一种基于喷涂技术的复合管材的制备方法
1.本发明属于复合管材制备技术领域,涉及一种基于喷涂技术的复合管材的制备方法。
背景技术:
2.纯钛或钛合金/碳钢层状结构复合管材,能显著降低管道建设成本,具有优良的耐腐蚀性,在绝大多数酸性环境均能安全服役,且能满足腐蚀性介质储运要求,最大限度地实现了材料的优势互补,在各领域均有巨大市场价值和经济效益。
3.由于海洋环境及海水对纯钛或钛合金材料无腐蚀作用,因此,纯钛或钛合金/碳钢层状结构复合管材及其深加工耐腐蚀装备在海洋工程、舰船生产、海工装备等领域将有非常巨大的市场,例如,舰船的注水仓、海上桥梁设施、海底隧道相关设施、能源化工装备、大型储酸罐设备等均可由纯钛或钛合金/碳钢层状结构复合板材通过焊接生成制备得到。纯钛或钛合金/碳钢层状结构复合管材及其深加工耐蚀装备的开发和应用,将有效缓解我国每年因腐蚀而造成的巨大经济损失。
4.目前,制管行业对于纯钛或钛合金/碳钢层状结构复合管材的生产制备,多采用钨极氩弧焊、熔化极气体保护焊、埋弧焊等方法,焊接接头以盖板搭接接头形式居多,几乎无冶金熔焊连接接头。这些制备工艺在诸多方面存在弊端,例如,焊接生产效率相对低,焊接工艺适应性较差,焊缝性能多因热积累、脆硬金属间化合物而变差,尤其体现在焊缝的强度和韧性性能上。
技术实现要素:
5.本发明的目的是提供一种基于喷涂技术的复合管材的制备方法,解决了现有技术中存在的焊接效率低,焊缝质量和性能差的问题。
6.本发明所采用的技术方案是,一种基于喷涂技术的复合管材的制备方法,具体按照以下步骤实施
7.步骤1、将纯钛或钛合金层与碳钢层通过组坯、爆炸焊和连续控轧控冷方式制备成双金属层状结构复合板材;
8.步骤2、对步骤1得到的双金属层状结构复合板材进行坡口加工;
9.步骤3、将经步骤2坡口加工的复合板材制成管状;
10.步骤4、采用激光+冷金属过渡复合焊接方法从碳钢层一侧进行焊接,形成碳钢层焊缝熔覆金属,焊接全过程纯钛或钛合金层一侧坡口内高温区周围350mm
×
30mm范围内进行高纯氩气保护;
11.步骤5、从纯钛或钛合金层一侧进行清根处理;
12.步骤6、从纯钛或钛合金层一侧采用喷涂技术进行过渡层的喷涂沉积,形成喷涂沉积层,喷涂沉积层厚度为1.5~2.5mm;
13.步骤7、从纯钛或钛合金层一侧采用脉冲tig焊方法进行焊接,形成纯钛或钛合金
层焊缝熔覆金属,焊接全过程纯钛或钛合金层焊缝熔池周围350mm
×
30mm范围内进行高纯氩气保护得到复合管材。
14.本发明的特点还在于:
15.步骤1中纯钛或钛合金层为ta0、ta1、ta2、ta3、ta4、ta5、ta6、ta7、ta8、ta8
‑
1、ta9、ta9
‑
1、ta10、ta11、ta15、ta17、ta18、tc1、tc2、tc3、tc4或tc4eli;碳钢层为20g、20r、q235、q345、x52、x60、x65、x70、x80、x90、x100、x120碳素结构钢或压力容器钢或管线钢。
16.所述步骤1中纯钛或钛合金层厚度为1~6mm,碳钢层厚度为10~30mm。
17.步骤2中坡口形状采用“u+i”型,其中,“i”型坡口加工于碳钢层一侧,深度为10~30mm,“u”型坡口加工于纯钛或钛合金层一侧,深度为1~7mm,坡口外沿宽度为3~10mm,“u”型坡口与“i”型坡口的交点处于碳钢层一侧,且深入碳钢一侧深度为0.5~1.5mm。
