一种用于大型航空零件数控加工的调姿垫块及其使用方法与流程
1.本发明涉及大型航空零件数控加工技术领域,具体涉及一种用于大型航空零件的调姿垫块及其使用方法,特别适用于大型航空零件的精确定位。
背景技术:
2.随着技术进步,数控加工零部件向着大型化、整体化、复杂化不断发展,同时组件加工也大量出现在数控加工过程中,而工装夹具却向着简单化、通用化发展。不论是大型零件还是组件,都存在由于尺寸大、自身刚性弱等问题而导致的状态变化,日益简化的工装无法纠正或补偿这种状态变化。数控加工时,由于零部件初始状态变形导致的姿态不符合理论位置造成的制造误差,长期制约着大型零部件的精密制造与高质量交付。
3.在当前的零件加工中,要求在长达10000mm的零部件,数控加工前平面度要求为0.1mm,这就要求加工前必需调整大部件的平面度。在既往方案中,调整大型零部件姿态通常采用加垫片的方式,往往需要6
‑
8h才能完成一次装夹,且调整后的零部件平面度仅有0.5mm,精度较低。同时,大型零部件与其工装整体重量有时高达1吨,人工在工装地脚下加垫极为困难且存在人员受伤、产品损坏的风险。
技术实现要素:
4.本发明的目的在于解决现有技术中的大型零件姿态调节方法精度低、耗时长易损坏零件,且由于零件本身体积大导致操作人员具有受伤风险等问题,提供一种用于大型航空零件数控加工的调姿垫块,结构简单且巧妙,同时公开了该调姿垫块的使用方法,该调姿方式可靠、高效,在大型航空零件数控加工中有极强的推广应用价值。
5.本发明通过下述技术方案实现:一种用于大型航空零件数控加工的调姿垫块,包括工作台、基座、调节螺栓、调节手柄和至少三根导向柱,所述基座上设有安装孔i和与导向柱匹配的安装孔ii,所述工作台上设有通孔,所述安装孔i设置在基座中心,所述调节螺栓一端与安装孔i螺纹连接;另一端贴合工作台的下表面,所述调节手柄与调节螺栓配合调节调节螺栓的高度,所述导向柱一端置于安装孔ii中;另一端穿过通孔并通过限位挡块、紧固件固定,所述安装孔ii均布于安装孔i周侧。
6.进一步地,所述调节螺栓靠近工作台的一端设计成楔形结构,并与工作台接触。
7.进一步地,所述导向柱为阶梯状圆柱,导向柱一端与安装孔ii过盈配合,另一端与工作台上通孔紧密配合,所述工作台可沿导向柱方向滑动。
8.进一步地,所述紧固件为螺栓或螺钉或销钉。
9.进一步地,所述导向柱包括三根,均布于调节螺栓周侧。
10.进一步地,所述工作台和基座上表面与下表面均为方形平板。
11.进一步地,所述调节螺栓中部设有环形凸台,所述环形凸台上设有多个与调节手柄匹配的调节孔。
12.一种调姿垫块的使用方法,包括以下步骤:a.根据零件或工装的结构特征,选择适当数量的如前述的调姿垫块,构成垫块组,将垫块组摆放在水平面上,所述垫块组需满足方便旋拧调节螺栓且零件或工装能平稳放置的摆放要求,且每个所述调姿垫块的个体承重相同;b.再将零件或零件与工装整体放置于垫块组的工作台上;c.使用测量工具对零件或零件与工装整体进行测量,再根据测量结果,使用调节手柄旋拧调节螺栓来调节各个调姿垫块的高度,将零件或零件与工装整体调节到目标位置;d.完成零件或零件与工装整体的调姿后,将零件或零件与工装整体与垫块共同固定在机床工作台上。
13.进一步地,所述步骤c中,使用测量工具对零件或零件与工装整体的测量包括对其基准孔、基准面或其典型结构进行测量。
14.进一步地,所述步骤c中,使用调节手柄旋拧调节螺栓来调节各个调姿垫块的高度的具体操作方法为:所述调姿垫块的调节螺栓螺距为p,使用调节手柄旋拧1
°
,则调姿垫块的工作台的高度变化为p/360,再根据测量结果得到需要调节的高度h,则需旋拧的角度α=360
×
h/p。
15.本发明与现有技术相比,具有以下优点及有益效果:一、本发明中,提出的一种用于大型航空零件数控加工的调姿垫块,通过调节手柄旋拧调节螺栓来控制调姿垫块工作台升降,从而实现置于调姿垫块上方的零件的高度调节,调姿方式较为可靠、高效。
16.二、本发明中,所述调节螺栓靠近工作台的一端设计成楔形结构,并与工作台接触,这样的楔形结构可以使本调姿垫块在调姿过程中,保证导向柱与工作台的充分稳定接触。
17.三、本发明中,所述导向柱为阶梯状圆柱,导向柱一端与安装孔ii过盈配合,可保证导向柱的平稳,另一端与工作台上通孔紧密配合,使所述工作台可沿导向柱方向自由滑动。
