一种精密机床硬质合金刀头的制作方法
1.本发明涉及合金刀头技术领域,具体的说是一种精密机床硬质合金刀头。
背景技术:
2.合金刀头通过切割运动和叶片形状可以分为三类;通用刀具,如车刀,刨刀,铣刀,镗刀,钻头,扩孔钻,铰刀和锯等;成型工具,这类工具刀片与工件交叉部分的相同或几乎相同的形状,例如形成车刀,成形刨刀,成形铣刀,拉刀,锥形扩孔钻和螺纹加工工具;现有的刀头多用与cnc加工、铣床加工、钻床加工和车床加工。
3.现有技术中也出现了一项专利关于一种精密机床硬质合金刀头的技术方案,如申请号为cn2019219331057的一项中国专利公开了一种cnc数控车床用切削刀头,包括刀盘外壳和刀盘内壳,所述刀盘内壳安装固定在刀盘外壳的内部中间位置上,所述刀盘内壳的内部设置有固定螺杆,通过侧位固定器可以很好的加强金属刀头的固定,有效避免出现弹刀,从而确保加工时工件的品质和加工安全性,侧位固定器的中空圆环通过金属螺丝连接在刀盘外壳上,从而在安装拆卸的时候更加便利,而金属连接块和中空圆环焊接连接,从而使得倾斜的金属连接块具有很好的下压固定力,而金属连接块通过前端的固定爪脚,使得可以很好的扣住金属刀头外侧,使得固定更加的稳定,而固定爪脚通过内部的限位凹槽,使得可以很好的限位固定,从而避免出现晃动,使得加工更加便利;
4.上述现有技术中通过设置刀柄下块、刀柄连接块、刀柄上块、固定锁扣、刀盘外壳、刀盘内壳、固定螺杆和金属杆头;有效的使刀头可以很好的限位固定,从而避免出现晃动,使得加工更加便利;但现有技术中刀头在使用过程中,由于刀头对切削件进行长时间切削,切削过程中产生大量碎屑,当碎屑过多时,碎屑堵塞在排屑槽内,从而使排屑槽无法进行排屑,从而使刀头摩擦过热,进而使刀头出现烧刀现象,导致刀头出现使用寿命降低的问题。
5.鉴于此,本发明提出一种精密机床硬质合金刀头,解决了上述问题。
技术实现要素:
6.为了弥补现有技术的不足,解决现有技术中排屑槽内碎屑过多,使排屑槽无法进行排屑,从而使刀头摩擦过热,进而使刀头出现烧刀现象,导致刀头出现使用寿命降低的问题;本发明提出了一种精密机床硬质合金刀头。
7.本发明解决其技术问题所采用的技术方案是:一种精密机床硬质合金刀头,包括刀头、刀刃和排屑槽;所述刀刃为三片,所述刀片均匀固连在刀头下方;所述排屑槽为三片,所述排屑槽均匀开设在刀头下侧外圈,每个所述排屑槽在刀头的侧面弧形向上开设,所述排屑槽下端位于刀刃一侧,实现碎屑通过排屑槽排出,所述刀头上侧均匀固连有一组通气仓,每个所述通气仓内开设有空腔,所述空腔与外界连通;所述刀头内部均匀开设有第一通气孔,所述第一通气孔数量为三,每个所述第一通气孔一端与通气仓内部的空腔连通;所述刀头内部中心位置竖直开设有第二通气孔,每个所述第一通孔均与第二通孔连通;每个所述排屑槽内壁均开设有一组第三通气孔,每个所述第三通气孔均与第二通气孔连通;
8.使用时,该申请的刀头为拼接刀头,刀头在拼接前在各部分开设槽和孔,当槽和孔开设完成后,刀头的各部分拼接在一起,形成本发明中所提到的槽和孔,拼接完成后,刀头各部分通过焊接为整体;当机床在工作时,刀头进行高速旋转,通过在刀头上侧固连通气仓,刀头旋转带动通气仓随着刀头进行高速旋转,通气仓进行高速旋转时,气体进入通气仓内的空腔内,通过在刀头开设第一通气孔,使第一通气孔的一端与空腔进行连通,使进入空腔的气体进入第一通气孔内,通过在刀头内部中心位置竖直开设第二通气孔,当气体进入第一通气孔后,气体受后续进入气体的压力,气体进入第二通气孔内,通过在排屑槽内开设第三通气