整形加工系统的制作方法
1.本发明涉及电池加工技术领域,特别是涉及一种整形加工系统。
背景技术:
2.纽扣电池(button cell)通常也称扣式电池,是指外形类似纽扣的一类电池。相比柱状电池,纽扣电池的直径通常相对更大,而厚度则相对更薄。纽扣电池包括壳体和设在壳体内的卷芯,卷芯的加工至关重要。
3.卷芯在加工过程中,不仅涉及对正负极耳的整形等各类操作,而且还涉及上下料等操作。传统的卷芯整形加工通常需要人工进行辅助,不仅会导致生产效率的低下,而且随着人工成本的逐年升高,对整体生产成本的影响也逐渐增大。
技术实现要素:
4.基于此,有必要提供一种整形加工系统;该整形加工系统能够对卷芯的正极和负极进行全自动整形加工,从而降低人工成本。
5.其技术方案如下:
6.一个实施例提供了一种整形加工系统,包括:
7.上料机构,所述上料机构用于输送物料;
8.第一转盘机构和第二转盘机构,所述第一转盘机构包括第一转盘,所述第二转盘机构包括第二转盘,所述第一转盘上设有至少两个第一载料模组,所述第二转盘上设有至少两个第二载料模组;
9.正极整形机构和负极整形机构,所述正极整形机构设在所述第一转盘的外周,所述负极整形机构设在所述第二转盘的外周;
10.第一移送模组和第二移送模组,所述第一移送模组用于将所述上料机构上的所述物料移送至位于上料位的所述第一载料模组,所述第二移送模组用于将所述第一转盘上整形处理后的所述物料移送至位于接料位的所述第二载料模组;
11.下料机构,所述下料机构用于接收所述第二转盘上整形处理后的所述物料。
12.上述整形加工系统,工作时,上料机构输送待整形处理的物料如卷芯,第一移送模组将卷芯移送到第一转盘的第一载料模组上,第一转盘转动并使第一载料模组上的物料通过正极整形机构完成正极整形,然后通过第二移送模组移送到第二转盘的第二载料模组上,第二转盘转动并使第二载料模组上的物料通过负极整形机构完成负极整形,最终完成对物料的正极和负极整形,并由下料机构进行下料,实现全自动化操作,大大降低了人工的使用。
13.下面进一步对技术方案进行说明:
14.在其中一个实施例中,所述第一载料模组包括载料座、转动组件、夹料组件和止动组件,所述载料座设在所述第一转盘上,所述转动组件与所述载料座转动连接,所述夹料组件与所述转动组件连接并用于夹持所述物料,所述止动组件用于对所述转动组件进行止
动。
15.在其中一个实施例中,所述转动组件包括第一转动件,所述第一转动件与所述载料座转动连接,所述第一转动件的外侧设有呈环状的驱动配合部;
16.所述夹料组件包括支撑台、第一夹爪和第二夹爪,所述支撑台与所述第一转动件固定,所述第一夹爪和所述第二夹爪均与所述第一转动件转动连接,所述第一夹爪和所述第二夹爪分别位于所述支撑台的相对两侧,所述第一夹爪和所述第二夹爪能够配合对所述物料进行夹持。
17.在其中一个实施例中,所述第一载料模组还包括推力组件,所述推力组件用于对所述第一夹爪和所述第二夹爪施加推力,以使所述第一夹爪和所述第二夹爪处于非夹持状态;
18.所述夹料组件还包括第一复位件和第二复位件,所述第一复位件抵压所述第一夹爪且所述第二复位件抵压所述第二夹爪,以使所述第一夹爪和所述第二夹爪配合对所述物料进行夹持。
19.在其中一个实施例中,所述第一转动件设有第一通孔,所述转动组件还包括第二转动件,所述第二转动件呈筒状设置并具有第二通孔,所述第一夹爪的一端和所述第二夹爪的一端均能够穿过所述第一通孔并处于所述第二通孔内;所述载料座设有第三通孔,所述第二转动件通过所述第三通孔与所述载料座转动连接,所述第一转动件与所述第二转动件固定;
20.所述推力组件包括推力件和第三复位件,所述推力件能够在所述第二通孔内沿所述第二通孔的长度方向往复移动,以对所述第一夹爪的一端和所述第二夹爪的一端施加推力,所述第一复位件抵压所述第一夹爪的另一端,所述第二复位件抵压所述第二夹爪的另一端,所述第三复位件用于对所述推力件进行复位。
21.在其中一个实施例中,所述推力组件还包括推力盖,所述推力盖与所述推力件固定且位于所述推力件的远离所述夹料组件的一侧;所述第一转盘机构上设有第一伸缩杆,所述第一伸缩杆用于推动所述推力盖移动;
22.所述推力件的朝向所述夹料组件的一侧设有锥形槽,所述锥形槽的直径在朝向所述夹料组件的方向上呈逐渐增大设置。
23.在其中一个实施例中,所述正极整形机构包括正极端面烫平模组,所述正极端面烫平模组设在所述第一转盘的外周并用于对所述物料进行正极端面烫平;
24.所述推力件呈筒状设置并具有第四通孔,所述推力盖具有第五通孔,所述第五通孔、所述第四通孔和所述第一通孔同轴设置;
25.所述第一转盘机构还包括第一固定架,所述第一转盘转动设在所述第一固定架上;所述第一固定架上设有第二伸缩杆,所述第二伸缩杆的一端能够通过所述第五通孔、所述第四通孔和所述第一通孔并抵压所述物料的负极端,所述正极端面烫平模组对所述物料的正极端进行端面烫平。
