铣削工具的制作方法
1.本发明涉及一种铣削工具。
背景技术:
2.可更换式切削刀片被固定在工具主体的刀片安装座。例如,如专利文献1,在将刀片安装座配置成180度对称的情况下,工具直径越小,夹于一对刀片安装座之间的旋转轴附近的壁厚(以下称为芯厚)越小。刀片安装座,例如具有分别与切削刀片的底面及周侧面相抵接的落座面及内壁面。落座面与内壁面相交的角部受到切削阻力时,应力容易集中。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2016/060195号公报
6.技术课题
7.工具主体的耐用期限取决于最先破裂的部位。刀片安装座的角部由于应力容易集中,且邻接于壁厚最小的旋转轴附近,因此,相比工具主体的其他部位更容易变形。另外,在工具主体上,除了角部以外,还有一些容易变形的部位。因此,本发明的目的在于提供一种能够延长工具主体的寿命的铣削工具。
技术实现要素:
8.第一方面,本发明提供一种铣削工具,包括可更换式切削刀片以及工具主体,工具主体的前端侧设有用于固定切削刀片的至少一个刀片安装座。从前端测观察固定在工具主体上的切削刀片时,工具主体具有覆盖切削刀片的至少一部分的增强壁。
9.根据该方面,由于增强壁的存在,工具主体前端处的径向壁厚相应地增加。即使工具直径较小,工具主体也不易变形。从而能够延长工具主体的寿命。
10.在上述方面中,切削刀片也可以具有前刀面、与前刀面相对的底面、连接前刀面与底面的周侧面、贯穿前刀面及底面的通孔、形成于前刀面与周侧面相交的棱线上的第一主切削刃。底面也可以包括:第一底面,从通孔的中心轴观察时,其随着靠向第一主切削刃所在的一侧而接近前刀面;以及第二底面,从中心轴观察时,其随着靠向与第一主切削刃相反的一侧而接近前刀面。在切削刀片固定于工具主体的状态下,将第一底面延长所得的假想面与将第二底面延长所得的假想面相交形成的假想交线也可以与增强壁相交。
11.在能够精密加工模具等的小径铣削工具中,有时切削刀片的底面形成为v字形的楔状。在这种铣削工具中,除上述角部以外,在被分割成两部分的落座面的边界部,应力也容易集中。根据该方面,即使仿照v字形的切削刀片将落座面分割成两部分,将落座面分割成两部分的假想交线的延长线上的部位也通过增强壁得到加强。因此,工具主体的假想交线的延长线上的部位不易变形。
12.在上述方面中,至少一个刀片安装座也可以是绕工具主体的旋转轴间隔设置的一对刀片安装座。一对刀片安装座中的每一个也可以具有与第一底面抵接的第一落座面。将
与切削刀片的中心轴正交的面设为刀片基准面。另外,将包括如下投影线的法线及旋转轴的面设为刀身基准面,该投影线是将固定于一对刀片安装座中的任一个的切削刀片的中心轴投影至与工具主体的旋转轴正交的投影面所得。此时,刀身基准面与第一落座面所成的角度也可以小于等于刀片基准面与第一底面所成的角度。
13.如果刀身基准面与第一落座面所成的角度大于刀片基准面与第一底面所成的角度,则芯厚从工具主体的前端侧朝向基端侧逐渐减小。根据该方面,芯厚基本固定不变,或者芯厚随着从工具主体的前端侧朝向基端侧逐渐增大。由于靠前端的芯厚最小,且不会再小,因此工具主体不易变形。
14.根据本发明,可提供一种能够延长工具主体的寿命的铣削工具。
附图说明
15.图1是示出本发明的一实施方式的铣削工具的一个例子的立体图。
16.图2是示出图1所示的切削刀片的一个例子的立体图。
17.图3是示出图2所示的切削刀片的底面的仰视图。
18.图4是示出图2所示的切削刀片的长度方向的周侧面的侧视图。
19.图5是示出图2所示的切削刀片的宽度方向的周侧面的侧视图。
20.图6是示出图1所示的刀片安装座的一个例子的立体图。
21.图7是斜向观察固定在工具主体上的切削刀片的立体图。
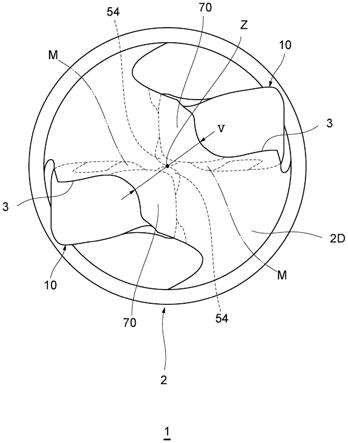
22.图8是从前端侧观察固定在工具主体上的切削刀片的前视图。
23.图9是刀身基准面与第一落座面所成的角度和刀片基准面与第一底面所成的角度相同时的侧视图。
24.图10是示出图9所示的一对切削刀片的位置关系的前视图。
25.图11是从前端侧观察的为了与图8比较而示出的现有的铣削工具的前视图。
26.图12是为了与图9比较而示出的刀身基准面与第一落座面所成的角度大于刀片基准面与第一底面所成的角度时的侧视图。
27.图13是示出图12所示的一对切削刀片的位置关系的前视图。
28.主要元件符号说明
29.铣削工具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1、1’30.工具主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、2’31.前端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2d、2d’32.基端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2p
