一种机器人行走机构去除微变形的加工方法与流程
1.本发明涉及机械制造技术领域,具体为一种机器人行走机构去除微变形的加工方法。
背景技术:
2.伴随着智能化自动化科技的飞速发展,工业机器人得到了很好的推广应用,特别在大型集群型机床摆布生产单位,机器人的推广应用不但降低了用工成本,同时还大大提高了生产效率和生产质量,在实际使用过程中,机器人需要进行行走动作才能服务于更多生产设备,而机器人的行走依赖于移动行走机构,因而机器人移动行走机构的质量决定了机器人工作的稳定性,为了更好地促进机器人的推广应用,在对机器人移动行走机构焊接加工完成的基础上,通过对机器人移动行走机构进行机械加工,以保证机器人移动行走机构的精度和质量,从而保证机器人行走的稳定顺畅;
3.现有的机器人行走机构,其端面均是有龙门加工中心完成,工件在加工过程中由于在压紧状态下进行,加工完成释放压板时,会导致整体内应力释放,这样会使得工件产生一定的微变形,这样使得机器人在行走过程中,容易出现轻微的异响,长久以往的使用过程中,容易造成机械磨损,影响了机器人的使用寿命,同时存在着故障风险;
4.在中国发明申请文件cn108068122a公开“一种大型船舶槽面加工装置及定位方法”,该装置可解决大型船舶槽面的精加工等作业任务中存在的成本高、加工过程复杂、效率低下的问题。在可以对工件进行精铣的同时,还具备对工件表面平整度进行检测的功能,从而既可以实现工件铣削加工功能以及达到加工精度要求,保证了加工平面的平面度和精确度;
5.在中国发明申请文件cn111664814a公开“一种工件加工平面水平光学矫正检测的方法”,该专利公开了一种工件平面精度的检测方法,通过计算检测罩与工作台的倾斜量进行矫正,减小机器误差,增加检测的精确性,通过多个检测板对工件进行多点检测,减少检测误差,进一步增加检测的精确性;该装置虽然具备平面检测功能,但是采用光学检测,成本较高,无形中增加了生产成本;
6.为此,我们提出一种机器人行走机构去除微变形的加工方法。
技术实现要素:
7.本发明为解决上述技术问题,提供一种机器人行走机构去除微变形的加工方法。
8.为实现上述目的,本发明提供如下技术方案:
9.一种机器人行走机构去除微变形的加工方法,包括以下步骤:
10.步骤s1.焊接加工成型,成型后行走机构留有铣销加工余量;
11.步骤s2.将所述行走机构整体调整平直,并将所述行走机构置于机床上,紧固所述机床上的夹持组件,所述夹持组件包括加工固定压板和工件防窜位装置;对所述行走机构进行压紧,并对所述行走机构的底平面进行粗铣;粗铣过后;松懈所述夹持组件,将所述行
走机构的进行翻面,再紧固所述机床上的所述夹持组件,继续粗铣所述行走机构的上工作面;
12.步骤s3.在粗铣过所述底平面和所述上工作面之后,重复所述步骤s2并精铣所述底平面和精铣所述上工作面;
13.步骤s4.在所述步骤s3之后,松懈所述夹持组件的螺杆,进入浮压状态,使其所述行走机构释放内应力;在浮压状态下,通过百分表对所述行走机构沿x方向直线进行多点落差检测,并对检测落差进行标号记录;
14.步骤s5.在所述步骤s4之后,根据检测落差,调整机器将铣销量单次设置为0.1mm;并对所述行走机构进行多次精铣;加工完成后,完全释放所述夹持组件,并用所述百分表进行复检,确认产品合格率。
15.在对行走机构进行加工时,通过去除固定压力释放产生的微变形,提升产品的直线度及表面粗糙度,解决因微变形而导致的机器人行走异常、异响,提升焊接地轨整体的稳定性。
16.优选的,在所述步骤s4中,由工作人员通过力矩扳手对所述加工固定压板和所述工件防窜位装置的螺杆进行定力松懈,以确保压力的一致性。
