基于三维移动平台的双工器调试系统
1.本技术属于双工器调试技术领域,尤其涉及一种基于三维移动平台的双工器调试系统。
背景技术:
2.双工器是异频双工电台,中继台的主要配件,其作用是将发射和接收讯号相隔离,保证接收和发射都能同时正常工作.它是由两组不同频率的阻带滤波器组成,避免本机发射信号传输到接收机。
3.在实际双工器生产过程中,由工人调节双工器上的螺钉,以达到生产规定的波形,由于螺钉多而复杂,人工调节费时费力,且人工调试的精度也低。
技术实现要素:
4.本技术实施例提供一种基于三维移动平台的双工器调试系统,以解决现有的人工调试双工器造成的费时费力调试精度低的问题。
5.本技术实施例提供一种基于三维移动平台的双工器调试系统,用于对双工器上的螺钉进行调试,包括:处理器、三维移动平台、成像机构、螺丝刀机构;
6.所述三维移动平台包括架体和设置于所述架体上的横向移动机构,所述横向移动机构可沿水平方向移动;
7.所述成像机构设置于所述横向移动机构上,且成像机构用于对所述双工器上的螺钉拍摄并得到螺钉图像;
8.所述螺丝刀机构设置于所述横向移动机构上,且所述螺丝刀机构用于旋钮所述双工器上的螺钉;
9.所述双工器包括双工器本体和纵向移动机构,所述双工器本体安装于所述纵向移动机构上,所述纵向移动机构驱动所述双工器本体纵向移动;
10.所述处理器,分别与所述三维移动平台、成像机构、螺丝刀机构和所述双工器连接;
11.所述处理器用于根据所述成像机构采集的图像,计算出所述螺钉的进给方向,并控制所述螺丝刀机构按照螺钉进给方向旋钮所述螺钉。
12.可选的,所述处理器包括:
13.图像预处理模块,用于将所述螺钉图像中的形状特征与标准螺钉的形状特征进行匹配,确定螺钉类型,得到螺钉预处理图像;
14.图像定位模块,用于检测所述螺钉预处理图像中螺钉的圆心坐标;
15.图像处理模块,用于根据所述螺钉的圆心坐标和所述螺钉的类型,确定螺钉进给方向,并控制所述螺丝刀机构动作,旋钮所述螺钉。
16.可选的,所述图像预处理模块包括:
17.特征提取子模块,用于提取出所述螺钉图像中的螺钉头部的边缘信息,获得头部
特征;
18.特征匹配子模块,用于将所述头部特征与标准螺钉的头部形状特征进行匹配,确定螺钉的类型;
19.识别预处理子模块,用于对螺钉头部边缘图形进行膨胀处理和漫水填充,得到螺钉预处理图像。
20.可选的,所述图像预处理模块还包括:
21.区域检测子模块,用于提取所述螺钉图像中的重点检测区域,所述特征提取子模块提取重点检测区域内螺钉头部的边缘信息。
22.可选的,所述重点检测区域为矩形,根据所述矩形的边长是否大于螺钉直径,判断所述重点检测区域是否为有效区域。
23.可选的,所述图像定位模块包括:
24.像素分辨率标定子模块,用于对所述成像机构的像素分辨率标定,计算出每个像素值标识的实际尺寸;
25.螺钉定位子模块,用于根据标定的所述成像机构像素分辨率,计算出螺钉的圆心坐标。
26.可选的,所述螺钉定位子模块通过圆定位算法计算出所述螺钉的圆心坐标。
27.可选的,所述圆定位算法是通过最小二乘法与霍夫变换分别得到螺钉的圆心坐标值,将两圆心坐标值相加求平均数得到所述螺钉的圆心坐标。
28.可选的,所述图像处理模块包括:
29.执行子模块,用于根据所述螺钉的圆心坐标和螺钉类型,控制所述三维移动平台带动所述螺丝刀机构移动到螺钉进给位置,控制所述螺丝刀机构动作;
30.滤波检测子模块,用于观察所述双工器的工作滤波与无线电话的工作频率是否一致,当一致时,所述螺丝刀机构停止动作并复位。
31.可选的,所述图像处理模块还包括:
32.循环子模块,用于控制所述横向移动机构和/或所述纵向移动机构动作,进行下一螺钉调试。