26.在其中一个实施例中,所述正极整形机构还包括第一复位模组,所述第一复位模组设在所述第一转盘的外周,所述第一复位模组用于对所述第一载料模组进行复位;
27.所述第一复位模组包括第二支撑架、第二滑移座、复位驱动轮、第二驱动件和复位检测器,所述第二支撑架设在所述第一转盘的外周,所述第二滑移座与所述第二支撑架滑
移配合,所述复位驱动轮转动设在所述第二滑移座上,所述第二驱动件设在所述第二支撑架上并用于驱动所述第二滑移座在所述第二支撑架上滑移,所述复位检测器设在所述第一固定架上,所述复位驱动轮能够转动并与所述驱动配合部配合带动所述第一转动件转动,所述复位检测器用于检测所述第一转动件是否复位。
28.在其中一个实施例中,所述正极整形机构还包括正极耳找正模组和正极耳压平模组,所述正极耳找正模组和所述正极耳压平模组均设在所述第一转盘的外周,所述正极耳压平模组位于所述正极耳找正模组和所述正极端面烫平模组之间,所述正极端面烫平模组位于所述正极耳压平模组和所述第一复位模组之间;
29.所述第二转盘机构还包括第二固定架,所述第二转盘转动设在所述第二固定架上,所述第二固定架上还设有第三伸缩杆,所述第三伸缩杆用于将所述第二转盘上整形处理后的所述物料推至所述下料机构。
30.在其中一个实施例中,所述下料机构包括中转模组、搬运模组和装盘模组,所述中转模组用于接收所述第二转盘上整形处理后的所述物料,所述搬运模组用于将所述中转模组上的所述物料搬运至所述装盘模组并进行装盘处理。
附图说明
31.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
32.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.此外,附图并不是以1:1的比例绘制,并且各个元件的相对尺寸在附图中仅示例地绘制,而不一定按照真实比例绘制。
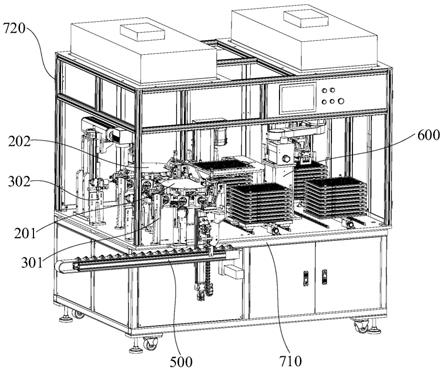
34.图1为本发明实施例中整形加工系统的整体结构示意图;
35.图2为图1实施例中整形加工系统的局部结构示意图;
36.图3为图1实施例中整形加工系统的另一个视角图;
37.图4为图1实施例中整形加工系统的的局部俯视图;
38.图5为图1实施例中上料机构和第一转盘机构的局部放大图;
39.图6为图1实施例中第一载料模组的第一视角示意图;
40.图7为图6实施例中第一载料模组的第二视角示意图;
41.图8为图6实施例中第一载料模组的整体结构截面图;
42.图9为图6实施例中第一载料模组的整体结构爆炸图;
43.图10为图6实施例中第一载料模组的整体结构侧视图;
44.图11为图6实施例中第一载料模组的整体结构主视图;
45.图12为图1实施例中正极耳找正模组的整体示意图;
46.图13为图1实施例中正极耳压平模组的整体示意图;
47.图14为图1实施例中正极端面烫平模组的整体示意图;
48.图15为图1实施例中第一复位模组的整体示意图;
49.图16为图1实施例的中转模组的其中一部分示意图;
50.图17为图1实施例的中转模组的其余部分的示意图;
51.图18为图1实施例中搬运模组的整体结构示意图。
52.附图标注说明:
53.101、第一载料模组;102、第二载料模组;110、载料座;111、轴承;120、转动组件;121、第一转动件;1211、驱动配合部;1212、第二定位部;122、第二转动件;1221、第一限位台阶;123、定位环;1231、第一定位部;130、夹料组件;131、第一夹爪;1311、第一夹块;132、第二夹爪;133、支撑台;134、第一安装柱;135、第二安装柱;136、第一复位件;137、第二复位件;138、第一安装块;139、第二安装块;141、阻尼件;150、推力组件;151、推力件;1511、锥形槽;1512、第二限位台阶;152、推力盖;153、第三复位件;201、第一转盘机构;202、第二转盘机构;210、第一固定架;211、第一伸缩杆;212、第二伸缩杆;213、限位推杆;214、排空推杆;220、第一转盘;231、第三伸缩杆;301、正极整形机构;302、负极整形机构;310、正极耳找正模组;311、第三支撑架;312、第三滑移座;313、第三驱动件;314、找正驱动轮;315、找正检测器;320、正极耳压平模组;321、第一压块;322、第二压块;323、第四驱动件;324、第四支撑架;330、正极端面烫平模组;331、第一支撑架;332、第一驱动件;333、第一滑移座;334、加热器;335、烫平柱;336、烫针;337、隔热套;340、第一复位模组;341、第二支撑架;342、第二滑移座;343、复位驱动轮;344、第二驱动件;345、复位检测器;350、刻码模组;410、第一移送模组