18.四、本发明中,所述紧固件为螺栓或螺钉或销钉,本调姿垫块的限位挡块位于导向柱顶部,并通过设有紧固件穿过限位挡块与导向柱固定,用于限制工作台行程,避免调节螺栓与基座脱离。
19.五、本发明中,所述导向柱设置成三根,为成本较低且便于调节的实施方案,三根所述导向柱均布于调节螺栓周侧,是为了在本调姿垫块在使用过程中,尽量保证三根导向柱受力相当。
20.六、本发明中,所述工作台和基座上表面与下表面均为方形平板,为与工装或零部件接触时提供支撑面,方形平板的平面度应根据零部件机加精度需求确定。
21.七、本发明中,提供了一种调姿垫块的使用方法,在试验过程中发现使用该调姿垫块组成的调姿垫块组对于零部件的姿态调整卓有成效,调姿垫块组的使用,使得大型零部件装夹准备时间由6
‑
8h缩短至0.5h,且平面度从0.5mm提升至0.1mm,大幅减少了工人在零部件加工前的准备时间,降低了操作工人工作强度,缩短了零部件占机装夹及加工坐标系建立的时间,提升了零部件加工稳定性及交付质量。
22.八、本发明中,本调姿垫块调姿精度可以保证在0.01mm可用于辅助对其基准孔、基准面或其典型结构进行测量。
23.九、本发明中,大型部件在数控加工时可以认为是一种柔性体,特别是大型航空零件,无法简单的通过传统加垫的方式进行很精确的平面度调整。采用本发明中公开的调姿垫块的使用方法,通过采用多个调姿垫块的相互配合来实现姿态调整变化,保证加工前,零部件平面度达到0.1mm,进而保证大型航空零件的加工精度达到
±
0.1mm,满足设计需求。
附图说明
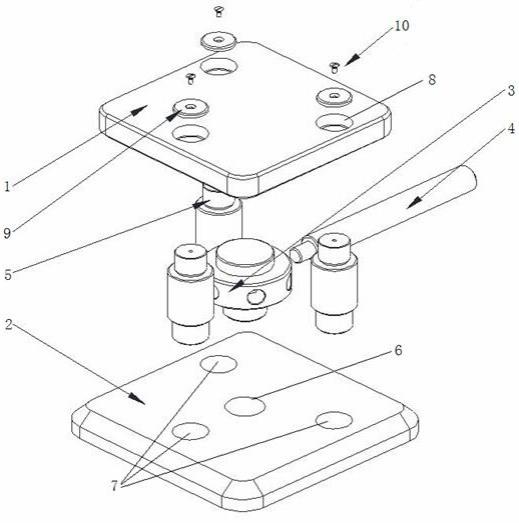
24.图1为本发明中调姿垫块的爆炸示意图。
25.图2是调姿垫块装配后的正视图。
26.图3是图2中的a部放大图。
27.图4是调姿垫块装配后的俯视图。
28.图5是图4中的a
‑
a剖视图。
29.图6是该调姿垫块使用时的示意图。
30.其中,1、工作台;2、基座;3、调节螺栓;4、调节手柄;5、导向柱;6、安装孔i;7、安装孔ii;8、通孔;9、限位挡块;10、紧固件;11、环形凸台;12、调节孔;13、零件;14、工装;15、机床工作台。
具体实施方式
31.下面结合实施例对本发明作进一步地详细说明,但本发明的实施方式不限于此。
32.实施例1本实施例为最基本的实施方式,一种用于大型航空零件数控加工的调姿垫块,属于大型航空零件数控加工技术领域,参考图1,包括工作台1、基座2、调节螺栓3、调节手柄4和至少三根导向柱5,所述基座2上设有安装孔i6和与导向柱5匹配的安装孔ii7,所述工作台1上设有通孔8,所述安装孔i6设置在基座2中心,所述调节螺栓3一端与安装孔i6螺纹连接;另一端贴合工作台1的下表面,所述调节手柄4与调节螺栓3配合调节调节螺栓3的高度,所述导向柱5一端置于安装孔ii7中;另一端穿过通孔8并通过限位挡块9、紧固件10固定,所述安装孔ii7均布于安装孔i6周侧。
33.本实施例提出的用于大型航空零件13数控加工的调姿垫块,包括工作台1、导向柱5、调节螺栓3、限位挡块9、基座2、调节手柄4和紧固件10,所述调节螺栓3一端通过螺纹与基座2连接;另一端与工作台1接触;所述导向柱5连接基座2与工作台1,所述导向柱5穿过通孔8并通过限位挡块9、紧固件10固定,使限位挡块9位于导向柱5顶部,用于限制工作台1行程,避免调节螺栓3与基座2脱离,同时能保证工作台1能够沿导向柱5方向自由滑动。
34.实施例2一种用于大型航空零件数控加工的调姿垫块,属于大型航空零件数控加工技术领域,包括工作台1、基座2、调节螺栓3、调节手柄4和至少三根导向柱5,参照图1
‑
5,所述基座2上设有安装孔i6和与导向柱5匹配的安装孔ii7,所述工作台1上设有通孔8,所述安装孔i6设置在基座2中心,所述调节螺栓3一端与安装孔i6螺纹连接;另一端贴合工作台1的下表面,所述调节手柄4与调节螺栓3配合调节调节螺栓3的高度,所述导向柱5一端置于安装孔
ii7中;另一端穿过通孔8并通过限位挡块9、紧固件10固定,所述安装孔ii7均布于安装孔i6周侧。
35.优选地,所述调节螺栓3靠近工作台1的一端设计成楔形结构,参考图2、3,并与工作台1接触。
