一种门洞滚边头工具的制作方法
1.本发明属于汽车钣件连接工具技术领域,具体涉及一种门洞滚边头工具。
背景技术:
2.传统汽车制造中门洞与钣金件的连接工艺为:在传统的汽车制造中,门洞区域主要由焊接、铆接来完成,由于焊接和铆接会在a柱上增加焊点、铆钉等,会增加a柱的体积,带来了a柱盲区大、体积大的缺点。
3.同时,随着汽车加工工艺进步,汽车生产一直在朝向自动化、高效化的方向发展。在汽车自动化生产车间,针对焊接工艺和铆钉工艺需加入相对应的自动加工工具,自动焊接机器人以及自动铆接机器人的使用成本和耗材成本均很高。
4.一些汽车厂针对焊接和铆接工艺的缺点研制出汽车门洞包边技术,由胎模具和上压模具组成,场地占用面积大,投入的成本较高,也限定了钣件的连接强度。
技术实现要素:
5.有鉴于此,本发明提出一种门洞滚边头工具,利用滚边工具来实现汽车侧围门洞与钣金件的连接,整体安装在自动化机械臂上,设置滚边模块、加力模块、恒力模块、衡力向模块等,能够完全满足将创新性的滚边工艺应用在汽车侧围门洞钣件连接时的加力需求、重心保持需求、滚边效果均匀性需求、波动处滚边效果需求。相较于传统的焊接、铆接工艺,无需在a柱上增加焊点以及铆钉,缩小了a柱体积,增加了驾驶人视野,有利于安全驾驶,同时耗材量降低设备投入成本降低,降低了侧围门洞滚边工艺的成本投入;相较于现有的包边技术,具有占地面积小、成本低、钣件连接强度高的技术优势。
6.为了达到上述技术效果,本发明所采用的具体技术方案为:
7.一种门洞滚边头工具,用于汽车侧围门洞周向区域的钣金滚边,包括:
8.机体,用于连接驱动所述滚边头工具进行空间移动的运动装置;
9.滚边模块,设置在所述机体上,用于在所述机体的带动下,利用滚轮将所述钣金滚边至所述侧围门洞的周向边缘;
10.加力模块,设置在所述机体上,设置有伸缩部,用于通过所述伸缩部提供所述滚边模块的滚边力;
11.恒力模块,设置在所述机体上,用于在所述滚边模块运动至所述侧围门洞的非可控形变位置时,使所述加力模块为所述伸缩部提供恒力;
12.衡力向模块,设置在所述机体与所述滚边模块之间,用于在所述滚边模块滚边时保持所述机体与所述伸缩部之间的相对角度;
13.其中,当所述滚边模块遇到所述侧围门洞的周向区域波动时,伸缩部随所述波动进行随行运动。
14.进一步的,所述滚边模块包括滚轮基座和至少一部分安装在所述滚轮基座上的多组压向角不同的压紧部;各所述压紧部包括两组通过各自周向曲面进行滚边的压紧滚轮;
所述压向角等于两组所述压紧滚轮之间的轴向夹角。
15.进一步的,所述压向角包括90
°
、60
°
、30
°
和0
°
。
16.进一步的,压向角为90
°
、60
°
和30
°
的所述压紧部设置在所述滚轮基座远离所述机体的一端,包括通过轴销可转动安装在所述滚轮基座上的第一滚轮、第二滚轮、第三滚轮和第四滚轮;所述第一滚轮与第二滚轮形成压向角为90
°
的压紧部;所述第二滚轮与第三滚轮形成压向角为60
°
的压紧部;所述第一滚轮与第四滚轮形成压向角为30
°
的压紧部。
17.进一步的,压向角为0
°
的所述压紧部包括第五滚轮和第六滚轮;所述第五滚轮通过轴销可转动安装在所述机体上,所述第六滚轮通过轴销可转动安装在所述滚轮基座靠近所述机体的一端。
18.进一步的,压紧部还包括组成厚边压向角的第七滚轮和第八滚轮;所述第七滚轮通过轴销、安装在所述机体上,所述第八滚轮通过轴销安装在所述滚轮基座靠近所述机体的一端;所述第七滚轮或所述第八滚轮之一的周向曲面为截头圆锥曲面。
19.进一步的,所述厚边压向角为30
°
。
20.进一步的,所述加力模块包括倍力气缸。
21.进一步的,所述恒力模块包括依次固定连接的第一单作用气缸、连接件和第二单作用气缸;所述第一单作用气缸与所述第二单作用气缸的驱动轴同轴设置且探出方向相反,两个驱动轴的端部均与所述机体固定设置;所述连接件的一端同时与所述第一单作用气缸和所述第二单作用气缸固定设置,另一端与所述加力模块固定设置。
22.进一步的,所述衡力向模块包括调节气缸、浮动接头、滑块和滑块导轨;所述调节气缸与所述机体固定设置,驱动轴通过所述浮动接头连接所述滑块;所述滑块导轨与所述滚边模块固定设置;所述滑块仅沿所述滑块导轨运动。
23.进一步的,所述滚边头工具还包括指针模块,安装在所述滚边模块与所述机体上,用于显示所述滚边模块与所述加力模块之间的相对位置变化信息。
24.进一步的,所述指针模块包括与所述滚边模块和所述机体之一固定设置的指针和与所述滚边模块和所述机体之另一固定设置的刻度板。
