一种调整夹送辊摇臂精度的方法、装置、介质及设备与流程
1.本发明属于热连轧技术领域,尤其涉及一种调整夹送辊摇臂精度的方法、装置、介质及设备。
背景技术:
2.目前国内外热连轧卷取夹送辊一般采取的上夹送辊摇臂结构,上夹送辊摇臂结构详见图1。
3.该摇臂结构的主要缺点是精度不足,如图2所示,摇臂长期使用导致变形、导致精度下降,两侧(操作侧和传动侧)受力差异大。那么在生产薄规格时,由于夹送辊位置环受力状态与压力环受力状态不同,导致夹送辊两侧(操作侧和传动侧)作用在带钢上的压力偏差较大。并且不同阶段、不同钢种、不同带钢规格实际压力偏差波动较大,操作人员没有手段提前调整,在精轧抛钢后夹送辊将带钢挤歪导致带钢跑偏一侧或者两侧交替跑偏,导致带钢尾部产生尾部塔形、错边、溢出边等缺陷,造成大量钢卷返修,严重时轧线甚至因为质量问题停产。
4.由于摇臂空间尺寸较大,精度测量难度较大,现有技术难以快速识别该问题,出现问题时也难以处理,导致产生大量卷形异常钢卷,严重影响钢卷卷形质量。
技术实现要素:
5.针对现有技术存在的问题,本发明实施例提供了一种调整夹送辊摇臂精度的方法、装置、介质及设备,用于解决现有技术中难以快速检测并调整摇臂精度,导致产生大量异常钢卷,严重影响钢卷卷形质量的技术问题。
6.本发明提供一种调整夹送辊摇臂精度的方法,所述方法包括:
7.确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
8.基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
9.控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
10.基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;
11.基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;
12.基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
13.获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
14.基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
15.可选的,所述确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值,包括:
16.当夹送辊传动轴为脱开状态,确定夹送辊在各目标油缸位置对应的第一夹送辊自重补偿值;
17.当所述夹送辊传动轴为连接状态,确定所述夹送辊在各目标油缸位置对应的第二夹送辊自重补偿值;
18.根据公式确定工作状态下夹送辊操作侧在各目标油缸位置对应的标准自重补偿值g
os1
;
19.根据确定工作状态下夹送辊传动侧在各目标油缸位置对应的标准自重补偿值g
ds1
;其中,所述g1为所述第二夹送辊自重补偿值,所述g2为所述第一夹送辊自重补偿值。
20.可选的,所述控制所述夹送辊的压力调零,包括:
21.控制所述夹送辊由完全打开位开始关闭,当关闭至第一预设辊缝时,对所述夹送辊的压力进行清零;
22.控制所述夹送辊由所述第一预设辊缝继续关闭,当确定所述夹送辊压力达到预设目标值且夹送辊压力波动在预设范围内时,对所述夹送辊的辊缝进行清零。
23.可选的,所述基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值,包括:
24.将所述参考油缸位置代入所述第一曲线中,获得所述夹送辊在所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值g
os
及所述夹送辊传动侧参考标准自重补偿值g
ds
。
25.可选的,所述基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值,包括:
26.根据公式g
os2
=f
co
×
k
‑
g
os
确定所述夹送辊操作侧的第一附加自重补偿值g
os2
;其中,所述f
co
为所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力,所述k为夹送辊压力几何系数,所述g
os
为参考油缸位置对应的夹送辊操作侧参考标准自重补偿值。
27.可选的,所述基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值,包括:
28.根据公式g
ds2
=f
cd
×
k
‑
g
ds
确定所述夹送辊传动侧的第二附加自重补偿值g
ds2
;其中,所述f
cd
为所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力,所述k为夹送辊压力几何系数,所述g
ds
为参考油缸位置对应的夹送辊传动侧参考标准自重补偿值。