孔,使第三通气孔与第二通气孔连通,当气体进入第二通气孔后,第二通气孔内的气体受后续进入气体的压力,气体进入第三通气孔内,当刀头对切削件进行切割时,刀头高速旋转使切削件产生碎屑,当碎屑进入排屑槽后,第三通气槽内通过刀头高速旋转产生的气体吹出,对排屑槽内的碎屑进行吹动,加速排屑槽内的气体排出,从而避免了排屑槽堵塞,从而导致刀头出现烧刀现象,进而影响刀头的使用寿命,且通过气体在刀头内进行流通,在一定程度上对刀头起到降温作用,从而提高了刀头的使用寿命。
9.优选的,每个所述通气仓远离空腔开口的一端为弧形设置,每个所述空腔位于通气仓内部的一端均为弧形设置;
10.使用时,通过使通气仓远离空腔开口的一端为弧形设置,使空腔位于通气仓内的一端为弧形设置,当机床进行工作时,刀头进行高速旋转,气体进入通气仓内的空腔内,当气体接触到空腔的弧形内壁时,空腔的弧形内壁对气体起到引流作用,使气体更顺畅的进入第一通孔,且通过空腔的内壁弧形设置,当气体与空腔的弧形内壁接触时,气体受引流作用,气体对空腔内壁的冲击力减少,从而降低了气体力度的消耗,从而使气体从第三通气孔吹出时,气体冲击力增加,从而使碎屑快速从排屑槽内排出,从而避免了刀头因排屑槽堵塞而出现烧刀现象,进而提高了刀头的使用寿命。
11.优选的,每个所述第一通气孔在刀头内为倾斜向下设置,且第一通气孔与地面的倾斜角度为40
‑
45度之间;
12.使用时,通过使第一通气孔在刀头内倾斜向下设置,且使第一通气孔与地面的倾斜角度为40
‑
45度之间,当气体进入通气仓内的空腔内时,空腔内的气体受后续进入空腔的气体压力,气体进入第一通气孔,当气体进入第一通气孔时,第一通气孔倾斜向下设置,当气体通过第一通气孔进入第二通气孔时,由于第一通气孔与地面倾斜角为40
‑
45度之间,使气体传递到第二通气孔时,第一通气孔与第二通气孔之间角度为钝角,使气体对第二通气孔内壁的冲击力小,从而使气体在流通的过程中,气体力的损失较小,从而使气体从第三通气槽内吹出时,气体冲击力大,从而使碎屑快速从排屑槽内排出,从而避免了刀头因排屑槽堵塞导致烧刀现象,从而提高了刀头的使用寿命。
13.优选的,所述通气仓内的空腔开口处截面大,所述通气仓内的空腔内部一端开口小;
14.使用时,通过使通气仓内的空腔开口处的截面大,位于通气仓内部的空腔截面小,当刀头进行高速旋转时,气体进入通气仓内部的空腔内,根据狭管效应原理,使空腔开口处大,使气体进入第一通气孔时,气体的冲击力加大,从而使气体从第三通气孔流出时,气体的冲击力大,从而使气体对排屑槽内的碎屑进行吹动,使排屑槽内的碎屑快速排出,从而避免刀头因排屑槽堵塞导致烧刀现象,从提高了刀头的使用寿命。
15.优选的,每个所述第三通气孔下方均固连有凸块,且凸块位于排屑槽内,所述凸块靠近刀刃的一端为弧形设置;
16.使用时,当刀头进行高速旋转时,通过在第三通气孔位于排屑槽下方的一端均固定凸块,且使凸块靠近刀刃的一端为弧形设置,当刀刃对切削件进行切削时,产生的碎屑跟随着刀头的旋转进入排屑槽内,当碎屑接触到凸块时,凸块的弧形面对碎屑进行引导,引导碎屑流出排屑槽,且当气体通过第三通气孔对排屑槽进行吹动时,进一步加速碎屑从排屑槽内排出,从而避免了刀头因排屑槽堵塞导致烧刀现象出现,进而提高了刀头的使用寿命。
17.优选的,每个所述凸块靠近第三通气孔的一端为倾斜向上设置;当气流通过第三通气孔流出时,使气流对通气槽进行吹击;