18.步骤3具体为,将经步骤2坡口加工的复合板材采用多道次渐进压制法制成管状,其中纯钛或钛合金层在管内侧,碳钢层在管外侧。
19.步骤4具体为,先采用激光+冷金属过渡复合焊接技术从碳钢层一侧进行施焊,形成碳钢层焊缝熔覆金属;再从“u”型坡口一侧进行清根处理,使“u”型坡口底部呈圆弧状过渡,且深入碳钢层一侧0.5~1.5mm;再采用喷涂技术对“u”型坡口底部进行过渡层的喷涂沉积,形成喷涂沉积层,喷涂沉积层厚度为1.5~2.5mm,全部覆盖碳钢层;最后采用脉冲tig焊从纯钛或钛合金层一侧对“u”型坡口进行填充盖面焊接,形成纯钛或钛合金层焊缝熔覆金属。
20.冷金属过渡焊焊材选用的h08mn2sia或er110s
‑
g或er120s
‑
g焊丝,脉冲tig焊焊材选用或的高纯钛焊丝。
21.本发明的有益效果是:
22.本发明一种基于喷涂技术的复合管材的制备方法,焊接坡口设计简单且易于加工,焊接热输入小,能显著降低纯钛或钛合金/碳钢双金属复合界面的热影响,保证了结合强度;同时过渡层能有效阻隔ti与fe、c等合金元素的互溶,避免了脆硬金属间化合物tixfey的产生,成功实现了纯钛或钛合金/碳钢层状结构复合管材的生产制备,管材焊缝综合力学性能优良。
23.本发明针对纯钛或钛合金/碳钢层状结构复合管材的焊接生产给出了最佳焊接制备方法,实用性更强、适用范围更广。
附图说明
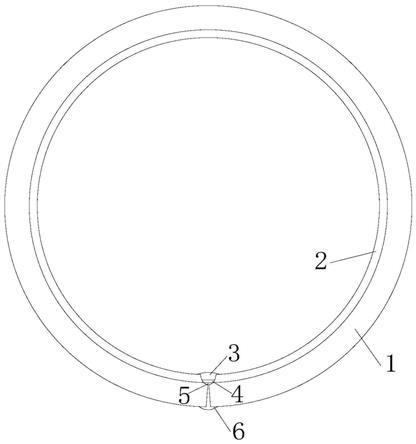
24.图1是通过本发明方法得到的复合管材的结构示意图。
25.其中,1为碳钢层;2为纯钛或钛合金层;3为纯钛或钛合金层焊缝熔覆金属;4为近钛过渡层;5为近钢过渡层;6碳钢层焊缝熔覆金属。
具体实施方式
26.下面结合附图和具体实施方式对本发明进行详细说明。
27.本发明一种基于喷涂技术的复合管材的制备方法,具体按照以下步骤实施:
28.步骤1:将纯钛或钛合金层和碳钢层通过组坯+爆炸焊+控轧控冷方式制备成双金属层状结构复合板材,其中钛及钛合金层为ta0、ta1、ta2、ta3、ta4、ta5、ta6、ta7、ta8、ta8
‑
1、ta9、ta9
‑
1、ta10、ta11、ta15、ta17、ta18、tc1、tc2、tc3、tc4或tc4 eli,钛及钛合金层2厚度为1~6mm,碳钢层为20g、20r、q235、q345、x52、x60、x65、x70、x80、x90、x100、x120压力容器钢或碳素结构钢或管线钢,碳钢层厚度为10~30mm;
29.步骤2:对步骤1获得的纯钛及钛合金/碳钢层状结构双金属复合板材两纵边进行“u+i”型坡口加工,具体加工参数为:“u”型坡口置于纯钛或钛合金层一侧,深度为1~7mm,坡口外沿宽度为3~10mm,“i”型坡口置于碳钢层一侧,深度为10~30mm,“u”型坡口与“i”型坡口的交点始终处于碳钢层一侧,且深入碳钢一侧深度为0.5~1.5mm;
30.步骤3:采用多道次渐进压制方法将坡口加工后的纯钛及钛合金/碳钢双金属复合板压制成管状,其中纯钛或钛合金层在管内侧,碳钢层在管外侧;
31.步骤4:采用激光+冷金属过渡复合焊接方法从碳钢层一侧进行焊接,焊丝为的h08mn2sia或er110s