29.可选的,所述基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度,包括:
30.基于公式确定所述夹送辊传动侧与操作侧之间的高度差m;
31.根据所述高度差调整所述夹送辊传动侧或所述夹送辊操作侧的摇臂高度;其中,
32.所述g
ds2
为所述夹送辊传动侧的第二附加自重补偿值,所述g
os2
为所述夹送辊操作侧的第一附加自重补偿值,所述n为所述曲线斜率值。
33.本发明还提供一种调整夹送辊摇臂精度的装置,所述装置包括:
34.第一确定单元,用于确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
35.拟合单元,用于基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
36.控制单元,控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
37.第二确定单元,用于基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
38.获取单元,用于获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
39.调整单元,用于基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
40.本发明还提供一种存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述任一项所述的方法。
41.本发明还提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述任一项所述的方法。
42.本发明提供一种调整夹送辊摇臂精度的方法、装置、介质及设备,方法包括:确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度;如此,当夹送辊摇臂精度下降导致带钢尾部卷形不受控时,可通过夹送辊标准自重补偿差值和附加自重补偿值判断夹送辊摇臂的扭曲方向,并根据压力差与辊缝之间的曲线斜率值与夹送辊油缸两侧附加自重补偿差值计算得到夹送辊摇臂需要调整的具体高度,对夹送辊的摇臂高度进行调节来间接调整摇臂
扭曲程度,进而调整摇臂精度,最终保证夹送辊摇臂扭曲程度在可接受范围内,确保钢卷卷形质量。
附图说明
43.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
44.图1为现有技术中提供的夹送辊摇臂结构示意图;
45.图2为现有技术提供的夹送辊摇臂扭曲后的实际受力示意图;
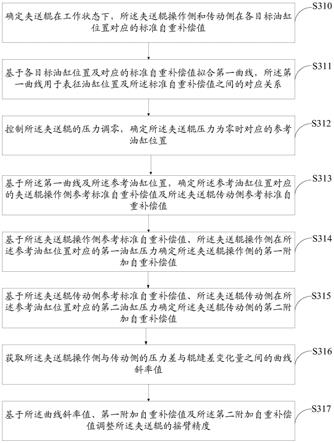
46.图3为本发明实施例提供的调整夹送辊摇臂精度的方法流程示意图;
47.图4为本发明实施例提供的第二曲线示意图;
48.图5为本发明实施例提供的调整夹送辊摇臂精度的装置结构示意图;
49.图6为本发明实施例提供的调整夹送辊摇臂精度的计算机设备结构示意图;
50.图7为本发明实施例提供的调整夹送辊摇臂精度的计算机存储介质结构示意图。
具体实施方式
51.本发明提供了一种调整夹送辊摇臂精度的方法、装置、介质及设备,以解决现有技术中难以检测并调整摇臂精度,导致产生大量异常钢卷,严重影响钢卷卷形质量的技术问题。
52.为了更好的理解上述技术方案,下面通过附图以及具体实施例对本说明书实施例的技术方案做详细的说明,应当理解本说明书实施例以及实施例中的具体特征是对本说明书实施例技术方案的详细的说明,而不是对本说明书技术方案的限定,在不冲突的情况下,本说明书实施例以及实施例中的技术特征可以相互组合。
53.本实施例提供一种调整夹送辊摇臂精度的方法,如图3所示,方法包括:
54.s310,确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
55.本步骤确定夹送辊在工作状态下,夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值。其中,目标油缸位置为油缸磁尺位置,可以包括多个位置,比如本实施例中的目标油缸位置包括5个,分别为油缸磁尺位置为36mm,175mm,350mm,525mm及700mm。目标油缸位置可基于实际情况进行选择,在此不做限制。
56.本实施例中,确定夹送辊传动轴连接状态下,夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值,包括:
57.当夹送辊传动轴为脱开状态,确定夹送辊在各目标油缸位置对应的第一夹送辊自重补偿值;
58.当夹送辊传动轴为连接状态,确定夹送辊在各目标油缸位置对应的第二夹送辊自重补偿值;
59.根据公式确定工作状态下夹送辊操作侧在各目标油缸位置对应的标准自重补偿值g
os1
;