;411、第一升降器;412、第一横移器;413、第一横移架;414、取料吸头;420、第二移送模组;430、中转移送模组;431、中转升降器;432、中转旋转架;433、中转吸头;434、转存夹手;500、上料机构;600、下料机构;610、中转模组;611、第一中转架;612、第一升降件;613、第二升降件;614、第一限位夹;615、第二限位夹;616、中转平台;617、平台驱动件;618、第二中转架;621、搬运机械臂;622、吸料组件;6221、第一夹板;6222、第二夹板;6223、下料吸头;6224、下料安装架;6225、第一下料驱动件;6226、第二下料驱动件;631、第一输送模组;632、第二输送模组;633、第一升降模组;634、第二升降模组;635、限位架;6351、限位电机;710、机台;720、机架;810、料盘;820、卷芯。
具体实施方式
54.下面结合附图对本发明的实施例进行详细说明:
55.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
56.请参照图1和图3,一个实施例提供了一种整形加工系统,包括上料机构500、第一转盘机构201、第二转盘机构202、正极整形机构301、负极整形机构302、第一移送模组410、第二移送模组420和下料机构600。其中:
57.如图1和图3所示,所述上料机构500用于输送物料。上料机构500可以是输送皮带,以输送物料如卷芯820,上料机构500还可以配套检测光纤,以检测卷芯820是否到达可以被转移到第一转盘机构201的位置。
58.如图1至图4所示,所述第一转盘机构201包括第一转盘220,所述第二转盘机构202
包括第二转盘,所述第一转盘220上设有至少两个第一载料模组101,所述第二转盘上设有至少两个第二载料模组102。
59.如图4所示,第一转盘机构201和第二转盘机构202的设置相同,第一转盘220上具有12个第一载料模组101,第二转盘上具有12个第二载料模组102,第一转盘220转动的时候带动第一载料模组101转动,从而使第一载料模组101上的物料经过正极整形机构301进行正极整形处理;第二转盘机构202同理,区别仅在于对物料的负极进行整形处理。
60.另外,第一转盘220和第二转盘上均设置12个相应的载料模组,可以预留对极耳进行刻码、ccd识别等工位,为后续设备升级或改进预留空间。
61.如图1所示,正极整形机构301和负极整形机构302,所述正极整形机构301设在所述第一转盘220的外周,所述负极整形机构302设在所述第二转盘的外周。正极整形机构301用于对卷芯820的正极进行整形处理,负极整形机构302用于对卷芯820的负极进行整形处理。
62.如图1和图4所示,所述第一移送模组410用于将所述上料机构500上的所述物料移送至位于上料位的所述第一载料模组101,所述第二移送模组420用于将所述第一转盘220上正极整形处理后的所述物料移送至位于接料位的所述第二载料模组102。
63.需要说明的是:上料位指第一转盘机构201从上料机构500处承接卷芯820的工位,接料位指正极整形完毕后从第一转盘机构201转移到第二转盘机构202,第二转盘机构202接收第一转盘机构201移送过来卷芯820的工位。
64.如图1和图3所示,所述下料机构600用于接收所述第二转盘上整形处理后的所述物料。下料机构600可以是下料抓手等,也可以是配套集抓取、存放、装盘、下盘等一套机构。
65.该整形加工系统工作时,上料机构500输送待整形处理的物料如卷芯820,第一移送模组410将卷芯820移送到第一转盘220的第一载料模组101上,第一转盘220转动并使第一载料模组101上的物料通过正极整形机构301完成正极整形,然后通过第二移送模组420移送到第二转盘的第二载料模组102上,第二转盘转动并使第二载料模组102上的物料通过负极整形机构302完成负极整形,最终完成对物料的正极和负极整形,并由下料机构600进行下料,实现全自动化操作,大大降低了人工的使用。
66.如图1所示的实施例中,整形加工系统还包括机台710和机架720,上料机构500、第一转盘机构201、第二转盘机构202、正极整形机构301、负极整形机构302、第一移送模组410、第二移送模组420和下料机构600均设在机台710上,而机台710的上方还设有呈框架设置的机架720,以对设在机台710上的上料机构500、第一转盘机构201、第二转盘机构202、正极整形机构301、负极整形机构302、第一移送模组410、第二移送模组420和下料机构600等起到保护作用。
67.在具体布置时,第一载料模组101和第二载料模组102的结构相同,以第一载料模组101为例进行说明:
68.在一个实施例中,请参照图6和图7,所述第一载料模组101包括载料座110、转动组件120、夹料组件130和止动组件,所述载料座110设在所述第一转盘220上,所述转动组件120与所述载料座110转动连接,所述夹料组件130与所述转动组件120连接并用于夹持所述物料,所述止动组件用于对所述转动组件120进行止动。
69.转动组件120转动时带动夹料组件130转动,从而使卷芯820转动,以配合正极整形
机构301对卷芯820的正极进行整形处理。为避免转动组件120在不需要转动的时候自行转动,设置止动组件对转动组件120进行止动。
70.在一个实施例中,止动组件可以是阻尼结构,以避免转动组件120随意转动。
71.在一个实施例中,请参照图8至图11,所述转动组件120包括第一转动件121,所述第一转动件121与所述载料座110转动连接,所述第一转动件121的外侧设有呈环状的驱动配合部1211。
72.在一个实施例中,请参照图8至图11,所述夹料组件130包括支撑台133、第一夹爪131和第二夹爪132,所述支撑台133与所述第一转动件121固定,所述第一夹爪131和所述第二夹爪132均与所述第一转动件121转动连接,所述第一夹爪131和所述第二夹爪132分别位于所述支撑台133的相对两侧,所述第一夹爪131和所述第二夹爪132能够配合对所述物料进行夹持。
73.支撑台133起到对卷芯820的支撑作用,当装载卷芯820的时候,卷芯820首先放在支撑台133上,然后第一夹爪131和第二夹爪132收拢,从而配合完成对卷芯820的夹持。
74.在一个实施例中,请参照图8和图9,所述第一载料模组101还包括推力组件150,所述推力组件150用于对所述第一夹爪131和所述第二夹爪132施加推力,以使所述第一夹爪131和所述第二夹爪132处于非夹持状态。
75.在一个实施例中,请参照图8至图10,所述夹料组件130还包括第一复位件136和第二复位件137,所述第一复位件136抵压所述第一夹爪131且所述第二复位件137抵压所述第二夹爪132,以使所述第一夹爪131和所述第二夹爪132配合对所述物料进行夹持。
76.在一个实施例中,请参照图8,所述第一转动件121设有第一通孔,所述转动组件120还包括第二转动件122,所述第二转动件122呈筒状设置并具有第二通孔,所述第一夹爪131的一端和所述第二夹爪132的一端均能够穿过所述第一通孔并处于所述第二通孔内;所述载料座110设有第三通孔,所述第二转动件122通过所述第三通孔与所述载料座110转动连接,所述第一转动件121与所述第二转动件122固定。
77.在一个实施例中,请参照图8和图9,所述推力组件150包括推力件151和第三复位件153,所述推力件151能够在所述第二通孔内沿所述第二通孔的长度方向往复移动,以对所述第一夹爪131的一端和所述第二夹爪132的一端施加推力,所述第一复位件136抵压所述第一夹爪131的另一端,所述第二复位件137抵压所述第二夹爪132的另一端,所述第三复位件153用于对所述推力件151进行复位。
78.在一个实施例中,请参照图8和图9,所述推力组件150还包括推力盖152,所述推力盖152与所述推力件151固定且位于所述推力件151的远离所述夹料组件130的一侧;所述第一转盘机构201上设有第一伸缩杆211,所述第一伸缩杆211用于推动所述推力盖152移动。
79.在一个实施例中,请参照图8和图9,所述推力件151的朝向所述夹料组件130的一侧设有锥形槽1511,所述锥形槽1511的直径在朝向所述夹料组件130的方向上呈逐渐增大设置,所述第一伸缩杆211推动所述推力盖152时,所述推力盖152带动所述推力件151沿所述第二通孔的长度方向移动,以使所述锥形槽1511的槽壁对所述第一夹爪131的一端和所述第二夹爪132的一端施加推力,以使所述第一夹爪131的另一端和所述第二夹爪132的另一端处于非夹持状态。
80.在一个实施例中,请参照图6至图11,对第一载料模组101进行详细说明。
81.以图8所示视角为例,假设上端为第一载料模组101的后端,下端为第一载料模组101的前端,则:
82.第二转动件122呈筒状设置,第二转动件122通过轴承111与载料座110转动连接。第二转动件122的后端固定有定位环123,定位环123上设有第一定位部1231。第一定位部1231可以是定位槽。当装载物料如卷芯820的时候,通过设在第一固定架210上的限位推杆213与第一定位部1231限位配合,保证转动组件120不会自行转动,使物料顺利装载。
83.第二转动件122的前端固定第一转动件121,第一转动件121的左端和右端分别固定有第一安装块138和第二安装块139,第一安装柱134和第二安装柱135呈左右间隔的设在第一转动件121上,第一夹爪131的中部通过第一安装柱134转动设在第一转动件121上,第二夹爪132的中部通过第二安装柱135转动设在第一转动件121上,支撑台133固定在第一转动件121上,第一夹爪131、第二夹爪132和支撑台133共同配合夹持物料。第一复位件136的两端分别抵压第一安装块138和第一夹爪131,第二复位件137的两端分别抵压第二安装块139和第二夹爪132。