33.本技术实施例提供的一种基于三维移动平台的双工器调试系统,通过三维移动平台移动成像机构、螺丝刀机构和双工器,自动定位双工器上的螺钉,并完成调试,自动化程度高,精度高、效率高。
附图说明
34.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
35.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
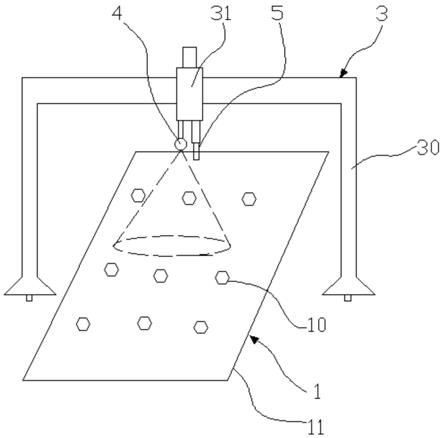
36.图1为本技术实施例提供的三维移动平台的结构示意图。
37.图2为本技术实施例提供的调试系统的控制逻辑图。
具体实施方式
38.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
39.本技术实施例提供一种基于三维移动平台的双工器调试系统,以解决现有的人工调试双工器造成的费时费力调试精度低的问题。以下将结合附图对进行说明。
40.一种基于三维移动平台的双工器调试系统,用于对双工器1上的螺钉10 进行调试,包括:处理器2、三维移动平台3、成像机构4、螺丝刀机构5。
41.参见图1,图1为本技术实施例提供的三维移动平台的结构示意图。
42.三维移动平台3包括架体30和设置于架体上的横向移动机构31,横向移动机构31可沿水平方向移动,成像机构4设置于横向移动机构31上,且成像机构4用于对双工器上的螺钉拍摄并得到螺钉图像;螺丝刀机构5设置于横向移动机构31上,且螺丝刀机构5用于旋钮双工器1上的螺钉10。
43.具体的,本实施例中的架体30为孔门架,龙门架的顶部横梁设置有滑轨,横向移动机构31包括滑座和电机,滑座与滑轨相连,电机驱动滑座沿滑轨水平移动,成像机构4和螺丝刀机构5均安装于滑座上,在电机的驱动下,成像机构4和螺丝刀机构5均可以沿水平方向平移,成像机构4沿水平方向移动拍摄双工器水平线上的每一颗螺钉,螺丝刀机构5旋钮双工器水平线上的每一颗螺钉,本实施例中的成像机构4为工业相机,螺丝刀机构5包括可替换的螺丝刀头和伸缩杆,螺丝刀头与双工器上的螺钉头部匹配,伸缩杆的端部连接螺丝刀头,当螺丝刀头旋钮时,伸缩杆向下推进螺丝刀头,当螺丝刀头退出时,伸缩杆带动螺丝刀头与螺钉分离,向上复位。
44.双工器1包括双工器本体11和纵向移动机构,双工器本体安装于纵向移动机构上,纵向移动机构驱动双工器本体11纵向移动,通过横向移动机构 31和纵向移动机构共同作用,保证双工器本体11上的每一颗螺钉10均能够被成像机构4拍摄和螺丝刀机构5旋钮,自动化程度高。
45.处理器2分别与三维移动平台3、成像机构4、螺丝刀机构5和双工器1 连接,处理器2用于根据成像机构4采集的图像,计算出螺钉的进给方向,并控制螺丝刀机构5按照螺钉进给方向旋钮螺钉,保证每一颗螺钉被调试。
46.参见图2所示,图2为本技术实施例提供的调试系统的控制逻辑图。
47.具体的,处理器2包括连接的图像预处理模块20、图像定位模块21和图像处理模块22,其中,成像机构4拍摄到螺钉图像后,将螺钉图像上传,图像预处理模块20接收螺钉图像将螺钉图像中的该螺钉的形状特征与标准螺钉的形状特征进行匹配,确定螺钉类型,得到螺钉预处理图像,图像定位模块 21接收螺钉预处理图像并检测螺钉预处理图像中该螺钉的圆心坐标,图像处理模块根据螺钉的圆心坐标和螺钉的类型,确定螺钉进给方向,并控制螺丝刀机构动作,旋钮该螺钉,如此,完成一颗螺钉的识别和调试。