18.使用时,当刀头进行高速旋转时,刀头对切削件进行切削,通过使凸块靠近第三通气孔的侧倾斜向上设置,当气体进入空腔内,随后气体进入第一通气孔,随后通过第一通气孔进入第二通气孔,随后通过第二通气孔进入第三通气孔,气体通过第三通气孔从排屑槽内吹出,当气体接触到凸块倾斜的侧壁时,气体方向受凸块引导,气体倾斜向上进行吹动,气体倾斜向上对排屑槽内的碎屑进行吹动,使碎屑受到倾斜向上的力,使碎屑在向上移动的同时,使碎屑产生向排屑槽外部运动的趋势,从而加速碎屑排出,从而避免了刀头因排屑槽堵塞导致烧刀现象的出现,进而提高了刀头的使用效率。
19.本发明的有益效果如下:
20.1.本发明所述的一种精密机床硬质合金刀头,通过设置空腔、第一通气孔、第二通气孔、第三通气孔和排屑槽;气体进入第一通气孔,随后通过第一通气孔进入第二通气孔,随后通过第二通气孔进入第三通气孔,气体通过第三通气孔从排屑槽内吹出,气体加速碎屑排出,从而避免了刀头因排屑槽堵塞导致烧刀现象的出现,进而提高了刀头的使用效率。
21.2.本发明所述的一种精密机床硬质合金刀头,通过设置凸块;当碎屑接触到凸块时,凸块的弧形面对碎屑进行引导,引导碎屑流出排屑槽,且当气体通过第三通气孔对排屑槽进行吹动时,进一步加速碎屑从排屑槽内排出,从而避免了刀头因排屑槽堵塞导致烧刀现象出现,进而提高了刀头的使用寿命。
附图说明
22.下面结合附图对本发明作进一步说明。
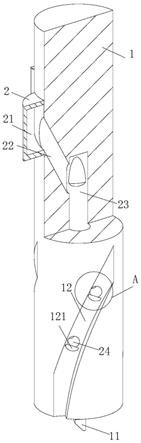
23.图1是本发明的立体图;
24.图2是图1中的通气仓的剖视图;
25.图3是图1中a处的局部放大图;
26.图中:刀头1、刀刃11、排屑槽12、凸块121、通气仓2、空腔21、第一通气孔22、第二通气孔23、第三通气孔24。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
28.如图1至图3所示,一种精密机床硬质合金刀头,包括刀头1、刀刃11和排屑槽12;所述刀刃11为三片,所述刀刃11均匀固连在刀头1下方;所述排屑槽12为三片,所述排屑槽12
均匀开设在刀头1下侧外圈,每个所述排屑槽12在刀头1的侧面弧形向上开设,所述排屑槽12下端位于刀刃11一侧,实现碎屑通过排屑槽12排出,所述刀头1上侧均匀固连有一组通气仓2,每个所述通气仓2内开设有空腔21,所述空腔21与外界连通;所述刀头1内部均匀开设有第一通气孔22,所述第一通气孔22数量为三,每个所述第一通气孔22一端与通气仓2内部的空腔21连通;所述刀头1内部中心位置竖直开设有第二通气孔23,每个所述第一通气孔22均与第二通气孔23连通;每个所述排屑槽12内壁均开设有一组第三通气孔24,每个所述第三通气孔24均与第二通气孔23连通;
29.使用时,该申请的刀头1为拼接刀头1,刀头1在拼接前在各部分开设槽和孔,当槽和孔开设完成后,刀头1的各部分拼接在一起,形成本发明中所提到的槽和孔,拼接完成后,刀头1各部分通过焊接为整体;当机床在工作时,刀头1进行高速旋转,通过在刀头1上侧固连通气仓2,刀头1旋转带动通气仓2随着刀头1进行高速旋转,通气仓2进行高速旋转时,气体进入通气仓2内的空腔21内,通过在刀头1开设第一通气孔22,使第一通气孔22的一端与空腔21进行连通,使进入空腔21的气体进入第一通气孔22内,通过在刀头1内部中心位置竖直开设第二通气孔23,当气体进入第一通气孔22后,气体受后续进入气体的压力,气体进入第二通气孔23内,通过在排屑槽12内开设第三通气孔24,使第三通气孔24与第二通气孔23连通,当气体进入第二通气孔23后,第二通气孔23内的气体受后续进入气体的压力,气体进入第三通气孔24内,当刀头1对切削件进行切割时,刀头1高速旋转使切削件产生碎屑,当碎屑进入排屑槽12后,第三排屑槽12内通过刀头1高速旋转产生的气体吹出,对排屑槽12内的碎屑进行吹动,加速排屑槽12内的气体排出,从而避免了排屑槽12堵塞,从而导致刀头1出现烧刀现象,进而影响刀头1的使用寿命,且通过气体在刀头1内进行流通,在一定程度上对刀头1起到降温作用,从而提高了刀头1的使用寿命。