‑
g或er120s
‑
g等高强焊丝,形成碳钢层焊缝熔覆金属,焊缝熔覆金属宽度为3~6mm,余高为1~3mm,焊接全过程纯钛或钛合金层一侧坡口内高温区周围长
×
宽=350mm
×
30mm范围内进行高纯氩气保护;
32.步骤5:对纯钛或钛合金层一侧“u”型坡口底部进行清根处理,保证“u”型坡口底部呈圆弧状过渡,且深入碳钢层一侧深度为0.5~1.5mm;
33.步骤6:采用喷涂技术对纯钛或钛合金层一侧“u”型坡口进行过渡层的喷涂沉积,形成喷涂沉积层,喷涂层可由一种纯金属构成或由多种金属复合过渡,厚度为1.5~2.5mm,全部覆盖碳钢层;
34.步骤7:采用脉冲tig焊方法从纯钛或钛合金层一侧进行焊接,焊丝为或的高纯钛焊丝,形成纯钛或钛合金层焊缝熔覆金属,焊缝熔覆金属宽度为5~12mm,余高为1~3mm,焊接全过程纯钛或钛合金层焊缝熔池周围长
×
宽=350mm
×
30mm范围内进行高纯氩气保护。
35.实施例
36.参见图1,以“组坯+爆炸焊+控轧控冷”技术制备的壁厚为20mm的ta1/x65纯钛/管线钢层状结构复合板为实验原料板材,ta1纯钛层厚度为3mm,x65管线钢层厚度为17mm,清理板材双面杂物、铁锈、硬块后进行φ610
×
20mm ta1/x65纯钛/管线钢层状结构复合管材的制造,具体步骤依次为:
37.步骤1:对ta1/x65纯钛/管线钢层状结构复合管材进行两纵边“u+i”型坡口铣削加工,并对坡口两边10~20mm范围内再次进行表面清理,坡口加工具体参数为:“u”型坡口位于纯钛层一侧,深度为4mm,坡口外沿宽度为9mm,“i”型坡口位于碳钢层一侧且深度为16mm;
38.步骤2:采用渐进压制方法制成管状,坡口间隙为0,同时采用激光+冷金属过渡复合焊接技术从碳钢层一侧即管材外部进行施焊,形成碳钢层焊缝熔覆金属,冷金属过渡焊焊丝为φ1.2mm的h08mn2sia,焊接过程ta1纯钛层一侧坡口高温区周围长
×
宽=350mm
×
30mm范围内进行高纯氩气保护;
39.步骤3:在管材内部对“u”型坡口底部进行清根处理,保证“u”型坡口底部呈圆弧状过渡,且深入碳钢层一侧深度为1mm;
40.步骤4:在管材内部采用喷涂技术在“u”型坡口底部进行喷涂沉积一层或多层过渡层,喷涂层厚度为3mm,全部覆盖碳钢层;
41.步骤5:在管材内部采用脉冲tig焊进行“u”型坡口焊接,焊丝为的高纯钛焊丝,形成纯钛或钛合金层焊缝熔覆金属,焊接过程焊缝周围长
×
宽=350mm
×
30mm范围内进行高纯氩气保护,得到图1所示的焊接连接态纯钛及钛合金/碳钢层状结构复合管材。
42.焊接过程焊接工艺参数如表1、表2和表3,得到的复合管材焊缝性能测试结果如表4。
43.表1激光+冷金属过渡复合焊接的焊接参数
[0044][0045]
表2纯mo、cu粉末的喷涂参数
[0046][0047]
表3脉冲tig焊焊接参数
[0048][0049]
表4 ta1/x65钛/钢层状结构复合管焊缝性能测试结果
[0050][0051]
由上表4可知,通过本发明的焊接方法制备的钛/钢层状结构复合管材焊缝抗拉强度和焊缝冲击韧性优异。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1