48.图像预处理模块根据螺钉图像的螺钉头部形状特点,对基于hu不变矩特征的螺钉图像匹配进行研究,采用一种基于几何形状特征的螺钉图像匹配方法,以图像中特征之间的欧式距离为度量完成对螺钉的识别与分类。本实施例中图像预处理模块包括特征提取子
模块、特征匹配子模块和识别预处理子模块,特征提取子模块用于提取出螺钉图像中的螺钉头部的边缘信息,获得头部特征,特征匹配子模块用于将头部特征与标准螺钉的头部形状特征进行匹配,确定螺钉的类型,根据螺钉类型螺丝刀机构更换与之匹配的刀头,识别预处理子模块用于对螺钉头部边缘图形进行膨胀处理和漫水填充,得到螺钉预处理图像。
49.进一步的,图像预处理模块还包括区域检测子模块,其用于提取螺钉图像中的重点检测区域,特征提取子模块提取重点检测区域内螺钉头部的边缘信息,本实施例中只对重点检测区域进行处理,减少图像处理过程中的计算量,加快图像处理的效率。
50.还需要判断成像机构4的图像是否为具有螺钉的图片,本实施例中重点检测区域为矩形,根据矩形边长是否大于螺钉直径,判断重点检测区域是否为有效区域,若是,则重点检测区域有效,反之,则重点检测区域无效,处理器控制移动双工器本体11或成像机构4,成像机构4重新拍摄心的螺钉图像,再经过区域检测子模块进行判断,一般第一个螺钉检测的位置由人工进行设定。
51.进一步的,为了确定螺丝刀机构5,图像定位模块包括像素分辨率标定子模块和螺钉定位子模块,像素分辨率标定子模块用于对成像机构的像素分辨率标定,计算出每个像素值标识的实际尺寸,螺钉定位子模块用于根据标定的成像机构像素分辨率,计算出螺钉的圆心坐标。具体的,成像机构即工业相机的标定过程采用棋盘格作为标定检测物体,标定过程中计算棋盘格边长与相应的边在图像中像素个数的对应值,完成所选工业相机像素点分辨率的拟合。由于标定过程中镜头本身的误差以及安装误差等原因,标定次数较少时可能对结果产生影响,因此需要在标定过程中采用了多组实验数据进行计算,然后将多组标定系数进行平均值求解得到像素分辨率标定系数,尽可能减小标定误差。可以理解的,本实施例中螺钉的半径也可以通过图像定位模块计算得到。
52.更进一步的,螺钉定位子模块通过圆定位算法计算出螺钉的圆心坐标,提高螺钉的定位精度,同时提高检测效率,减少计算量。
53.具体的,圆定位算法是通过最小二乘法与霍夫变换分别得到螺钉的圆心坐标值,将两圆心坐标值相加求平均数得到螺钉的圆心坐标,采用算法结合的方式获得的螺钉圆心坐标偏移值的离散程度较低,还能够提高定位结果的稳定性。
54.进一步的,图像处理模块包括执行子模块和滤波检测子模块,执行子模块用于根据螺钉的圆心坐标和螺钉类型,控制三维移动平台带动螺丝刀机构移动到螺钉进给位置,控制螺丝刀机构动作,滤波检测子模块用于观察双工器的工作滤波与无线电话的工作频率是否一致,当一致时,控制螺丝刀机构停止动作并复位。
55.更进一步的,由于双工器本体11上设置有若干螺钉,每一颗螺钉都需要进行调试,因此,本实施例的图像处理模块还包括循环子模块,用于控制横向移动机构和/或纵向移动机构动作,进行下一螺钉调试,处理器驱动水平移动单元移动,成像机构4对下一颗螺钉拍照上传,依次经过图像预处理模块、图像定位模块和图像处理模块,当一排完成后,纵向移动机构驱动双工器本体11纵向移动,成像机构4对新一排的螺钉拍照上传,如此往复,完成双工器本体11上的所有螺钉的调试,进而完成双工器调试。
56.以上对本技术实施例所提供的一种基于三维移动平台的双工器调试系统进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本
申请的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1