25.进一步的,所述滚边头工具还包括报警模块,安装在所述机体上,用于在所述滚边模块与所述机体之间的位置变化超出阈值时产生报警信息。
26.进一步的,所述报警模块包括:
27.第一测距感件,与所述滚边模块和所述机体之一固定设置;
28.超行程传感器,与所述滚边模块和所述机体之另一固定设置,用于测量自身与所述第一测距感件之间的相对距离;
29.报警信号产生件,用于在所述超行程传感器所测得相对距离超出所述阈值时产生报警信号。
30.进一步的,所述滚边头工具还包括零位检测模块,用于检测所述滚边头工具在非工作状态下,所述滚边模块相对于所述机体是否回归起始位置。
31.进一步的,所述零位检测模块包括:
32.第二测距感件,与所述滚边模块或所述机体之一固定设置;
33.零位传感器,与所述滚边模块或所述机体之另一固定设置,用于测量自身与所述第二测距感件之间的相对距离。
34.采用上述技术方案,本发明还能能够带来以下有益效果:
35.由于汽车侧围门洞的结构复杂、波动多,无法仅通过机械臂带动滚边头来达到钣件的均匀滚边。本发明的滚边模块与机械臂为非全随行运动,能够自动、灵敏地完成门洞的钣件均匀滚边;
36.本发明设置多组压向角度不同的压紧部,能够通过分角度滚边的方式,将钣金件更加牢固且可靠地滚边至门洞上;且多个压紧部能够针对厚度不同的钣金件灵活设置不同的滚边次数,使得本发明的滚边工具适用性更高并避免了对门洞内板造成侧向挤压;
37.本发明还设置有厚边压向角压紧部,当遇到钣金厚度过高或门洞厚度过大的情况时,通过厚边压向角压紧部进行滚边,进一步提高本发明的滚边工具的适用性;
38.本发明的0
°
压向角的压紧部和厚边压向角压紧部均设置在机体与滚轮基座之间,能够进一步保证最终滚边以及厚边滚边的滚边力度要求;
39.本发明设置恒力模块,能够避免本滚边工具在遇到门洞上的非可控形变时,对加力模块进行恒力浮动,避免了对门洞内板造成挤压而损害汽车结构件;
40.由于滚边时滚边模块的俯仰角以及滚边力的作用,滚边模块与倍力气缸之间静作用力会发生很大的变化,本发明设置衡力向模块,通过静力避免滚边模块对产生倍力气缸的驱动轴产生剪切力,避免了驱动轴产生形变;
41.本发明设置指针模块、报警模块、零位检测模块,可以自检、他检滚边模块与机体之间的相对位置,有利于及时发现并修正滚边模块的非正常位移。
附图说明
42.为了更清楚地说明本公开实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
43.图1为本发明具体实施方式中一种门洞滚边头工具的侧视图;
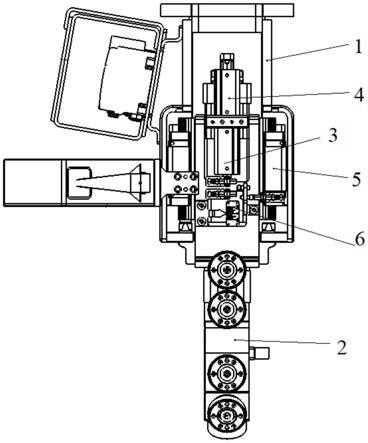
44.图2为本发明具体实施方式中一种门洞滚边头工具的主视局剖图;
45.图3为本发明具体实施方式中恒力模块的结构图;
46.图4为本发明具体实施方式中衡力向模块的结构图;
47.图5为本发明具体实施方式中指针模块、报警模块、零位检测模块的结构图;
48.其中:1、机体;2、滚边模块;201、滚轮基座;202、第一滚轮;203、第二滚轮;204、第三滚轮;205、第四滚轮;206、第五滚轮;207、第六滚轮;208、第七滚轮;209、第八滚轮;3、加力模块;4、恒力模块;401、第一单作用气缸;402、连接件;403、第二单作用气缸;5、衡力向模块;501、调节气缸;502、浮动接头;503、滑块;504、滑块导轨;6、指针模块;601、指针;602、刻度板;7、报警模块;701、超行程传感器;8、零位检测模块;801、零位传感器。
具体实施方式
49.下面结合附图对本公开实施例进行详细描述。
50.以下通过特定的具体实例说明本公开的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本公开的其他优点与功效。显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。本公开还可以通过另外不同的具体实施方式加以实
施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本公开的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