36.优选地,所述导向柱5为阶梯状圆柱,导向柱5一端与安装孔ii7过盈配合,另一端与工作台1上通孔8紧密配合,所述工作台1可沿导向柱5方向滑动。
37.优选地,所述紧固件10可为螺栓或螺钉或销钉。
38.优选地,所述导向柱5包括三根,均布于调节螺栓3周侧。
39.优选地,所述工作台1和基座2上表面与下表面均为方形平板。
40.优选地,所述调节螺栓3中部设有环形凸台11,参考4
‑
5,所述环形凸台11上设有多个与调节手柄4匹配的调节孔12,所述调节孔12均布在环形凸台11上。
41.实施例3一种调姿垫块的使用方法,包括以下步骤:a.根据零件13或工装14的结构特征,选择适当数量的如实施例1或2的调姿垫块,构成垫块组,将垫块组摆放在水平面上,所述垫块组需满足方便旋拧调节螺栓3且零件13或工装14能平稳放置的摆放要求,且每个所述调姿垫块的个体承重相同;b.再将零件13或零件13与工装14整体放置于垫块组的工作台1上;c.使用测量工具对零件13或零件13与工装14整体进行测量,再根据测量结果,使用调节手柄4旋拧调节螺栓3来调节各个调姿垫块的高度,将零件13或零件13与工装14整体调节到目标位置;d.完成零件13或零件13与工装14整体的调姿后,将零件13或零件13与工装14整体与垫块共同固定在机床工作台15上。
42.进一步地,所述步骤c中,使用测量工具对零件13或零件13与工装14整体的测量包括对其基准孔、基准面或其典型结构进行测量。
43.进一步地,所述步骤c中,使用调节手柄4旋拧调节螺栓3来调节各个调姿垫块的高度的具体操作方法为:所述调姿垫块的调节螺栓3螺距为p,使用调节手柄4旋拧1
°
,则调姿垫块的工作台1的高度变化为p/360,再根据测量结果得到需要调节的高度h,则需旋拧的角度α=360
×
h/p。
44.需要说明的是,本方案中的每个所述调姿垫块的个体承重相同中提到的“承重相同”,并不是指的绝对相同,一方面是指,我们选用的调姿垫块的规格相同,材料等也相同,使其个体承重尽量相同,这样可尽量减小调姿偏差。
45.实施例4本实施例以某型飞机大组件(下称“该组件”)为例,如图6所述,对本方案进一步说明,根据该组件的公差分配确定了使用的调姿垫块的工作台1平面度为0.02mm,大小为150mm*150mm;调节螺栓3选用m30螺栓,螺距为1.5mm,因此垫块高度调节精度为1.5mm/360/
°
,为了方便旋拧,所述调节螺栓3中部沿调节螺栓3的圆周方向设有环形凸台11,并在环形凸台11上均匀制6个φ12的调节孔12,供调节手柄4配合使用。所述调姿垫块的导向柱5与工作台1之间的尺寸配合为φ22h9/f9,与基座2的配合为φ25h7/r6。
46.具体技术方案如下:a:由于该组件的工装14共有26个地脚,为了使其有可靠、平稳的固定,使用26个相同的调姿垫块置于每个地脚下方,此时每个所述调姿垫块的个体承重基本相同。为了保证该组件平面度,由26个调姿垫块组成的垫块组的工作台1需要配合机床工作台15对该组件进行削加工,保证垫块组初始位置高度为79
±
0.05;b.将该组件与配套工装14放置于a步骤中的垫块组上;c.用专用的测量工具测量该组件上的基准孔,根据测量结果调整各支撑点的调姿垫块的高度,保证组件实际姿态与理论姿态偏差在0.1mm以内;
①
首先测量零件13上的基准孔;
②
评估测量结果,计算每个支撑点处调姿垫块需调节的高度;
③
利用调节手柄4旋拧调节螺栓3,使调姿垫块的工作台1到达步骤
②
的预期高度,保证该组件的实际姿态与理论姿态偏差在0.1mm以内;
④
完成姿态调节后复查零件13的基准孔,评估调姿准确性;d.使用压板将所有工装14地脚与调姿垫块整体固定在机床工作台15上,完成调姿过程,可进一步加工。
47.整个装夹调姿过程耗时0.5h,较于之前的加垫调姿方式,节约大约7.5h时间。整个调姿方式能保证零件13的平面度达到0.1mm要求,精度达到
±
0.1mm要求,符合设计要求。
48.本实施例提供的方法可有效解决了该类组件的调姿问题,大幅度缩短了加工周期,降低了工作劳动强度,提高了安全性及可靠性,有着极高的推广价值。
49.以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1