一种提升引线键合密度的楔形劈刀结构的制作方法
1.本发明涉及微电子封装技术领域,更具体地讲,涉及一种提升引线键合密度的楔形劈刀结构。
背景技术:
2.在微电子封装领域,未封装的集成电路芯片与芯片以及芯片与外围电路之间,通常采用引线键合实现电气互联,楔形焊工艺具有焊接密度高、焊点尺寸小、可以实现低弧度互联、可以实现深腔焊接、寄生效应较小等特点,是常用的引线键合方法之一。楔形劈刀是楔形键合过程的重要工具,直接决定了键合引线的密度及键合产品的质量。
3.在芯片引线互联过程中,为提升性能,通常采用多根引线互联。随着芯片加工技术的进步,器件的焊盘越来越小,需键合引线的密度不断提高,为适应芯片焊盘高密度和小型化的发展,目前通常采用缩小劈刀键合面宽度,选用更细的引线线径来实现多引线键合,但是引线细化及键合工艺的发展,远跟不上芯片的发展,同时线经的缩小,将带来可靠性降低的风险。在不改变引线线径的前提下,常规的楔形焊劈刀限于引线过孔的结构干涉,键合完第一根引线,进行第二根引线键合时,若线间距小于二分之一劈刀刀头宽度,该结构会干涉第一根引线,导致第一根引线塌陷变形,从而严重制约了键合密度的进一步提升。
4.中国专利cn107052557a公开了一种具有涂层的焊接陶瓷劈刀,通过在陶瓷劈刀内表面增加涂层来防止陶瓷劈刀内表面与键合引线粘连;
5.中国专利cn107275243a公开了一种焊接劈刀及其制备方法,通过在劈刀中间部分开设圆柱槽与锥形槽的通路来提高超声波传递效率,且在刀嘴部位设计凹槽以避免材料残留;
6.中国专利cn107710394a公开了一种焊接劈刀,通过对劈刀端头的精密设计实现提高键合强度、提高细丝截断性、抑制磨损的目的;
7.中国专利cn108389806a公开了一种提高引线键合强度的陶瓷劈刀,通过劈刀表面结构的设计,提升了键合效果和键合稳定性;
8.中国专利cn109332901a公开了一种陶瓷劈刀及其制作方法和应用,通过激光轰击处理提升劈刀寿命及焊接效果。
9.上述发明所涉及的劈刀结构及性能改进,在劈刀寿命、焊接效果上较现有技术有所提升,但均未涉及楔形焊劈刀键合密度的提升。
10.在现有技术中,如图3所示,键合引线20、引线过孔a30、引线过孔结构a40。键合过程,键合引线20通过引线过孔30穿入劈刀,劈刀带动键合引线20实现键合,当键合密度达到一定程度时,这里描述的一定程度是指引线间距小于1/2过孔结构的宽度,引线过孔结构a40将挤压已键合的引线,造成已键合引线变形。
技术实现要素:
11.本发明所要解决的技术问题是,提供一种提升引线键合密度的楔形劈刀结构,通
过改变过孔结构,实现线间距小于二分之一劈刀刀头宽度的高密度引线键合,键合密度提升显著。
12.本发明解决技术问题所采用的解决方案是:
13.一种提升引线键合密度的楔形劈刀结构,包括刀柄、与刀柄一端连接的刀头;所述刀头设置有过孔结构,所述过孔结构包括设置在刀头上的引线过孔、以及设置在过孔结构底面上的v型结构。
14.在一些可能的实施方式中,所述引线过孔的轴线与v型结构的中心的同一个面上。
15.在一些可能的实施方式中,所述v型结构包括与刀头连接的连接面、两个与连接面连接其形成顶角的斜面;所述夹角位于连接面远离引线过孔的一侧,所述夹角的角度为a,其中,180
°
>a>30
°
。
16.在一些可能的实施方式中,所述引线过孔的直径为引线直径的1.5
‑
2倍。
17.在一些可能的实施方式中,所述引线过孔的直径为引线直径的1.5倍,所述夹角a的角度为36.5
°
。
18.在一些可能的实施方式中,所述引线过孔靠近v型结构一侧的顶点与v型结构夹角a的顶点之间的距离为引线直径的1.5倍。
19.在一些可能的实施方式中,所述刀头为楔形结构。
20.与现有技术相比,本发明的有益效果:
21.本发明通过设置v型结构,使得在引线键合过程中,同一键合间距的条件下,使得过孔结构与已键合相邻引线间的水平间隙将得到有效的提升,从而提升引线键合的密度;
22.本发明将减小劈刀对相邻引线的干涉,避免键合过程劈刀引线过孔结构造成引线变形坍塌。
23.本发明结构简单、实用性强。
附图说明
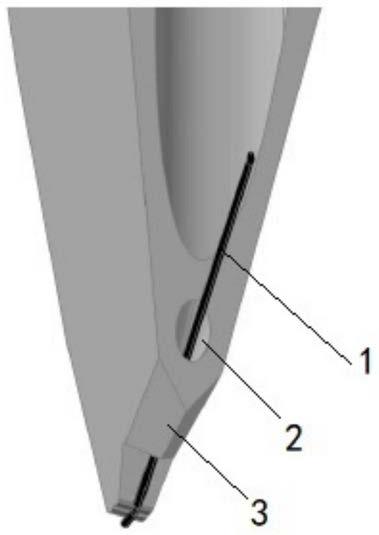
24.图1为本发明的结构示意图;
25.图2为本发明中引线过孔与v型结构的平面结构示意图;
26.图3为现有技术中的楔形劈刀结构;
27.其中:1、引线;2、引线过孔;3、v型结构;20、键合引线;30、引线过孔a;40、引线过孔结构a。
具体实施方式
28.在本发明的描述中,需要理解的是,指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。
30.在本技术实施例的描述中,除非另有说明,“多个”的含义是指两个或两个以上。例
如,多个定位柱是指两个或两个以上的定位柱。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
31.下面对本发明进行详细说明。
32.如图1
‑
图2所示:
33.一种提升引线键合密度的楔形劈刀结构,包括刀柄、与刀柄一端连接的刀头;所述刀头设置有过孔结构,所述过孔结构包括设置在刀头上的引线过孔2、以及设置在过孔结构底面上的v型结构3。
34.优选的,v型结构3与刀头一体成型。
35.在一些可能的实施方式中,所述引线过孔2的轴线与v型结构3的中心的同一个面上。
36.在一些可能的实施方式中,所述v型结构3包括与刀头连接的连接面、两个与连接面连接其形成顶角的斜面;所述夹角位于连接面远离引线过孔2的一侧,所述夹角的角度为a,其中,180
°
>a>30
°
。
37.在一些可能的实施方式中,所述引线过孔2的直径为引线1直径的1.5
‑
2倍。
38.在一些可能的实施方式中,所述引线过孔2的直径为引线1直径的1.5倍,所述夹角a的角度为36.5
°
。
39.在一些可能的实施方式中,所述引线过孔2靠近v型结构3一侧的顶点与v型结构3夹角a的顶点之间的距离为d,引线1直径为d,d=1.5d。
40.优选的,如图2所示,所述引线过孔2靠近v型结构3一侧的顶点与v型结构3夹角a的顶点之间的距离为引线1直径的1.5倍;在所述引线过孔2的直径为引线1直径的1.5倍,所述夹角a的角度为36.5
°
;此时键合密度最大。
41.在一些可能的实施方式中,所述刀头为楔形结构。
42.在一些可能的实施方式中,引线过孔2的截面呈圆形。
43.通过上述改进,使得在不更换引线1线径的前提下,通过改变劈刀过孔结构,可实现线间距小于二分之一劈刀刀头宽度的高密度引线1键合,键合密度提升显著。
44.设置v型结构3,使得在多引线1键合过程中,键合完成前一根引线1时,在相邻位置焊盘上进行下一根引线1键合时,劈刀引线过孔2位置的v型结构3可有效减小劈刀与第一根引线1的接触干涉,提升引线1键合的密度。
45.v型结构3能够实现多引线1键合过程中,减小劈刀对相邻引线1的干涉,避免键合过程劈刀引线过孔2结构造成引线1变形坍塌。该发明可提升楔形键合引线1的密度。
46.实施例1:
47.将本发明应用于单焊盘双引线1键合,键合完成第一根引线1后,在第二根引线1键合过程中,所设置的v型结构3可有效的减小过孔位置对第一根键合引线1的挤压,从而提升引线1键合密度。相比现有技术中的楔形劈刀结构,本发明使得单焊盘双丝焊接的焊盘最小宽度由100μm提升至70μm。
48.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1