84.当需要装载卷芯820的时候,第一伸缩杆211伸出并同步带动限位推杆213伸出,第一伸缩杆211向推力盖152施加压力,推力盖152压力第三复位件153并朝夹料组件130的一侧移动,推力盖152通过锥形槽1511对第一夹爪131的一端和第二夹爪132的一端施加压力,从而使第一夹爪131的另一端和第二夹爪132的另一端分开并处于非夹持状态;同时,限位推杆213伸出并与定位环123上呈槽状设置的第一定位部1231限位配合,使定位环123无法转动,由于定位环123固定在第二转动件122上,相当于限定了转动组件120无法转动。将卷芯820放置在支撑台133上,第一伸缩杆211回退并带动限位推杆213同步回退,此时,第一复位件136和第二复位件137通过复位作用力使得第一夹爪131的另一端和第二夹爪132的另一端处于收拢状态,以夹持卷芯820。
85.在一个实施例中,第一夹爪131的另一端设有第一夹块1311,第二夹爪132的另一端设有第二夹块,第一夹块1311和第二夹块均设有与卷芯820的形状对应的夹持槽。当然,支撑台133上也可以设置相应的夹持槽,以使三个夹持槽配合完成对卷芯820的完美匹配夹持。
86.由于第一复位件136和第二复位件137的设置,还可以通过调整第一复位件136和第二复位件137的复位作用力来解决夹料组件130对卷芯820的夹持力过大或过小问题,从而保障卷芯820受到的夹持力不会过大或过小。
87.在一个实施例中,请参照图9,止动组件包括阻尼件141,阻尼件141设在载料座110上且阻尼件141的一端抵压第二转动件122。
88.可选地,阻尼件141为阻尼胶条,阻尼胶条的一端抵压第二转动件122的外环壁,阻尼胶条的另一端可以配套调节螺钉进行调节阻尼胶条的抵压作用力。
89.具体地,调节螺钉与载料座110螺接且调节螺钉的一端与阻尼胶条的另一端连接,当旋转调节螺钉的时候,调节螺钉能够抵压阻尼胶条并朝第二转动件122的一侧挤压阻尼胶条,从而增大阻尼胶条对第二转动件122的阻尼,提高止动能力。
90.在一个实施例中,请参照图8和图9,第二转动件122的内壁设有第一限位台阶1221,推力件151的外壁设有第二限位台阶1512,推力件151和第二转动件122限位配合,且第三复位件153的两端分别抵压推力盖152和第一限位台阶1221。
91.可选地,第一复位件136、第二复位件137和第三复位件153均可以是弹簧。
92.在一个实施例中,请参照图2和图14,所述正极整形机构301包括正极端面烫平模组330,所述正极端面烫平模组330设在所述第一转盘220的外周并用于对所述物料进行正极端面烫平。
93.请参照图8,所述推力件151呈筒状设置并具有第四通孔,所述推力盖152具有第五通孔,所述第五通孔、所述第四通孔和所述第一通孔同轴设置。
94.请参照图4和图5,所述第一转盘机构201还包括第一固定架210,所述第一转盘220转动设在所述第一固定架210上;所述第一固定架210上设有第二伸缩杆212,所述第二伸缩杆212的一端能够通过所述第五通孔、所述第四通孔和所述第一通孔并抵压所述物料的负极端,所述正极端面烫平模组330对所述物料的正极端进行端面烫平。
95.在一个实施例中,请参照图14,所述正极端面烫平模组330包括第一支撑架331、第一驱动件332和烫平组件,所述第一驱动件332设在所述第一支撑架331上,所述正极烫平组件与所述第一支撑架331滑移配合,所述烫平组件还与所述第一驱动件332连接,所述第一驱动件332能够驱动所述烫平组件在所述第一支撑架331上滑移,以使所述烫平组件对所述物料进行端面烫平。
96.如图14所示的实施例中,第一驱动件332能够在水平方向上进行伸缩,以推动烫平组件朝第一载料模组101上的卷芯820进行移动,以使烫平组件对卷芯820进行正极端面烫平处理。当烫平处理完毕之后,第一驱动件332再回退并带动烫平组件离开卷芯820。
97.可选地,第一驱动件332可以是驱动电机并能够输出水平方向上的伸缩运动,当然,也可以是液压推杆、电动推杆或气动推杆。
98.在一个实施例中,请参照图14,所述烫平组件包括第一滑移座333、加热器334和烫头,所述第一滑移座333与所述第一支撑架331滑移配合并与所述第一驱动件332连接,所述加热器334和所述烫头均设在所述第一滑移座333上,所述加热器334用于对所述烫头进行加热。
99.在一个实施例中,请参照图14,所述烫头包括烫平柱335和烫针336,所述烫平柱335设在所述第一滑移座333上并与所述加热器334导热连接,所述烫针336设在所述烫平柱335上并与所述烫平柱335同轴设置。
