一种冰箱U型箱壳的自动化成型方法与流程
一种冰箱u型箱壳的自动化成型方法
技术领域
1.本发明涉及冰箱设备制造技术领域,具体为一种冰箱u型箱壳的自动化成型方法。
背景技术:
2.冰箱的箱壳,一般利用金属薄板的钣金成型,包括剪、冲/切/复合、折等综合冷加工工艺制成,工艺复杂,智能化程度要求较高。目前,冰箱箱壳由于结构限制、以及工艺成型生产线的制约,存在着智能化程度低、生产效率不高的缺点,而且生产的冰箱箱壳也存在着与冰箱内胆贴合度差,组合困难,牢固性不好,结构不稳定且容易漏泡的缺陷,大大降低了冰箱的使用品质。同时,金属板材物理性能会因原生产厂家的不同而变化,实际生产时这些参数的变化会对成型后的精度造成影响,目前的冰箱箱壳的成型生产线对生产参数的调整不方便,影响产品质量。
技术实现要素:
3.本发明的目的在于:提供一种冰箱u型箱壳的自动化成型方法,以解决以上缺陷。
4.为了实现上述目的,本发明提供如下技术方案:
5.一种冰箱u型箱壳的自动化成型方法,所述u型箱壳,由左壳体、顶壳、以及右壳体组成,所述左壳体、右壳体分别位于顶壳的两侧并构成u型,所述顶壳、左壳体、以及右壳体的两侧均分别设置有r型结构边板、卡槽型结构边板,所述u型箱壳的左壳体、右壳体的末端设置有r型结构边端板;
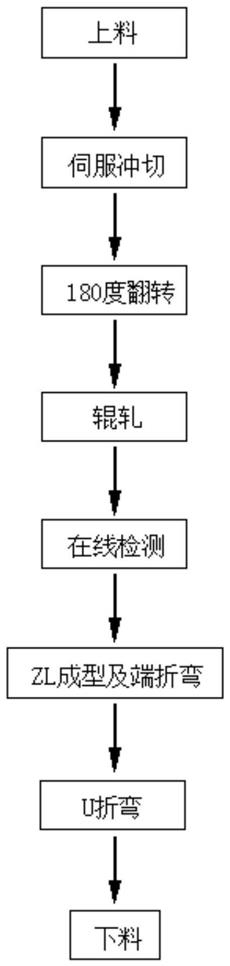
6.所述冰箱u型箱壳的自动化成型方法,包括如下步骤:
7.s1、上料:将符合尺寸规格要求的原材料钢板,通过自动上料机进行自动化上料;
8.s2、伺服冲切:通过冲切机,安装若干小的冲切头,并对自动化上料的原材料钢板进行伺服电缸冲切,制成冲切成品板,所述冲切成品板为由左壳体板、顶壳板、以及右壳体板组成的三段式直板;
9.s3、180度翻转:通过过渡转向机,将冲切成品板翻转180度,正反面对调;
10.s4、辊轧:通过辊轧机将翻转后的冲切成品板进行辊轧,并将冲切成品板的左壳体板、顶壳板、以及右壳体板的两侧边均分别辊轧成r型结构边板、卡槽型结构边板;
11.s5、在线检测:采用金属板材在线检测技术对辊轧后的冲切成品板质量进行在线检测;
12.s6、zl成型及端折弯:对检测符合质量要求的冲切成品板的顶壳板的卡槽型结构边板,分别与其左壳体板、右壳体板的卡槽型结构边板的连接处,均通过冲切机进行z弯曲和l弯曲成型;然后对冲切成品板的左壳体板、右壳体板末端,均通过冲切机进行端折弯,形成r型结构边端板;
13.s7、u折弯:将zl成型及端折弯后的冲切成品板,通过u折弯机进行折弯成型,而左壳体板、顶壳板、以及右壳体板折弯后分别形成u型箱壳的左壳体、顶壳、以及右壳体,制得冰箱u型成型箱壳;
14.s8、下料:利用自动下料机器人及配套吸盘进行吸取放料,并通过输送线送料,从而完成冰箱u型箱壳的自动化成型方法的整个过程。
15.优选地,在s5在线检测步骤中,所述金属板材在线检测技术,是利用led光源,以前照的方式照射到冲切成品板上,反射光线进入摄像机,并将光学影像转换成数字信号,再通过数字处理模块进行对比处理,根据预先设置的金属板材的质量缺陷划分标准,从而识别出金属板是否存在缺陷,数据对比后,对不合格的数据反馈到系统中,通过调整s4辊轧伺服参数,对调整后的参数进行二次验证,直至所有参数合格及辊轧产品质量稳定为止。