30.作为本发明的一种具体实施方式,每个所述通气仓2远离空腔21开口的一端为弧形设置,每个所述空腔21位于通气仓2内部的一端均为弧形设置;
31.使用时,通过使通气仓2远离空腔21开口的一端为弧形设置,使空腔21位于通气仓2内的一端为弧形设置,当机床在工作时,刀头1进行高速旋转,气体进入通气仓2内的空腔21内,当气体接触到空腔21的弧形内壁时,空腔21的弧形内壁对气体起到引流作用,使气体更顺畅的进入第一通气孔22,且通过空腔21的内壁弧形设置,当气体与空腔21的弧形内壁接触时,气体受引流作用,气体对空腔21内壁的冲击力减少,从而降低了气体力度的消耗,从而使气体从第三通气孔24吹出时,气体冲击力增加,从而使碎屑快速从排屑槽12内排出,从而避免了刀头1因排屑槽12堵塞而出现烧刀现象,进而提高了刀头1的使用寿命。
32.作为本发明的一种具体实施方式,每个所述第一通气孔22在刀头1内为倾斜向下设置,且第一通气孔22与地面的倾斜角度为40
‑
45度之间;
33.使用时,通过使第一通气孔22在刀头1内倾斜向下设置,且使第一通气孔22与地面的倾斜角度为40
‑
45度之间,当气体进入通气仓2内的空腔21内时,空腔21内的气体受后续进入空腔21的气体压力,气体进入第一通气孔22,当气体进入第一通气孔22时,第一通气孔22倾斜向下设置,当气体通过第一通气孔22进入第二通气孔23时,由于第一通气孔22与地面倾斜角为40
‑
45度之间,使气体传递到第二通气孔23时,第一通气孔22与第二通气孔23之间角度为钝角,使气体对第二通气孔23内壁的冲击力小,从而使气体在流通的过程中,气体力的损失较小,从而使气体从第三排屑槽12内吹出时,气体冲击力大,从而使碎屑快速从排
屑槽12内排出,从而避免了刀头1因排屑槽12堵塞导致烧刀现象,从而提高了刀头1的使用寿命。
34.作为本发明的一种具体实施方式,所述通气仓2内的空腔21开口处截面大,所述通气仓2内的空腔21内部一端开口小;
35.使用时,通过使通气仓2内的空腔21开口处的截面大,位于通气仓2内部的空腔21截面小,当刀头1进行高速旋转时,气体进入通气仓2内部的空腔21内,根据狭管效应原理,使空腔21开口处大,使气体进入第一通气孔22时,气体的冲击力加大,从而使气体从第三通气孔24流出时,气体的冲击力大,从而使气体对排屑槽12内的碎屑进行吹动,使排屑槽12内的碎屑快速排出,从而避免刀头1因排屑槽12堵塞导致烧刀现象,从提高了刀头1的使用寿命。
36.作为本发明的一种具体实施方式,每个所述第三通气孔24下方均固连有凸块121,且凸块121位于排屑槽12内,所述凸块121靠近刀刃11的一端为弧形设置;
37.使用时,当刀头1进行高速旋转时,通过在第三通气孔24位于排屑槽12下方的一端均固定凸块121,且使凸块121靠近刀刃11的一端为弧形设置,当刀刃11对切削件进行切削时,产生的碎屑跟随着刀头1的旋转进入排屑槽12内,当碎屑接触到凸块121时,凸块121的弧形面对碎屑进行引导,引导碎屑流出排屑槽12,且当气体通过第三通气孔24对排屑槽12进行吹动时,进一步加速碎屑从排屑槽12内排出,从而避免了刀头1因排屑槽12堵塞导致烧刀现象出现,进而提高了刀头1的使用寿命。