100.在一个实施例中,请参照图14,所述烫平组件还包括隔热套337,所述隔热套337设在所述第一滑移座333上,所述烫平柱335设在所述隔热套337内。
101.如图14所示的实施例中,烫平柱335呈圆柱状设置,烫针336设在烫平柱335的朝向第一转盘220的一端,而加热器334设在烫平柱335的背向第一转盘220的一端。隔热套337呈圆环状设置,隔热套337设在第一滑移座333上,烫平柱335设在隔热套337内。
102.对卷芯820进行正极端面烫平的时候,烫针336插入卷芯820的中部孔内,一方面能够将卷芯820的中部孔疏通,保证中部孔是正常的,另一方面也通过烫针336插入卷芯820对卷芯820进行定位,从而使烫平柱335的端面能够对卷芯820的正极端面进行可靠的烫平处理。
103.在一个实施例中,所述烫平组件还包括温度检测器,所述温度检测器设在所述烫平柱335上并用于检测所述烫平柱335的温度。
104.可选地,温度检测器可以是热电偶器件。具体地,热电偶器件设在烫平柱335内,并
在烫平柱335的朝向烫针336的端面上设置热电偶孔。
105.在一个实施例中,所述烫平柱335呈圆柱形设置,所述烫平柱335的端面直径大于或等于所述卷芯820的端面直径,所述烫平柱335的端面对所述卷芯820的正极端面进行烫平处理。当烫平柱335的端面与卷芯820的正极端面抵触时,通过烫平柱335的热度实现对卷芯820的正极端面烫平。
106.可以理解的是:负极端面烫平模组与正极端面烫平模组330的结构和工作原理相同,区别在于负极端面烫平模组对卷芯820的负极端面进行烫平处理,而卷芯820从第一转盘220到达第二转盘之后,卷芯820的负极朝向第二转盘的外侧,以与负极端面烫平模组进行对应。
107.在一个实施例中,请参照图2至图4、图15,所述正极整形机构301还包括第一复位模组340,所述第一复位模组340设在所述第一转盘220的外周,所述第一复位模组340用于对所述第一载料模组101进行复位。
108.在一个实施例中,请参照图15,所述第一复位模组340包括第二支撑架341、第二滑移座342、复位驱动轮343、第二驱动件344和复位检测器345,所述第二支撑架341设在所述第一转盘220的外周,所述第二滑移座342与所述第二支撑架341滑移配合,所述复位驱动轮343转动设在所述第二滑移座342上,所述第二驱动件344设在所述第二支撑架341上并用于驱动所述第二滑移座342在所述第二支撑架341上滑移,所述复位检测器345设在所述第一固定架210上,所述复位驱动轮343能够转动并与所述驱动配合部1211配合带动所述第一转动件121转动,所述复位检测器345用于检测所述第一转动件121是否复位。
109.复位驱动轮343可以是自驱动轮,也可以配套相应的驱动件,当卷芯820完成正极耳的整形处理之后,第二驱动件344驱动第二滑移座342上升并使复位驱动轮343与第一转动件121的驱动配合部1211传动配合(驱动配合部1211为环形面,相当于与复位驱动轮343的外轮面滚动配合),当复位驱动轮343转动的时候,第一转动件121在驱动下转动,此时,复位检测器345检测第一转动件121是否转动到位,如果转动到位,则停止复位驱动轮343的转动,第二驱动件344带动复位驱动件下移,以离开第一转动件121。
110.可选地,复位检测器345可以是检测光纤,第一转动件121设有第二定位部1212,第二定位部1212可以是定位槽,检测光纤与第二定位部1212匹配的时候,说明复位到位。
111.当第一载料模组101复位到位之后,在第一转盘220的带动下朝后面流转,并到达上料的位置,此时,由于第一载料模组101复位到位,则当第一伸缩杆211推动推力盖152的时候,随同第一伸缩杆211伸出的限位推杆213则恰好能够与定位环123上的第一定位部1231限位配合。
112.需要说明的是:第二复位模组与第一复位模组340的结构相同,第二复位模组的目的是为了对第二载料模组102进行复位,不再赘述。
113.在一个实施例中,请参照图3和图4,所述正极整形机构301还包括正极耳找正模组310和正极耳压平模组320,所述正极耳找正模组310和所述正极耳压平模组320均设在所述第一转盘220的外周,所述正极耳压平模组320位于所述正极耳找正模组310和所述正极端面烫平模组330之间,所述正极端面烫平模组330位于所述正极耳压平模组320和所述第一复位模组340之间。
114.当卷芯820装载到第一载料模组101之后,第一转盘220带动卷芯820依次经过正极