17.其中通过力矩扳手对加工固定压板和工件防窜位装置进行松懈,是为了达到浮压效果,浮压是在精加工时,适当松懈压板,以使得行走机构的内应力得到释放,方便后期对其表面落差进行检测。
18.优选的,在所述步骤s4中,通过所述百分表对所述行走机构的中端a、最右端b和最左端c进行检测和标号,其中精铣前a的值为0.1mm到0.3mm、b的值为
‑
0.2mm到0.1mm、c的值为
‑
0.25mm到0.2mm,落差值为0.35mm到0.6mm。
19.浮压的目的在于,借助行走机构的自重,在保证精铣过程中,工件不产生位移的前提下,最大限度的释放行走机构内应力,使得行走机构在精铣加工状态前,接近自然状态,使得百分表检测结果,能够更加准确。
20.优选的,在所述步骤s5中,将所述机器单次铣销量调整为0.1m,并对所述行走机构表面进行多次精铣,精铣后再通过所述百分表进行检测,其中精铣后a的值为
‑
0.02mm到0mm、b的值为
‑
0.015mm到
‑
0.01mm、c的值为0mm到0.04mm,落差值为0.02mm到0.03mm。
21.落差的铣销是根据工件最大落差值进行调整,将单次铣销量调整为0.1mm,若落差值为0.2mm,则进行两次精切削加工;若落差值为0.4mm,则进行四次精切削加工。
22.优选的,所述机床上对称设置有若干所述加工固定压板,每两所述加工固定压板之间设有所述工件防窜位装置;所述行走机构上设有若干与所述加工固定压板配合的安装槽。
23.其中加工固定压板与工件防窜位装置,均是螺纹连接在螺杆上的压板,工作人员通过调节螺杆,可以调整压板对行走机构的压力;加工固定压板是为了防止行走机构加工时上下位移,工件防窜位装置是防止前后位移。
24.优选的,在所述步骤s2中,铣出所述底平面,总高度留有加工余量,加工所述底平面各孔,并进行孔口倒角;在粗铣所述上工作面各槽时,总高度留有2mm加工余量,槽侧两面均留有1mm加工余量,总长度留有1.5mm加工余量。
25.优选的,在所述步骤s3中,精铣所述底平面时,留有0.5mm加工余量;精铣所述上工
作面时,精铣所述上工作面各孔,进行孔口倒角,进行正反面去除毛刺处理,并涂抹防锈油。
26.通过采用底平面和上工作面轮流粗铣后轮流精铣的加工方式,保证了底平面和上工作面的精确加工,提高了机器人移动行走机构的加工精度和加工质量,为机器人行走的稳定顺畅提供了保证。
27.优选的,所述加工固定压板与所述工件防窜位装置分别包括设置在所述机床上的螺杆一和螺杆二;所述螺杆一和所述螺杆二上分别螺纹连接有压板一和压板二。
28.工作人员通过调节螺杆一或螺杆二,来调整压板一与压板二与行走机构的距离,从而达到对行走机构进行压紧的效果;
29.优选的,所述压板一与所述压板二的内部均设有单片机;所述压板一与所述压板二面向所述行走机构的一面均开设有凹槽,且所述凹槽内设有压力传感器;所述压板一与所述压板二面向所述行走机构的一面通过弹性件连接有承载板。
30.当压板一或压板二开始对行走机构进行压紧时,承载板会挤压弹性件,并触碰压力传感器,当压力传感器检测到压力时,将检测数据传输至单片机中。
31.优选的,所述承载板面向所述压力传感器的一面设有凸起;所述压板一与所述压板二上均设有三色led灯;所述压力传感器和所述三色led灯均与所述单片机电连接。
32.通过设置凸起,能够使得承载板更好的对压力传感器进行挤压;其中三色led灯,可显示绿色、黄色和红色灯光;当压板一或压板二未对行走机构进行压紧时,灯光呈现绿色,当压板一或压板二,处于浮压状态时,灯光呈现黄色,当压板一或压板二完全压紧行走机构时,灯光呈现红色,方便工作人员了解加工固定板与工件防窜位装置的压紧情况。
