斜料辊,确保非晶带材卷料1在料辊上的相对位置保持恒定;第一带材输送辊3、第二带材输送辊4、第三带材输送辊7和第四带材输送辊8为带材输送辊,起到向带材施加合适的牵引力的所用;真空吸附组件5,其朝向带材的一侧设有多个气孔,真空吸附组件5内被持续不断抽成真空,对带材起到吸附固定作用,可防止带材在将要切断的瞬间由于带材张力发生滑移;激光切割区6;除此之外,用于非晶带材下料的激光横剪切机还需要配备相应的激光切割组件。光纤激光发生器10;光纤11,用以传输激光;振镜组件12,用来产生扫描激光。
36.带材取自非晶带材卷料1,通过带材纠偏机2的纠偏后,在第一带材输送辊3的摩擦作用力下向前输送;切割操作时,带材在切割区通过真空吸附装置吸附在平面上,防止切割时发生位移;切割好的带材经过第二带材输送辊4送到材料收集组件9存放。
37.特别的,激光器工作参数为:激光功率不低于75w,光斑直径不大于50um,光斑扫描速度为500
‑
2000mm/s。功率低于75w时,带材不易切断。光斑大于50um时,聚焦效果差,实验中发现不易切断。光斑扫描速度小于500mm/s时热影响区过大,带材产生皱褶,扫描速度大于2000m/s时不易切断。
38.从非晶带材卷料1释放非晶单层或者多层带材进入带材纠偏机2确保非晶带材的侧边相对位置恒定。通过带材输送辊向带材施加合适的牵引力,使其通过吸附及切割组件。切割时,真空吸附装置通过负压吸引作用将带材固定在切割区,起到防止滑移的作用,激光发生器10产生的激光通过振镜组件12在带材表面移动,通过具有极高功率密度的激光将激光照射区的带材气化产生切割效果。
39.激光切割是由激光发生器10所发出的水平激光束经45
°
全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,,使孔洞连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。
40.尽管在上文中参考特定的实施例对本技术进行了描述,但是所属领域技术人员应当理解,在本技术公开的原理和范围内,可以针对本技术公开的配置和细节做出许多修改。本技术的保护范围由所附的权利要求来确定,并且权利要求意在涵盖权利要求中技术特征的等同物文字意义或范围所包含的全部修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1