耳找正模组310、正极耳压平模组320和正极端面烫平模组330,当正极端面烫平之后,卷芯820再经过第一复位模组340,之后第二移送模组420将卷芯820移送到第二转盘的第二载料模组102上,进行后续的负极整形处理,而第一载料模组101进一步在第一转盘220的带动下流转,在到达上料位之前,还通过设在第一固定架210上的排空推杆214进行排空处理,以确保上料时第一载料模组101是空的。
115.在一个实施例中,请参照图12,正极耳找正模组310包括第三支撑架311、第三滑移座312、第三驱动件313、找正驱动轮314和找正检测器315。其中:
116.第三滑移座312与第三支撑架311滑移配合,第三驱动件313能够驱动第三滑移座312在第三支撑架311上升降,找正驱动轮314(自驱动轮或配套驱动件进行驱动)转动设在第三滑移座312上,找正检测器315设在第三支撑架311上。
117.当卷芯820到达与正极耳找正模组310对应的工位时,第三驱动件313驱动第三滑移座312上升,使找正驱动轮314与第一载料模组101的转动组件120配合,找正驱动轮314转动并带动转动组件120转动,从而使卷芯820转动。卷芯820在转动过程中,找正检测器315(可以是找正光纤)实时检测正极耳的正确位置,当找到正确位置时,找正驱动轮314停止转动,第三驱动件313带动第三滑移座312下移,并使找正驱动轮314与转动组件120脱离。
118.可以理解的是:负极耳找正模组与正极耳找正模组310的结构及工作原理相当,这里不再赘述。
119.在一个实施例中,请参照图13,正极耳压平模组320包括第一压块321、第二压块322、第四驱动件323和第四支撑架324,第四驱动件323设在第四支撑架324上,当卷芯820到达与正极耳压平模组320对应的工位时,第四驱动件323带动第一压块321下移且第二压块322上移,从而对找正后的正极耳进行压平操作。
120.可以理解的是:负极耳压平模组与正极耳压平模组320的结构及工作原理相当。
121.在一个实施例中,请参照图2和图3,第二转盘的外周还设有刻码模组350,当卷芯820的负极端面烫平处理之后,刻码模组350对卷芯820进行刻码处理,随后进行第二载料模组102的复位、卷芯820的下料及第二载料模组102的排空操作,不再赘述。
122.在一个实施例中,请参照图4,所述第二转盘机构202还包括第二固定架,所述第二转盘转动设在所述第二固定架上,所述第二固定架上还设有第三伸缩杆231,所述第三伸缩杆231用于将所述第二转盘上整形处理后的所述物料推至所述下料机构600。
123.在一个实施例中,请参照图5,第一移送模组410包括第一升降器411、第一横移器412、第一横移架413和取料吸头414,第一横移架413能够在第一横移器412的驱动下水平滑移,第一升降器411设在第一横移架413上,取料吸头414设在第一升降器411上并能够在第一升降器411的作用下进行升降。如此设置,取料吸头414能够进行升降和平移,从而将上料模组上的卷芯820移送到第一转盘220的第一载料模组101上。
124.可以理解的是:第二移送模组420的结构和工作原理可以和第一移送模组410的结构和工作原理相同。
125.在一个实施例中,请参照图5,整形加工系统还包括中转移送模组430,中转移送模组430包括中转升降器431、中转旋转架432、中转吸头433和转存夹手434。如图5所示的实施例中,中转升降器431能够升降中转旋转架432,中转旋转架432能够旋转,而中转吸头433设在中转旋转架432上。上料时,当卷芯820到达设定位置时,中转吸头433朝下并吸走卷芯
820,之后,中转旋转架432旋转180
°
,使中转吸头433朝上,中转旋转架432升起并使转存夹手434夹取卷芯820,然后中转旋转架432下降,中转旋转架432复位并使中转吸头433朝下,准备吸取下一个卷芯820。转存夹手434能够夹持和松开并由取料吸头414取走。
126.在一个实施例中,请参照图3、图16至图18,所述下料机构600包括中转模组610、搬运模组和装盘模组,所述中转模组610用于接收所述第二转盘上整形处理后的所述物料,所述搬运模组用于将所述中转模组610上的所述物料搬运至所述装盘模组并进行装盘处理。
127.如图16所示的实施例中,中转模组610包括第一中转架611、第一升降件612、第二升降件613、第一限位夹614、第二限位夹615、中转平台616、平台驱动件617和第二中转架618,第三伸缩杆231将整形处理完毕后的卷芯820朝第二转盘的外侧推出时,第二升降件613先上移并推动第二限位夹615上移,以托住推出的卷芯820,第一升降件612下移并带动第一限位夹614下移,以使第二限位夹615与第一限位夹614形成圆形的卷芯820推送通道,第三伸缩杆231进一步推送并推出到中转平台616上。如图17所示,中转平台616上设有多个用于限位卷芯820的限位槽,卷芯820恰好被推送到限位槽内,当中转平台616上接收一个卷芯820之后,平台驱动件617带动中转平台616移动一个间距,以使下一个空的限位槽与第一限位夹614和第二限位夹615形成推送通道的位置匹配,而中转平台616活动设在第二中转架618上,平台驱动件617能够驱动中转平台616在第二中转架618上往复移动。当中转平台616上具有预设数量的卷芯820时(如五个卷芯820时),则搬运模组将五个卷芯820一次性搬走,中转平台616复位,接收下一组卷芯820。