51.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本公开,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
52.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本公开的基本构想,图式中仅显示与本公开中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
53.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
54.在本发明的一个实施例中,提出一种门洞滚边头工具,用于汽车侧围门洞周向区域的钣金滚边,如图1或图2所示,包括:
55.机体1,用于连接驱动所述滚边头工具进行空间移动的运动装置;
56.本实施例的运动装置为能够进行三维运动机械臂;
57.滚边模块2,设置在所述机体1上,用于在所述机体1的带动下,利用滚轮将所述钣金滚边至所述侧围门洞的周向边缘;
58.加力模块3,设置在所述机体1上,设置有伸缩部,用于通过所述伸缩部提供所述滚边模块2的滚边力;
59.恒力模块4,设置在所述机体1上,用于在所述滚边模块2运动至所述侧围门洞的非可控形变位置时,使所述加力模块3为所述伸缩部提供恒力;
60.衡力向模块5,设置在所述机体1与所述滚边模块2之间,用于在所述滚边模块2滚边时保持所述机体1与所述伸缩部之间的相对角度;
61.其中,当所述滚边模块2遇到所述侧围门洞的周向区域波动时,伸缩部随所述波动进行随行运动。
62.本实施例中的滚边钣件宽度为5.4~7mm,加力模块3为倍力气缸,其工作时设置为定量推力,最大合理推动行程为20mm,因此门洞的波动处于
±
10mm之内时,伸缩部能够随波动随行运动,大于
±
10mm时,认定为处于非可控形变位置,此时需要恒力模块4对滚边模块2进行定力浮动。
63.本实施例中的滚边模块2主体上由倍力气缸的伸缩轴安装在机体1上,在滚边时,滚边模块2的俯仰角度变化会导致滚边模块2对倍力气缸的伸缩轴产生剪切力,因此本实施例设置衡力向模块5,能够克服这个剪切力。
64.本实施例利用滚边工具来实现汽车侧围门洞与钣金件的连接,整体安装在自动化
机械臂上,设置滚边模块2、加力模块3、恒力模块4、衡力向模块5等,能够完全满足将创新性的滚边工艺应用在汽车侧围门洞钣件连接时的加力需求、重心保持需求、滚边效果均匀性需求、波动处滚边效果需求。相较于传统的焊接、铆接工艺,无需在a柱上增加焊点以及铆钉,缩小了a柱体积,增加了驾驶人视野,有利于安全驾驶,同时耗材量降低设备投入成本降低,降低了侧围门洞滚边工艺的成本投入;相较于现有的包边技术,具有占地面积小、成本低、钣件连接强度高的技术优势。
65.在一个实施例中,如图2所示,所述滚边模块2包括滚轮基座201和至少一部分通过轴销固定安装在所述滚轮基座201上的多组压向角不同的压紧部;各所述压紧部包括两组通过各自周向曲面进行滚边的压紧滚轮;所述压向角等于两组所述压紧滚轮之间的轴向夹角。本实施例的滚轮包括主动滚轮和随行滚轮,主动滚轮具有动力装置,以适应可以在包边的过程中进行滚动;主动滚轮与随行滚轮的固定轴销平行设置。
66.在本实施例中,如图2所示,所述压向角包括90
°
、60
°
、30
°
和0
°
。,本实施例的主动滚轮与随行滚轮的固定轴销平行设置,相对距离根据侧围门洞与钣件之间的厚度确定。
67.在本实施例中,压向角为90
°
、60
°
和30
°
的所述压紧部固定设置在所述滚轮基座201远离所述机体1的一端,包括通过轴销可转动安装在所述滚轮基座201上的第一滚轮202、第二滚轮203、第三滚轮204和第四滚轮205;所述第一滚轮202与第二滚轮203形成压向角为90
°
的压紧部;所述第二滚轮203与第三滚轮204形成压向角为60
°
的压紧部;所述第一滚轮202与第四滚轮205形成压向角为30
°
的压紧部。本实施例中的主动滚轮与随行滚轮之间的角度通过滚轮基座201的形状进行确定,为了进一步节省空间,压向角为90
°
、60
°
和30
°
的所述压紧部均设置在滚轮基座201远离机体1的尖端部位。本实施例设置多组压向角度不同的压紧部,能够通过分角度滚边的方式,将钣金件更加牢固且可靠地滚边至门洞上;且多个压紧部能够针对厚度不同的钣金件灵活设置不同的滚边次数,使得本发明的滚边工具适用性更高并避免了对门洞内板造成侧向挤压。
68.在本实施例中,如图2所示,压向角为0
°