60.根据确定工作状态下夹送辊传动侧在各目标油缸位置对应的标准自重补偿值g
ds1
;其中,g1为第二夹送辊自重补偿值,g2为第一夹送辊自重补偿值。
61.其中,各夹送辊操作侧在各目标油缸位置对应的标准自重补偿值g
os1
以及确定夹送辊传动侧在各目标油缸位置对应的标准自重补偿值g
ds1
可如表1所示。
62.表1
[0063][0064]
具体的,将上夹送辊的传动轴脱开,夹送辊传动轴处于脱开状态,控制夹送辊从0辊缝以预设速度(比如1mm/s)打开至辊缝最大位时,获取各目标油缸位置对应的第三夹送辊自重补偿值;然后控制夹送辊从辊缝最大位以预设速度(比如1mm/s)下降至0辊缝时,获取各目标油缸位置对应的第四夹送辊自重补偿值。
[0065]
针对各目标油缸位置,确定第三夹送辊自重补偿值及第四夹送辊自重补偿值的平均值,该平均值为第一夹送辊自重补偿值。
[0066]
同样的,将上夹送辊的传动轴连接,夹送辊传动轴处于连接状态,控制夹送辊从0辊缝以预设速度(比如1mm/s)打开至辊缝最大位时,获取各目标油缸位置对应的第五夹送辊自重补偿值;然后控制夹送辊从辊缝最大位以预设速度(比如1mm/s)下降至0辊缝时,获取各目标油缸位置对应的第六夹送辊自重补偿值。
[0067]
针对各目标油缸位置,确定第五夹送辊自重补偿值及第六夹送辊自重补偿值的平均值,该平均值为第二夹送辊自重补偿值。
[0068]
其中,第三夹送辊自重补偿值、第四夹送辊自重补偿值、第五夹送辊自重补偿值及第六夹送辊自重补偿值的确定方式是相同的,均是根据公式(f
co1
+f
cd1
)
×
k确定的;唯一不同的是,在计算第三夹送辊自重补偿值、第四夹送辊自重补偿值、第五夹送辊自重补偿值及第六夹送辊自重补偿值时,使用的各实际f
co1
值不同,使用的各实际f
cd1
值也不同。
[0069]
其中,k为夹送辊压力几何系数,k值可以根据各设备的实际情况进行设定,比如为1.4~1.5;f
co1
为夹送辊辊缝在打开及关闭过程中实际测得的夹送辊操作侧的油缸压力,f
cd1
为夹送辊辊缝在打开及关闭过程中实际测得的夹送辊传动侧的油缸压力。
[0070]
s311,基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
[0071]
获取到各目标油缸位置及对应的标准自重补偿值后,需要分别对各目标油缸位置(油缸磁尺位置)和对应的标准自重补偿值进行拟合,形成第一曲线。值得注意的是,需要对夹送辊传动侧各目标油缸位置和对应的标准自重补偿值进行拟合,也需要对夹送辊操作侧
各目标油缸位置和对应的标准自重补偿值进行拟合。因此第一曲线包括两条,分别为夹送辊传动侧对应的第一曲线及夹送辊操作侧对应的第一曲线,两条曲线是不同的。
[0072]
第一曲线用于表征操作侧和传动侧的油缸位置及所述标准自重补偿值之间的对应关系。在第一曲线中,横坐标为目标油缸位置,纵坐标为标准自重补偿值。
[0073]
第一曲线确定出之后,后续可以利用第一曲线计算出任何夹送辊两侧(传动侧和操作侧)油缸位置对应的标准自重补偿值。
[0074]
s312,控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
[0075]
本步骤需要对夹送辊进行调零。具体的,控制夹送辊的压力调零,并确定夹送辊压力为零时对应的参考油缸位置。
[0076]
本实施例中,控制夹送辊的压力调零,包括:
[0077]
控制夹送辊由完全打开位开始关闭,当关闭至第一预设辊缝时,对夹送辊的压力进行清零;
[0078]
控制夹送辊由第一预设辊缝继续关闭,当确定夹送辊压力达到预设目标值时且夹送辊压力波动在预设范围内时,对所述夹送辊的辊缝进行清零。
[0079]
其中,第一预设辊缝为20mm,第一预设辊缝为接近夹送辊工作时的辊缝。
[0080]
本实施例中,确定夹送辊压力为零时对应的参考油缸位置,包括:
[0081]
获取夹送辊压力为零时对应的辊缝距离s;
[0082]
基于公式h=k*s+a确定参考油缸位置h;其中,k夹送辊压力几何系数,a为油缸位置标定偏移量。
[0083]
值得注意的是,当夹送辊压力为零时对应的辊缝距离s为20mm。
[0084]
这样就确定出了参考油缸位置。
[0085]
s313,基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;
[0086]
确定出第一曲线后,可基于第一曲线及参考油缸位置,确定参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及夹送辊传动侧参考标准自重补偿值,具体包括:
[0087]
将夹送辊两侧的参考油缸位置分别代入对应的第一曲线中,获得夹送辊在参考油缸位置对应的夹送辊操作侧参考标准自重补偿值g
os
及夹送辊传动侧参考标准自重补偿值g
ds
。
[0088]
s314,基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;