33.与现有技术相比,本发明的有益效果如下:
34.1、本发明在整体加工完成后对产品微变形量去除明显,从而使得行走机构无论在加工质量还是产品外观上均得到明显进步;2、本发明可以有效去除内应力所产生的微变形,使其行走机构整体稳定性更高,有效延长了机器人的使用寿命,降低了使用者的使用成本;3、本发明可以用过压力传感器,有效监测加工固定压板与工件防窜位装置的压力,并通过灯光进行提醒,从而方便工作人员的操作。
附图说明
35.图1为本发明中行走机构结构示意图;
36.图2为本发明中机床与行走机构装配示意图;
37.图3为本发明中加工固定压板结构示意图;
38.图4为本发明中工件防窜位装置结构示意图;
39.图5为本发明中工件防窜位装置俯视图。
40.附图说明:1、行走机构;101、安装槽;2、机床;3、加工固定压板;31螺杆一;32、压板一;4、工件防窜位装置;41、螺杆二;42、压板二;5、单片机;6、压力传感器;7、三色led灯;8、弹性件;9、承载板。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.实施例一
43.请参阅图1
‑
图2,一种机器人行走机构去除微变形的加工方法,包括以下步骤:
44.步骤s1.焊接加工成型,成型后行走机构1留有铣销加工余量;
45.步骤s2.将行走机构1整体调整平直,并将行走机构1置于机床2上,紧固机床2上的夹持组件,夹持组件包括加工固定压板3和工件防窜位装置4;对行走机构1进行压紧,并对行走机构1的底平面进行粗铣;粗铣过后;松懈夹持组件,将行走机构1进行翻面,再紧固机床2上的夹持组件,继续粗铣行走机构1的上工作面;
46.步骤s3.在粗铣过底平面和上工作面之后,重复步骤s2并精铣底平面和精铣上工作面;
47.步骤s4.在步骤s3之后,松懈夹持组件的螺杆,进入浮压状态,使其行走机构1释放内应力;在浮压状态下,通过百分表对行走机构1沿x方向直线进行多点落差检测,并对检测落差进行标号记录;
48.步骤s5.在步骤s4之后,根据检测落差,调整机器将铣销量单次设置为0.1mm;并对行走机构1进行多次精铣;加工完成后,完全释放夹持组件,并用百分表进行复检,确认产品合格率。
49.首先将行走机构1放置在机床2上,用加工固定压板3对安装槽101进行限位,并通过工件防窜位装置4对整个行走机构1进行压紧;铣出底平面,总高度留加工余量,并加工底平面各孔,并进行孔口倒角;在底平面粗铣完毕后,松懈夹持组件,翻转行走机构1,并重新压紧,粗铣上工作面各槽,总高度留1mm加工余量,槽侧两面均留0.5mm加工余量,粗铣总长度,留1.5mm加工余量;在粗铣完成后,开始对行走机构1进行精铣,在精铣底平面时,留0.5mm加工余量,在进行上工作面精铣时,按照图纸要求尺寸及形位公差,加工上工作面各孔,并进行孔口倒角,精铣总长尺寸及形位公差至图纸要求,加工侧面各孔至图纸要求,钳工进行正反面去毛刺处理,并涂抹防锈油;在精铣底平面和上工作面后,通过活动扳手对加工固定压板3和工件防窜位装置4进行松懈,使其为浮压状态,其中浮压是在精加工时,适当松懈压板,以使得行走机构1的内应力得到释放,在浮压状态下,借助行走机构1自重产生的稳定性单件行走机构1重量为1t,采用百分表对行走机构1进行x方向直线度落差检测,请参阅表1;
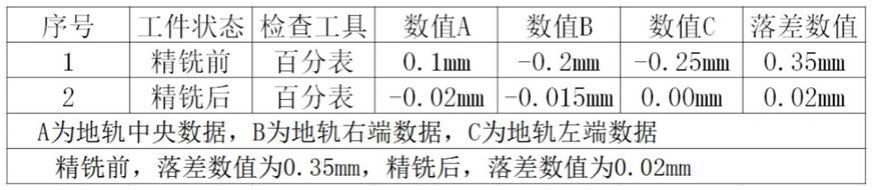
50.表1为检测参数表
[0051][0052]