16.优选地,在s2伺服冲切步骤中,所述顶壳板、左壳体板、以及右壳体板的两侧均分别冲切有壳体边板一、壳体边板二,所述顶壳板的壳体边板一与两侧的左壳体板、右壳体板的壳体边板一的连接处均冲切有小v型缺口,所述顶壳板的壳体边板二与两侧的左壳体板、右壳体板的壳体边板二的连接处均冲切有大v型缺口,所述大v型缺口内的两壳体边板二上均冲切有长条板,所述冲切成品板的两端均设置有边端板;
17.优选地,在s4辊轧步骤中,将所述顶壳板、左壳体板、以及右壳体板的壳体边板一,均辊轧成r型结构边板;所述r型结构边板,包括连接板一、r型板、侧边板,所述连接板一、侧边板的一侧分别与r型板的两下端边沿处相连接,所述连接板一的另一侧与左壳体板或右壳体板一侧边相连接,所述连接板一、侧边板均与左壳体板和右壳体板相垂直。
18.优选地,在s4辊轧步骤中,将所述顶壳板、左壳体板、以及右壳体板的壳体边板二,均辊轧成卡槽型结构边板;所述卡槽型结构边板,包括依次收首尾连接的垂直板一、垂直板二、水平板、垂直板三、卡合边板,所述垂直板一、垂直板二、垂直板三相互平行且均与左壳体板、右壳体板相垂直,所述水平板与左壳体板、右壳体板相平行,所述垂直板一一侧边与左壳体板或右壳体板一侧边相连接,所述垂直板一另一侧边与垂直板二的一侧边连接处采用膨胀处理并形成管状膨胀节。
19.优选地,在s2伺服冲切步骤中,所述冲切成品板四个垂直角处的边端板的两端、壳体边板一、壳体边板二的一端均冲切成台阶型结构。
20.优选地,在s2伺服冲切步骤中,所述壳体边板二的台阶型结构处冲切有凹口、螺栓安装孔,所述壳体边板二辊轧成卡槽型结构边板后,所述凹口位于垂直板二上,所述螺栓安装孔位于垂直板一上,且所述螺栓安装孔与凹口叠合在一起。
21.优选地,在s2伺服冲切步骤中,所述冲切机的冲切头设置有十个,分别对应在冲切成品板的p1
‑
p10十个冲切工位,p1、p6分别对应两个边端板与壳体边板二的连接处、p7、p10分别为两个边端板与壳体边板一的连接处,并均冲切成台阶型结构;p3、p4分别对应冲切成品板的两个大v型缺口处,p8、p9分别对应冲切成品板的两个小v型缺口处,p2、p5分别对应左壳体板、右壳体板的两个壳体边板二上,并冲切出箱壳固定孔。
22.优选地,在s6步骤zl成型及端折弯过程中,将冲切成品板的左壳体板、右壳体板末端的边端板端折弯成r型结构边端板,所述r型结构边端板与r型结构边板结构相同。
23.优选地,在s6步骤zl成型及端折弯过程中,所述左壳体板、右壳体板的壳体边板二上的长条板均经冲切机冲压成z型叠合板一,所述顶壳板的壳体边板二上的长条板经冲切机冲压成l型叠合板二,经s7步骤u折弯后,所述z型叠合板一与l型叠合板二叠合在一起。
24.本发明的有益效果在于:
25.本发明一种冰箱u型箱壳的自动化成型方法,工艺简单,通过上料、伺服冲切、180
度翻转、辊轧、在线检测、zl成型及端折弯、u折弯、下料等步骤,实现冰箱u型箱壳的自动化成型生产,智能化程度好,生产效率高;通过辊轧和在线检测,能够对辊轧后的产品进行在线检测,并及时调整辊轧参数,提高产品质量,操作方便;生产的冰箱u型箱壳,通过其两侧的r型结构边板、卡槽型结构边板,以及两末端的r型结构边端板,实现与冰箱内胆的紧密贴合,组装方便,牢固性好,结构稳定,大大提高了冰箱的使用品质。
附图说明
26.图1:本发明的工艺流程图;