[0089]
再基于夹送辊操作侧参考标准自重补偿值g
os
、夹送辊操作侧在参考油缸位置对应的第一油缸压力确定夹送辊操作侧的第一附加自重补偿值。
[0090]
具体的,根据公式g
os2
=f
co
×
k
‑
g
os
确定夹送辊操作侧的第一附加自重补偿值g
os2
;其中,f
co
为夹送辊操作侧在参考油缸位置对应的第一油缸压力,k为夹送辊压力几何系数,g
os
为参考油缸位置对应的夹送辊操作侧参考标准自重补偿值。
[0091]
s315,基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
[0092]
同样的,基于夹送辊传动侧参考标准自重补偿值g
ds
、夹送辊传动侧在参考油缸位
置对应的第二油缸压力确定夹送辊传动侧的第二附加自重补偿值;
[0093]
具体的,根据公式g
ds2
=f
cd
×
k
‑
g
ds
确定夹送辊传动侧的第二附加自重补偿值g
ds2
;其中,f
cd
为夹送辊传动侧在参考油缸位置对应的第二油缸压力,k为夹送辊压力几何系数,g
ds
为参考油缸位置对应的夹送辊传动侧参考标准自重补偿值。
[0094]
值得注意的是,步骤s314和步骤s315的执行顺序并没有严格限定,可以先执行s314,也可以先执行步骤s315,本实施例不作限制。
[0095]
s316,获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
[0096]
当夹送辊辊缝差变化时,夹送辊操作侧与传动侧的压力差也会有变化,压力差同时也可以反映出摇臂的精度,若夹送辊两侧(操作侧与传动侧)的高度不一致,必然会导致压力差较大。
[0097]
因此,本步骤中需要拟合出送辊操作侧与传动侧的压力差与辊缝之间的第二曲线,并获得第二曲线的斜率值。
[0098]
具体的,控制夹送辊在空载位置环,对夹送辊辊缝差进行调整,一般从0调整至2mm或
‑
2mm,通过pda曲线确定夹送辊两侧压力差的变化,进而拟合出夹送辊两侧压力差与辊缝差变化量之间的第二曲线,如图4所示,第二曲线接近于线性,本实施例将第二曲线作为线性曲线,第二曲线为y=8.66x
‑
1.58;那么第二曲线的曲线斜率值为8.66。
[0099]
s317,基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
[0100]
本步骤中可基于曲线斜率值、第一附加自重补偿值及第二附加自重补偿值调整夹送辊的摇臂精度。
[0101]
具体的,基于公式确定夹送辊传动侧与操作侧之间的高度差m;
[0102]
根据高度差调整夹送辊传动侧或所述夹送辊操作侧的摇臂高度;其中,
[0103]
g
ds2
为夹送辊传动侧的第二附加自重补偿值,g
os2
为夹送辊操作侧的第一附加自重补偿值,n为曲线斜率值。
[0104]
在根据高度差调整夹送辊传动侧或所述夹送辊操作侧的摇臂高度时,是将高度为m的垫片垫在附加自重补偿值为负值对应的一侧,具体是将垫片安装在该侧上夹送辊轴承座与摇臂之间。
[0105]
举例来说,比如g
os2
为
‑
18kn,g
ds2
为18kn,那么m=36/8.6623=4.17mm此时可将对应厚度的垫片点在操作侧上夹送辊轴承座与摇臂之间,以对夹送辊摇臂精度进行补偿。
[0106]
值得注意的是,夹送辊操作侧与传动侧之间的摇臂扭曲程度,反映在夹送辊两侧的摇臂高度差m上,因此可通过调整两侧的摇臂高度差来间接调整摇臂扭曲程度,最终保证夹送辊摇臂扭曲程度在可接受范围内,减少夹送辊两侧压力差,确保钢卷卷形质量。
[0107]
本实施例中,当夹送辊摇臂精度下降导致带钢尾部卷形不受控时,可通过夹送辊标准自重补偿差值和附加自重补偿值判断夹送辊摇臂的扭曲方向,并根据压力差与辊缝之间的曲线斜率值与夹送辊油缸两侧附加自重补偿差值计算得到夹送辊摇臂需要调整的具体高度,对夹送辊摇臂的两侧高度进行调节,进而调整摇臂精度,最终保证夹送辊摇臂扭曲在可接受范围内,确保钢卷卷形质量。
[0108]
基于与前述实施例同样的发明构思,本发明还提供一种调整夹送辊摇臂精度的装置,如图5所示,装置包括:
[0109]
第一确定单元51,用于确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
[0110]
拟合单元52,用于基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
[0111]
控制单元53,控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
[0112]
第二确定单元54,用于基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
[0113]
获取单元55,用于获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
[0114]