33.刀片安装座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、3’34.紧固螺丝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ935.切削刀片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10、10’36.第一主切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
37.第二主切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11’38.前端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11f、11f’39.末端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11r、11r’40.第一拐角切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
41.第二拐角切削刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12’42.第一修光刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
43.第二修光刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13’44.第一内刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
45.第二内刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14’46.第一连接部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
47.第二连接部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15’48.通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19
49.前刀面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
50.底面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
51.第一底面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
52.第二底面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
53.中间连接面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
54.周侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
55.第一侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41、41’56.第二侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42、42’57.第三侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43、43’58.第四侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44、44’59.第无侧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45、45’60.落座面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
61.第一落座面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
62.第二落座面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
63.边界部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
64.第一角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
65.第二角部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
66.第一内壁面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
67.第二内壁面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
68.增强壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
69.径向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
dr
70.轴方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
dz
71.周向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
dθ
72.第一假想面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀk73.第二假想面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l
74.假想交线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀm75.中心轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀo76.刀片基准面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
p
77.刀身基准面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀq78.第一棱线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
r1
79.第二棱线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
r2
80.第三棱线
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
r3
81.径向的壁厚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀv82.芯厚
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
w、w’83.距离
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
w1、w2
84.旋转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
z、z’85.角度
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
α、β、γ、γ’具体实施方式
86.参考附图对本发明的优选实施方式进行说明。另外,在各图中,标有相同符号的构件具有相同或者类似的构成。以下,参考附图对各构成进行详细说明。图1是示出本发明的一实施方式的切削刀片1的一个例子的立体图。铣削工具1,例如是立铣刀,包括可更换式切削刀片10及用于固定该切削刀片10的工具主体2。在图示的例子中,从纸面的前侧观察时,铣削工具1构成为当它沿逆时针方向旋转时对被切削件进行切削。
87.工具主体2例如形成为圆柱状,在其前端2d设有刀片安装座3。与前端2d相反的一侧的基端2p连接至机床的主轴。刀片安装座3绕工具主体2的旋转轴z(在工具主体2的周向dθ上)间隔设置有多个。在图示的例子中,一对刀片安装座3设置成关于工具主体2的旋转轴z呈180度对称。刀片安装座3的配置并不限于图示的例子,也可以在并非使其中一个刀片安装座3绕中心轴旋转180度后的位置,即在非对称的位置,以非等间距设置另一个刀片安装座3。进而,刀片安装座3可以是一个,也可以是三个以上。
88.各切削刀片10固定于工具主体2的刀片安装座3。在图示的例子中,刀片安装座3构成为将紧固螺钉9插通至切削刀片10的通孔19的螺纹旋入式。刀片安装座3并不限于螺纹旋入式,也可以是楔入式等。