的所述压紧部包括第五滚轮206和第六滚轮207;所述第五滚轮206通过轴销可转动安装在所述机体1上,所述第六滚轮207通过轴销可转动安装在所述滚轮基座201靠近所述机体1的一端。
69.在本实施例中,如图2所示,压紧部还包括组成厚边压向角的第七滚轮208和第八滚轮209;所述第七滚轮208通过轴销、安装在所述机体1上,所述第八滚轮209通过轴销安装在所述滚轮基座201靠近所述机体1的一端;所述第七滚轮208或所述第八滚轮209之一的周向曲面为截头圆锥曲面。由于滚轮基座201具有浮动性,其滚边过程需要更强的力矩来实现,因此将这两组压紧部设置在机体1和滚轮基座201的交界处。
70.本实施例设置厚边压向角压紧部,当遇到钣金厚度过高或门洞厚度过大的情况时,通过厚边压向角压紧部进行滚边,进一步提高本发明的滚边工具的适用性。
71.在本实施例中,所述厚边压向角为30
°
,厚边压向角的压紧部设置,避免了对门洞内板的侧向挤压。
72.本实施例的加力模块3为倍力气缸。
73.在一个实施例中,如图3所示,所述恒力模块4包括依次固定连接的第一单作用气缸401、连接件402和第二单作用气缸403;所述第一单作用气缸401与所述第二单作用气缸403的驱动轴同轴设置且探出方向相反,两个驱动轴的端部均与所述机体1固定设置;所述
连接件402的一端同时与所述第一单作用气缸401和所述第二单作用气缸403固定设置,另一端与所述加力模块3固定设置。
74.第一单作用气缸401和第二单作用气缸403“背靠背”设置,驱动轴的推力均稍大于加力模块3倍力气缸的推力。本实施例的滚轮基座201主体由此倍力气缸的推动轴固定,滚边过程中,滚轮基座201与机体1之间具有一定的相对距离,当压紧部遇到门洞上的非可控形变时,恒力模块4成为了倍力气缸在机体1上的缓冲装置(正反均可缓冲),同时成为了滚轮基座201与机体1之间的缓冲装置,能够避免压紧部损坏侧围门洞的内板。
75.本实施例的恒力模块4能够在压紧部遇到不可控波动时,通过缓冲装置能够避免压紧部损坏侧围门洞的内板。
76.在一个实施例中,如图4所示,所述衡力向模块5包括调节气缸501、浮动接头502、滑块503和滑块导轨504;所述调节气缸501与所述机体1固定设置,驱动轴通过所述浮动接头502连接所述滑块503;所述滑块导轨504与所述滚边模块2固定设置;滑块503安装在滑轨上,所述滑块503仅沿所述滑块导轨504运动。
77.本实施例的衡力向模块5通过静作用力,能够抵消由于滚轮基座201的俯仰角以及滚边过程的滚边力对倍力气缸的驱动轴所产生的剪切力。
78.在本实施例中,所述滚边头工具还包括指针601模块6,安装在所述滚边模块2与所述机体1上,用于显示所述滚边模块2与所述加力模块3之间的相对位置变化信息。
79.在本实施例中,如图5所示,所述指针601模块6包括与所述滚边模块2和所述机体1之一固定设置的指针601和与所述滚边模块2和所述机体1之另一固定设置的刻度板602。
80.在一个实施例中,所述滚边头工具还包括报警模块7,安装在所述机体1上,用于在所述滚边模块2与所述机体1之间的位置变化超出阈值时产生报警信息。
81.在本实施例中,如图5所示,所述报警模块7包括:
82.第一测距感件,与所述滚边模块2和所述机体1之一固定设置;
83.超行程传感器701,与所述滚边模块2和所述机体1之另一固定设置,用于测量自身与所述第一测距感件之间的相对距离;
84.报警信号产生件,用于在所述超行程传感器701所测得相对距离超出所述阈值时产生报警信号。
85.在一个实施例中,如图5所示,所述滚边头工具还包括零位检测模块8,用于检测所述滚边头工具在非工作状态下,所述滚边模块2相对于所述机体1是否回归起始位置。
86.在本实施例中,如图5所示,所述零位检测模块8包括:
87.第二测距感件,与所述滚边模块2或所述机体1之一固定设置;
88.零位传感器801,与所述滚边模块2或所述机体1之另一固定设置,用于测量自身与所述第二测距感件之间的相对距离。
89.以上所述,仅为本公开的具体实施方式,但本公开的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本公开揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本公开的保护范围之内。因此,本公开的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1