调整单元56,用于基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
[0115]
需要说明的是,该装置可以为计算机、服务器等有计算或存储功能的设备装置。该装置可以为独立的服务器,在此不作限制。
[0116]
由于本发明实施例所介绍的装置,为实施本发明实施例的方法所采用的装置,故而基于本发明实施例所介绍的方法,本领域所属人员能够了解该装置的具体结构及变形,故而在此不再赘述。凡是本发明实施例的方法所采用的装置都属于本发明所欲保护的范围。
[0117]
基于同一发明构思,本实施例提供一种计算机设备600,如图6所示,包括存储器610、处理器620及存储在存储器610上并可在处理器620上运行的计算机程序611,处理器620执行计算机程序611时实现以下步骤:
[0118]
确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
[0119]
基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
[0120]
控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
[0121]
基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;
[0122]
基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;
[0123]
基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
[0124]
获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
[0125]
基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
[0126]
在具体实施过程中,处理器620执行计算机程序611时,可以实现实施例二中任一实施方式。
[0127]
由于本实施例所介绍的计算机设备为实施本技术实施例一种调整夹送辊摇臂精度的方法所采用的设备,故而基于本技术前述实施例中所介绍的方法,本领域所属技术人员能够了解本实施例的计算机设备的具体实施方式以及其各种变化形式,所以在此对于该服务器如何实现本技术实施例中的方法不再详细介绍。只要本领域所属技术人员实施本技术实施例中的方法所采用的设备,都属于本技术所欲保护的范围。
[0128]
基于同一发明构思,本实施例提供一种计算机可读存储介质700,如图7所示,其上存储有计算机程序711,该计算机程序711被处理器执行时实现以下步骤:
[0129]
确定夹送辊在工作状态下,所述夹送辊操作侧和传动侧在各目标油缸位置对应的标准自重补偿值;
[0130]
基于各目标油缸位置及对应的标准自重补偿值拟合第一曲线,所述第一曲线用于表征油缸位置及所述标准自重补偿值之间的对应关系;
[0131]
控制所述夹送辊的压力调零,确定所述夹送辊压力为零时对应的参考油缸位置;
[0132]
基于所述第一曲线及所述参考油缸位置,确定所述参考油缸位置对应的夹送辊操作侧参考标准自重补偿值及所述夹送辊传动侧参考标准自重补偿值;
[0133]
基于所述夹送辊操作侧参考标准自重补偿值、所述夹送辊操作侧在所述参考油缸位置对应的第一油缸压力确定所述夹送辊操作侧的第一附加自重补偿值;
[0134]
基于所述夹送辊传动侧参考标准自重补偿值、所述夹送辊传动侧在所述参考油缸位置对应的第二油缸压力确定所述夹送辊传动侧的第二附加自重补偿值;
[0135]
获取所述夹送辊操作侧与传动侧的压力差与辊缝差变化量之间的曲线斜率值;
[0136]
基于所述曲线斜率值、第一附加自重补偿值及所述第二附加自重补偿值调整所述夹送辊的摇臂精度。
[0137]
在具体实施过程中,该计算机程序711被处理器执行时,可以实现前述实施例任一实施方式。
[0138]
本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
[0139]
本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0140]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特
定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0141]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0142]
尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0143]
以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1