89.图2是示出图1所示的切削刀片10的一个例子的立体图。如图2所示,切削刀片10具有前刀面20、与该前刀面20相反的一侧的底面30、以及将前刀面20与底面30连接的周侧面40。上述通孔19贯穿前刀面20及底面30的中心。切削刀片10形成为以通孔19的中心轴o为轴呈180度对称。在以下说明中,有时将从底面30向前刀面20的朝向称为朝上,将从前刀面20向底面30的朝向称为朝下,将中心轴o的轴线方向称为上下方向。
90.前刀面20与周侧面40在第一棱线r1处相交。第一棱线r1的至少一部分形成为切削刃。在图示的例子中,第一棱线r1包括一对主切削刃(第一主切削刃及第二主切削刃)11、11’、一对拐角切削刃(第一拐角切削刃及第二拐角切削刃)12、12’、一对修光刃(第一修光刃及第二修光刃)13、13’、以及一对内刃(第一内刃及第二内刃)14、14’作为切削刃。其中一个切削刃(11、12、13、14)与另一个切削刃(11’、12’、13’、14’)之间通过连接部(第一连接部及第二连接部)15、15’连接。
91.前刀面20大致形成为平行四边形。一对主切削刃11、11’位于前刀面20的较长的对边。一对拐角切削刃12、12’位于前刀面20的锐角的拐角。一对修光刃13、13’及一对内刃14、14’位于前刀面20的较短的对边。连接部15、15’位于前刀面20的钝角的拐角。前刀面20的拐角,例如,是包括第一棱线r1的曲率取最大值的顶点及其附近的部位。
92.周侧面40包括一对第一侧面41、41’、一对第二侧面42、42’、一对第三侧面43、43’、一对第四侧面44、44’、以及一对第五侧面45、45’。在周侧面40,第一侧面41是面对第一主切
削刃11的部位,第一侧面41’(如图3所示)是面对第二主切削刃11’的部位。第二侧面42是面对第一拐角切削刃12的部位,第二侧面42’(如图3所示)是面对第二拐角切削刃12’的部位。第三侧面43是面对第一修光刃13的部位,第三侧面43’(如图3所示)是面对第二修光刃13’的部位。第四侧面44是面对第一内刃14的部位,第四侧面44’是面对第二内刃14’的部位。第五侧面45(如图5所示)是面对第一连接部15的部位,第五侧面45’是面向第二连接部15’的部位。
93.主切削刃11、11’沿前刀面20的长度方向平行地延伸。在图示的例子中,主切削刃11、11’从其前端11f、11f’到末端11r、11r’形成为直线状。主切削刃11、11’也可以稍微弯曲。在切削刀片10固定于工具主体2的状态(参考图1)下,主切削刃11、11’沿工具主体2的径向dr对被切削件进行切削。当使用第一主切削刃11时,从通孔19的中心轴o观察时,第一主切削刃11侧成为径向dr上的外周侧,从中心轴o观察时,第二主切削刃11’侧成为径向dr上的中心侧。第一主切削刃11的前端11f配置在工具主体2的轴向dz上的前端2d侧,末端11r配置在轴向dz上的基端2p侧(机床的主轴侧)。当使用第二主切削刃11’时,第一主切削刃11与第二主切削刃11’的位置关系相反。
94.也就是说,从通孔19的中心轴o观察的第一主切削刃11侧也可以称为铣削工具1的外周侧及中心侧中的任一侧。从中心轴o观察时的第二主切削刃11’侧也可以称为铣削工具1的外周侧及中心侧中的任一另一侧。第一主切削刃11的延伸方向的前端11f侧也可以称为工具主体2的前端2d侧及基端2p侧中的任一侧。第一主切削刃11的延伸方向的末端11r侧也可以称为工具主体2的前端2d侧及基端2p侧中的任一另一侧。
95.拐角切削刃12、12’连接于主切削刃11、11’的前端11f、11f’。修光刃13、13’从与主切削刃11、11’相反的一侧连接于拐角切削刃12、12’,且沿工具主体2的轴向dz、即与主切削刃11、11’的延伸方向大致正交的方向延伸。修光刃13、13’对经主切削刃11、11’及拐角切削刃12、12’切削后的被切削件的表面进行修光,将完工面修饰得更平滑。
96.内刃14、14’从与拐角切削刃12、12’相反的一侧连接于修光刃13、13’,且沿工具主体2的轴向dz、即与主切削刃11、11’的延伸方向斜交的方向延伸。当在工具主体2的径向dr与轴向dz复合而成的倾斜方向上进行切削、即进行斜面加工时,内刃14、14’对在铣削工具1的进给方向上先行的主切削刃11、11’或拐角切削刃12、12’未切削完的被切削件进行切削。
97.连接部15、15’形成在未用于切削的钝角的拐角处,且将内刃14、14’与主切削刃11、11’的末端11r、11r’连接。在本发明中,修光刃13、13’、内刃14、14’及连接部15、15’并不是必须的构成,也可以适当省略。