其中精铣前a的值为0.1mm、b的值为
‑
0.2mm、c的值为
‑
0.25mm,落差值为0.35mm;精铣后a的值为
‑
0.02mm、b的值为
‑
0.015mm、c的值为0mm,落差值为0.02mm;其中落差的铣销是根据工件的最大落差值进行调整,例如最大落差值为0.35m,则将设备精加工单次铣销量设有0.1mm,并进行三次精切削加工,直至加工至零位,无落差;
[0053]
优选的,机床2上对称设置有若干加工固定压板3,每两加工固定压板3之间设有工件防窜位装置4;行走机构1上设有若干与加工固定压板3配合的安装槽101。
[0054]
其中加工固定压板3与工件防窜位装置4,均是螺纹连接在螺杆上的压板,工作人员通过调节螺杆,可以调整压板对行走机构1的压力;加工固定压板3是为了防止行走机构1加工时上下位移,工件防窜位装置4是防止前后位移。
[0055]
优选的,在步骤s2中,铣出底平面,总高度留有加工余量,并加工底平面各孔,并进行孔口倒角;在粗铣上工作面各槽时,总高度留有2mm加工余量,槽侧两面均留有1mm加工余量,总长度留有1.5mm加工余量。
[0056]
优选的,在步骤s3中,精铣底平面时,留有0.5mm加工余量;精铣上工作面时,精铣上工作面各孔,并进行孔口倒角,并进行正反面去除毛刺处理,并涂抹防锈油。
[0057]
通过采用底平面和上工作面轮流粗铣后轮流精铣的加工方式,保证了底平面和上工作面的精确加工,提高了机器人移动行走机构1的加工精度和加工质量,为机器人行走的稳定顺畅提供了保证。
[0058]
实施例二
[0059]
请参阅图3
‑
图5,本实施例在实施例一的基础上,加工固定压板3与工件防窜位装置4分别包括设置在机床上的螺杆一31和螺杆二41;螺杆一31和螺杆二41上分别螺纹连接有压板一32和压板二42,压板一32与压板二42的内部均设有单片机5;压板一32与压板二42面向行走机构的一面均开设有凹槽,且凹槽内设有压力传感器6;压板一32与压板二42面向行走机构的一面通过弹性件8连接有承载板9,承载板9面向压力传感器6的一面设有凸起;压板一32与压板二42上均设有三色led灯7;压力传感器6和三色led灯7均与单片机5电连接。
[0060]
首先,工作人员通过扳手调整螺杆一31或螺杆二41,从而带动压板一32或压板二42开始对行走机构进行压紧,当承载板9未挤压弹性件8时,承载板9不与压力传感器6接触,压力传感器6未检测到数值,并将数据传输至单片机5中,单片机5判断此时压板一32或压板二42未对工件进行压紧,三色led灯7呈现绿色;
[0061]
当开始精铣时,工作人员通过扳手调紧螺杆一31和螺杆二41,压板一32或压板二42对行走机构进行完全压紧,承载板9挤压弹性件8,凸起完全挤压压力传感器6,压力传感器6检测到标准值,并将检测数据传输至单片机5中,此时,单片机5判断压板一32或压板二42完全压紧行走机构,并控制三色led灯7呈现红色;
[0062]
当需要进行浮压时,工作人员通过扳手适当松懈螺杆一31和螺杆二41,压板一32和压板二42仍然对行走机构进行压紧,但是压力较小,承载板9挤压压力传感器6,此时压力传感器6检测到标准值的90%,此时就为浮压状态,单片机5控制三色led灯7呈现黄色;
[0063]
通过三种不同颜色的灯光显示,方便工作人员了解当前加工固定压板3和工件防窜位装置4的压紧状态,从而有效提高了工作人员的操作效率,避免工作人员凭经验对螺杆进行松懈的问题。
[0064]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1