27.图2:本发明的冲切成品板的结构示意图;
28.图3:本发明的冰箱u型箱壳的结构示意图;
29.图4:图3中a处结构放大图;
30.图5:图3中b处结构放大图;
31.图6:图3中c处结构放大图;
32.图7:图3中d处结构放大图。
具体实施方式
33.结合附图1
‑
7,对本发明的具体实施方式作如下说明:
34.如图1
‑
7所示,一种冰箱u型箱壳的自动化成型方法,包括上料、伺服冲切、180度翻转、辊轧、在线检测、zl成型及端折弯、u折弯、下料等步骤,实现冰箱u型箱壳的自动化成型生产。
35.其中,冰箱u型箱壳,由左壳体2、顶壳1、以及右壳体3组成,左壳体2、右壳体3分别位于顶壳1的两侧并构成u型,顶壳1、左壳体2、以及右壳体3的两侧均分别设置有r型结构边板21、卡槽型结构边板22,u型箱壳的左壳体2、右壳体3的末端设置有r型结构边端板23;
36.其中,冰箱u型箱壳的自动化成型方法,具体包括如下步骤:
37.s1、上料:将符合尺寸规格要求的原材料钢板,通过自动上料机进行自动化上料。
38.s2、伺服冲切:通过冲切机,安装若干小的冲切头,并对自动化上料的原材料钢板进行伺服电缸冲切,制成冲切成品板。
39.其中,在本伺服冲切步骤中,冲切成品板为由左壳体板20、顶壳板10、以及右壳体板30组成的三段式直板。顶壳板10、左壳体板20、以及右壳体板30的两侧均分别冲切有壳体边板一210、壳体边板二220,顶壳板10的壳体边板一210与两侧的左壳体板20、右壳体板30的壳体边板一210的连接处均冲切有小v型缺口,顶壳板10的壳体边板二220与两侧的左壳体板20、右壳体板30的壳体边板二220的连接处均冲切有大v型缺口,大v型缺口内的两壳体边板二220上均冲切有长条板,冲切成品板的两端均设置有边端板230。冲切成品板四个垂直角处的边端板230的两端、壳体边板一210、壳体边板二220的一端均冲切成台阶型结构。
40.在s2伺服冲切步骤中,壳体边板二220的台阶型结构处冲切有凹口227、螺栓安装孔2221,壳体边板二220辊轧成卡槽型结构边板22后,凹口227位于垂直板二223上,螺栓安装孔2221位于垂直板一221上,且螺栓安装孔2221与凹口227叠合在一起。
41.在本伺服冲切步骤中,冲切机的冲切头设置有十个,分别对应在冲切成品板的p1
‑
p10十个冲切工位,p1、p6分别对应两个边端板230与壳体边板二220的连接处、p7、p10分别
为两个边端板230与壳体边板一210的连接处,并均冲切成台阶型结构;p3、p4分别对应冲切成品板的两个大v型缺口处,p8、p9分别对应冲切成品板的两个小v型缺口处,p2、p5分别对应左壳体板20、右壳体板30的两个壳体边板二220上,并冲切出箱壳固定孔。
42.s3、180度翻转:通过过渡转向机,将冲切成品板翻转180度,正反面对调;
43.s4、辊轧:通过辊轧机将翻转后的冲切成品板进行辊轧,并将冲切成品板的左壳体板20、顶壳板10、以及右壳体板30的两侧边均分别辊轧成r型结构边板21、卡槽型结构边板22;
44.在本辊轧步骤中,将顶壳板10、左壳体板20、以及右壳体板30的壳体边板一210,均辊轧成r型结构边板21。其中,r型结构边板21,包括连接板一211、r型板212、侧边板213,连接板一211、侧边板213的一侧分别与r型板212的两下端边沿处相连接,连接板一211的另一侧与左壳体板20或右壳体板30一侧边相连接,连接板一211、侧边板213均与左壳体板20和右壳体板30相垂直。