98.图3是示出图2所示的切削刀片10的底面30的仰视图。底面30形成为v字形的楔状(参考图5),如图3所示,被分割成两个以上的面。在图示的例子中,底面30包括第一底面31、位于与第一底面31相反的一侧的第二底面32、以及将第一底面31与第二底面32之间连接的中间连接面33。各个面31、32、33也可以稍微弯曲。中间连接面33并不是必须的构成,也可以适当省略。第一底面31及第二底面32形成为底面30的大致一半的大小。
99.从通孔19的中心轴o观察时,第一底面31以随着靠向第一主切削刃11侧而接近前刀面20的方式倾斜。从中心轴o观察时,第二底面32以随着靠向第二主切削刃11’而接近前刀面20的方式倾斜。
100.将第一底面31延长所得的第一假想面k与将第二底面32延长所得的第二假想面l
相交形成假想交线m,该假想交线m与主切削刃11、11’斜交,而非平行。假想交线m的延伸方向的一个例子是带状中间连接面33的延伸方向。在图示的例子中,主切削刃11、11’与假想交线m所成的角度是16.5度。假想交线m与第一主切削刃11的距离(w1》w2)随着沿第一主切削刃11的延伸方向从前端11f侧靠向末端11r侧而减小。也就是说,在第一拐角切削刃12的正下方,第一底面31形成为宽幅。
101.图4是示出图2所示的切削刀片10的长度方向的周侧面(第一侧面41)的侧视图。如图4所示,面向第一主切削刃11的第一侧面41形成为如下所述,沿着第一主切削刃11的延伸方向,前刀面20与第一底面31的距离、即切削刀片10的厚度从前端11f侧朝向末端11r侧逐渐增大。
102.将包括上下方向上距前刀面20最远的底面30的一端(下端)且与通孔19的中心轴o正交的假想面设为刀片基准面p。第一底面31与第一侧面41相交形成的第二棱线r2形成为随着沿第一主切削刃11的延伸方向从前端11f侧靠向末端11r侧而接近刀片基准面p。
103.沿着第一主切削刃11的延伸方向,第一主切削刃11从前端11f侧朝向末端11r侧而接近刀片基准面p,且远离第二棱线r2。当将刀片基准面p与第一主切削刃11所成的角度设为α,将刀片基准面p与第二棱线r2所成的角度设为β时,角度α略小于角度β。在图示的例子中,角度α为2度,角度β为3度。
104.在图示的例子中,面对第一主切削刃11的第一侧面41在包括从前刀面20朝向底面30的朝下及其反向的朝上的上下方向上被分割成三个面,包括上部面(后刀面)411、中部面(约束面)412以及下部面413。同样地,面对第一拐角切削刃12的第二侧面42在上下方向上被分割成三个面,包括上部面(后刀面)421、中部面422以及下部面423。也可以省略下部面413、423,将第一侧面41及第二侧面42分割成两个面。下部面413、423随着靠向底面30而向通孔19的中心轴o侧倾斜。
105.上部面411是连接于第一主切削刃11的后刀面,随着靠向该第一主切削刃11而向通孔19的中心轴o侧倾斜。同样地,上部面412是连接于第一拐角切削刃12的后刀面,随着靠向该第一拐角切削刃12而向通孔19的中心轴o侧倾斜。在使用第二主切削刃11’时,中部面412构成为从径向dr被约束在工具主体2的刀片安装座3上的约束面。中部面412形成为与通孔19的中心轴o平行。
106.图5是示出图2所示的切削刀片10的宽度方向的周侧面(第二至第五侧面42~45)的侧视图。如图5所示,在上下方向,第一拐角切削刃12形成在距底面30的刀片基准面p的高度最高的位置。第一修光刃13及第一内刃14形成为从第一拐角切削刃12缓慢地下降。第一连接部15形成为向第二主切削刃11’的末端11r’上升。
107.图5所示的切削刀片10是与从工具主体2的前端2d侧观察固定在工具主体2上的切削刀片10(参考图1)时相同的配置。在图示的例子中,在切削刀片10的周侧面40,假想交线m位于第五侧面45的正下方。下文所述的增强壁70形成为覆盖第五侧面45的大部分,且与假想交线m相交。
108.图6是示出图1所示的刀片安装座3的一个例子的立体图。刀片安装座3具有与切削刀片10的底面30抵接的落座面50、以及与切削刀片10的周侧面40抵接的内壁面(第一内壁面及第二内壁面)61、62,且从工具主体2的周向dθ、径向dr及轴方向dz这三个方向对切削刀片10进行约束。
109.落座面50包括与切削刀片10的第一底面31及第二底面32中的任一面抵接的第一落座面51、以及与第一底面31及第二底面32中的任一另一面抵接的第二落座面52。在第一落座面51与第二落座面52的边界部53,形成有沿上述假想交线m避开切削刀片10的中间连接面33的凹部(缩减加工)。在边界部53,应力容易集中。
110.第一内壁面61与上述切削刀片10的第一侧面41、41’中的任一面抵接。第二内壁面62与上述切削刀片10的第二至第五侧面42~45、42’~45’中的任一面抵接。在落座面50与第一内壁面61相交的第一角部(内角)54,形成有避开第一侧面41’第二底面32相交形成的第三棱线r3(如图5所示)的凹部。同样地,在落座面50与第二内壁面62相交的第二角部55,也形成有凹部。在角部54、55,应力容易集中。