128.如图18所示的实施例中,搬运模组包括搬运机械臂621和吸料组件622,搬运机械臂621可以是多自由度机械臂,吸料组件622设在搬运机械臂621的末端并用于取走中转平台616上的卷芯820。
129.如图3所示的实施例中,装盘模组包括第一输送模组631、第二输送模组632、第一升降模组633和第二升降模组634,第一输送模组631和第二输送模组632设在机台710上,第一升降模组633和第二升降模组634也均设在机台710上,机台710上还设有限位架635,限位架635上设有限位部。第一输送模组631能够输送至少两个叠层设置的空的料盘810到达限位架635,第一升降模组633具有第一升降板,第一升降板能够抬升第一输送模组631送来的叠层设置的空的料盘810并通过设在限位架635上的层数检测器(可以是光纤传感器)判断层数,然后升降料盘810,使最上层的料盘810处于预设高度,并通过设在限位架635上的限位电机6351(可以是至少两个,通过伸缩并抵压料盘810,以对料盘810不同方位进行限位)来抵压最上层的料盘810,实现对料盘810的限位。
130.搬运模组将中转模组610上的卷芯820搬运到最上层的空的料盘810上,当装满最上层的料盘810时,搬运模组将最上层的装满卷芯820的料盘810搬运到第二升降模组634的第二升降板上,第二升降板上的最上层的装满卷芯820的料盘810在第二升降板的操控下始终处于预设高度。也即:当新的装满卷芯820的料盘810叠层设置时,第二升降板就下降一个料盘810的高度,保证最上层的料盘810始终处于预设高度。当装满卷芯820的料盘810叠层到预设层数时,第二升降板进一步下移并将叠层的装满卷芯820的料盘810放到第二输送模组632上,第二输送模组632进一步输送转移到下料区,等待人工或机械手取走。
131.如图18所示的实施例中,吸料组件622包括第一夹板6221、第二夹板6222、下料安装架6224、第一下料驱动件6225、第二下料驱动件6226和下料吸头6223。搬运机械臂621的
末端设有安装支架,下料安装架6224与安装支架活动连接,第一下料驱动件6225设在安装支架上并能够驱动下料安装架6224升降,下料吸头6223设有多个(如五个)并设在下料安装架6224上。第一夹板6221和第二夹板6222的至少一个与安装支架活动连接,第二下料驱动件6226设在下料安装架6224上并能够使第一夹板6221和第二夹板6222进行收拢或分离。
132.另外,吸料组件622还包括扫码器,扫码器用于扫描料盘810上的信息码。
133.如图18所示的视角下,当需要吸附中转平台616上的卷芯820时,下料安装架6224下降到一定高度,使多个下料吸头6223能够同时吸附中转平台616上的对应卷芯820,然后搬运机械臂621移动并移送到料盘810所在区域并放下。当料盘810装满时,下料安装架6224带动下料吸头6223上升,第一夹板6221和第二夹板6222分离并位于待搬运料盘810的相对两端,然后第一夹板6221和第二夹板6222再收拢,从而夹紧或夹持料盘810(或如图18所示,第一夹板6221和第二夹板6222的下端均设有抬升凸缘,通过抬升凸缘与料盘810的底部抵接,从而抬升并运走料盘810),并移送走料盘810再放到第二升降模组634上,不再赘述。
134.可选地,搬运机械臂621为四轴机器人。
135.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
136.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
137.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
138.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
139.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
140.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存
在矛盾,都应当认为是本说明书记载的范围。
141.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1