45.在本辊轧步骤中,将顶壳板10、左壳体板20、以及右壳体板30的壳体边板二220,均辊轧成卡槽型结构边板22。其中,卡槽型结构边板22,包括依次收首尾连接的垂直板一221、垂直板二223、水平板224、垂直板三225、卡合边板226,垂直板一221、垂直板二223、垂直板三225相互平行且均与左壳体板20、右壳体板30相垂直,水平板224与左壳体板20、右壳体板30相平行,垂直板一221一侧边与左壳体板20或右壳体板30一侧边相连接,垂直板一221另一侧边与垂直板二223的一侧边连接处采用膨胀处理并形成管状膨胀节222。
46.s5、在线检测:采用金属板材在线检测技术对辊轧后的冲切成品板质量进行在线检测。
47.在本在线检测步骤中,金属板材在线检测技术,是利用led光源,以前照的方式照射到冲切成品板上,反射光线进入摄像机,并将光学影像转换成数字信号,再通过数字处理模块进行对比处理,根据预先设置的金属板材的质量缺陷划分标准,从而识别出金属板是否存在缺陷,数据对比后,对不合格的数据反馈到系统中,通过调整s4辊轧伺服参数,对调整后的参数进行二次验证,直至所有参数合格及辊轧产品质量稳定为止。
48.s6、zl成型及端折弯:对检测符合质量要求的冲切成品板的顶壳板10的卡槽型结构边板22,分别与其左壳体板20、右壳体板30的卡槽型结构边板22的连接处,均通过冲切机进行zl弯曲成型;然后对冲切成品板的左壳体板20、右壳体板30末端,均通过冲切机进行端折弯,形成r型结构边端板23。
49.在本步骤zl成型及端折弯过程中,将冲切成品板的左壳体板20、右壳体板30末端的边端板230端折弯成r型结构边端板23,r型结构边端板23与r型结构边板21结构相同。同时将左壳体板20、右壳体板30的壳体边板二220上的长条板均经冲切机冲压成型为z型叠合板一228,顶壳板10的壳体边板二220上的长条板经冲切机冲压成型为l型叠合板二229。
50.s7、u折弯:将zl成型及端折弯后的冲切成品板,通过u折弯机进行折弯成型,而左壳体板20、顶壳板10、以及右壳体板30折弯后分别形成u型箱壳的左壳体2、顶壳1、以及右壳体3,从而制得冰箱u型成型箱壳,而且经u折弯后,z型叠合板一228与l型叠合板二229叠合在一起。
51.s8、下料:利用自动下料机器人及配套吸盘进行吸取放料,并通过输送线送料,从而完成冰箱u型箱壳的自动化成型方法的整个过程。
52.本发明一种冰箱u型箱壳的自动化成型方法,工艺简单,通过上料、伺服冲切、180度翻转、辊轧、在线检测、zl成型及端折弯、u折弯、下料等步骤,实现冰箱u型箱壳的自动化成型生产,智能化程度好,生产效率高;通过辊轧和在线检测,能够对辊轧后的产品进行在线检测,并及时调整辊轧参数,提高产品质量,操作方便;生产的冰箱u型箱壳,通过其两侧的r型结构边板、卡槽型结构边板,以及两末端的r型结构边端板,实现与冰箱内胆的紧密贴合,组装方便,牢固性好,结构稳定,大大提高了冰箱的使用品质。
53.上述结合附图对发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1