111.图7是斜向观察固定在工具主体2上的切削刀片10的立体图。如图7所示,本实施方式的铣削工具1在工具主体2的前端2d具有从中心侧向外周侧扩展的增强壁70。在从前端2d侧观察固定于工具主体2的状态下的切削刀片10时,增强壁70覆盖切削刀片10的至少一部分。
112.增强壁70优选覆盖第一角部54,且与假想交线m相交。在图示的例子中,增强壁70覆盖第五侧面45的大部分及第四侧面44的一部分。在增强壁70最小的形态中,面对前刀面20的较短的对边的周侧面40(第二至第五侧面42~45)中位于最靠工具主体2的中心侧的第一角部54被增强壁70覆盖。随着增强壁70增大,位于比第一角部54更靠工具主体2的外周侧的第五侧面45、第四侧面44、第三侧面43、第二侧面42依次被增强壁70覆盖。
113.图8是从前端2d侧观察固定在工具主体2上的切削刀片10的前视图,图11是从前端侧观察为了与图8比较而示出的现有的铣削工具的前视图。在图11所示的现有的铣削工具1’中,刀具直径越小,在工具主体2’的前端2d’,夹于一对刀片安装座3’其间的旋转轴z’附近的芯厚w’越小。对此,在图8所示的本实施方式的工具主体1中,由于存在增强壁70,壁厚相应地增加,从而在工具主体2的前端2d能够确保径向dr的壁厚v较大。
114.将包括如下投影线的法线及工具主体2的旋转轴z这两条直线的面设为刀身基准面q,该投影线是将固定于一对刀片安装座3中的任一个的切削刀片10的中心轴o投影至与工具主体2的旋转轴z正交的投影面所得。图9是如上所述的刀身基准面q与第一落座面51所成的角度γ和刀片基准面p与第一底面31所成的角度相同时的侧视图。
115.在图示的例子中,刀片基准面p与第一底面31所成的角度和上述刀片基准面p与第二棱线r2所成的角度β相同,角度β为3度,角度γ为3度。刀片基准面p配置成与工具主体2的旋转轴z平行。此时,上述刀片基准面p与第一主切削刃11所成的角度α直接成为铣削工具1的轴向前角。在图示的例子中,角度α为2度。
116.在本实施方式中,由于第一主切削刃11相对于刀片基准面p具有正角度α,因此,无需使刀片基准面p相对于工具主体2的旋转轴z倾斜而形成轴向前角。一般来说,在刀片基准面p与第一底面31平行的切削刀片中,若对第一主切削刃11赋予正角度α,则随着从第一主切削刃11的前端11f侧靠向末端11r侧,从第一底面31到前刀面20的厚度减小。
117.在本实施方式中,由于刀片基准面p与第一底面31所成的角度β大于角度α,因此,即使角度α为正,随着从第一主切削刃11的前端11f侧靠向末端11r侧,切削刀片10的厚度也增大。从而在第一主切削刃11的末端11r侧能够确保切削刀片10的刚性。
118.图10是示出图9所示的一对切削刀片10的位置关系的前视图。如图10所示,在角度
γ、β相等的情况下,固定于其中一个刀片安装座3的切削刀片10的第二底面32与固定于另一个刀片安装座3的切削刀片10的第二底面32平行。
119.图12是为了与图9比较而示出的刀身基准面q与第一落座面51所成的角度γ’大于刀片基准面q与第一底面31所成的角度β时的侧视图。在图示的例子中,角度β为3度,角度γ’为10度。图13是示出图12所示的切削刀片10的位置关系的前视图。
120.在角度γ’、β不相同的情况下,一个切削刀片10及另一个切削刀片10的第二底面31不平行。在如图12所示角度γ’大于角度β的情况下,如图13所示,随着沿工具主体2的轴方向dz靠向基端2p侧,一个切削刀片10与另一个切削刀片10的距离减小。结果,工具主体2的芯厚w减小,或者切削刀片10彼此干扰。
121.此外,在本实施方式的铣削工具1中,在可适当设定轴向前角的范围内,也可以使刀身基准面q与第一落座面51所成的角度小于刀片基准面q与第一底面31所成的角度β。此时,代替轴向前角减小,夹于一对切削刀片10其间的旋转轴z附近的芯厚w随着从工具主体2的前端2d侧靠向基端2p侧而增大。
122.根据本实施方式的铣削工具1,工具主体2的芯厚w大致固定不变,或者随着从工具主体2的前端2d侧靠向基端2p侧,芯厚w增大。由于前端2d侧的芯厚最小,且不会再小,因此工具主体2不易变形。从而能够延长工具主体2的寿命。
123.以上所述的实施方式是为了易于理解本发明,并非用以限定解释本发明。实施方式所包括的各要素及其配置、材料、条件、形状及尺寸等并不限定于例示的情况,可适当变更。此外,可部分替代或组合不同的实施方式所示的构成彼此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1