38.作为本发明的一种具体实施方式,每个所述凸块121靠近第三通气孔24的一端为倾斜向上设置;当气流通过第三通气孔24流出时,使气流对排屑槽12进行吹击;
39.使用时,当刀头1高速旋转时,刀头1对切削件进行切削,通过使凸块121靠近第三通气孔24的侧倾斜向上设置,当气体进入空腔21内,随后气体进入第一通气孔22,随后通过第一通气孔22进入第二通气孔23,随后通过第二通气孔23进入第三通气孔24,气体通过第三通气孔24从排屑槽12内吹出,当气体接触到凸块121倾斜的侧壁时,气体方向受凸块121引导,气体倾斜向上进行吹动,气体倾斜向上对排屑槽12内的碎屑进行吹动,使碎屑受到倾斜向上的力,使碎屑在向上移动的同时,使碎屑产生向排屑槽12外部运动的趋势,从而加速碎屑排出,从而避免了刀头1因排屑槽12堵塞导致烧刀现象的出现,进而提高了刀头1的使用效率。
40.具体工作流程如下:
41.该申请的刀头1为拼接刀头1,刀头1在拼接前在各部分开设槽和孔,当槽和孔开设完成后,刀头1的各部分拼接在一起,形成本发明中所提到的槽和孔,拼接完成后,刀头1各部分通过焊接为整体;当刀头1随着机床进行高速旋转时,通过在刀头1上侧固连通气仓2,刀头1旋转带动通气仓2随着刀头1进行高速旋转,通气仓2进行高速旋转时,气体进入通气仓2内的空腔21内,通过在刀头1开设第一通气孔22,使第一通气孔22的一端与空腔21进行连通,使进入空腔21的气体进入第一通气孔22内,通过在刀头1内部中心位置竖直开设第二通气孔23,当气体进入第一通气孔22后,气体受后续进入气体的压力,气体进入第二通气孔23内,通过在排屑槽12内开设第三通气孔24,使第三通气孔24与第二通气孔23连通,当气体进入第二通气孔23后,第二通气孔23内的气体受后续进入气体的压力,气体进入第三通气孔24内,当刀头1对切削件进行切割时,刀头1高速旋转使切削件产生碎屑,当碎屑进入排屑
槽12后,第三排屑槽12内通过刀头1高速旋转产生的气体吹出,对排屑槽12内的碎屑进行吹动,加速排屑槽12内的气体排出,从而避免了排屑槽12堵塞,从而导致刀头1出现烧刀现象,进而影响刀头1的使用寿命,且通过气体在刀头1内进行流通,在一定程度上对刀头1起到降温作用,从而提高了刀头1的使用寿命;通过使通气仓2远离空腔21开口的一端为弧形设置,使空腔21位于通气仓2内的一端为弧形设置,当机床进行高速旋转时,刀头1进行高速旋转,气体进入通气仓2内的空腔21内,当气体接触到空腔21的弧形内壁时,空腔21的弧形内壁对气体起到引流作用,使气体更顺畅的进入第一通气孔22,且通过空腔21的内壁弧形设置,当气体与空腔21的弧形内壁接触时,气体受引流作用,气体对空腔21内壁的冲击力减少,从而降低了气体力度的消耗,从而使气体从第三通气孔24吹出时,气体冲击力增加,从而使碎屑快速从排屑槽12内排出,从而避免了刀头1因排屑槽12堵塞而出现烧刀现象,进而提高了刀头1的使用寿命。
42.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
43.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
44.最后需要指出的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1