回转体快速整平的变角速度脉动态电解加工方法和系统
1.本发明涉及电解加工技术领域,特别是涉及一种回转体快速整平的变角速度脉动态电解加工方法和系统。
背景技术:
2.电解加工是通过电化学阳极溶解进行材料去除的加工技术。与传统的机械加工方式相比,电解加工为非接触式加工,在加工过程中无机械切削力、无刀具损耗、无加工残余应力,具有加工范围广、加工效率高、加工表面质量好等优点。因此电解加工适用于薄壁零件、空间复杂曲面以及难切削的高温合金材料的加工。
3.机匣是一种大型薄壁回转体结构,其表面存在复杂轮廓的凹凸结构,起着支撑转子,固定静子和保护核心内部结构的作用。为满足高温、高压的工作要求,材料多采用高温合金、钛合金等难加工材料。目前机匣零件在实际生产中以传统数控铣削为主,但由于材料难加工、壁厚较薄,导致其加工周期长,刀具损耗大,加工成本高;同时在铣削过程中由于材料本身较差的机械加工性能以及加工过程中产生的残余应力,造成机匣加工过程中变形严重,壁厚均匀性较差,后续需要复杂的热处理工艺来减小零件变形。为解决薄壁机匣零件的加工难题,南京航空航天大学提出了一种新型的航空发动机薄壁机匣电解加工方法(申请号201410547093.x申请人南京航空航天大学,发明人朱荻朱增伟王宏睿王登勇),该方法(也被称为旋印电解加工方法)只使用单一回转体工具电极即可实现复杂型面的一次性加工成型。该方法克服了传统电解加工工具电极数量多、加工程序复杂、加工工件易变形等问题,实现了高效、高质量、低成本电解加工薄壁回转体零件。
4.传统拷贝式电解加工采用仿形块状工具电极,工具电极与最终的零件形状相啮合,随着工具电极的不断进给,材料蚀除速率与电极进给速率逐渐相等,加工间隙达到平衡状态。而旋印电解加工中随着阳极工件的旋转,工件某一点材料始终处于周期性旋转脉动态溶解状态,并且由于阳极工件初始圆度误差的存在,使得在加工区阳极工件表面每一点材料的最小加工间隙不一致,加工间隙小的阳极工件表面材料溶解速度快,反之阳极工件表面材料溶解速度慢。随着旋转脉动态电解加工的持续进行,阳极工件表面外圆轮廓被逐渐修正、整平。为了提高旋转脉动态电解加工过程的稳定性和高效性,需要缩短阳极工件表面外圆轮廓整平时间,使旋转脉动态电解加工快速进入稳定加工状态。
技术实现要素:
5.为解决现有技术中存在的上述问题,本发明提供了一种回转体快速整平的变角速度脉动态电解加工方法和系统。
6.为实现上述目的,本发明提供了如下方案:
7.一种回转体快速整平的变角速度脉动态电解加工方法,应用于阳极工件和阴极工具均为回转体的脉动态电解加工装置中;所述脉动态电解加工方法包括:
8.获取所述阳极工件的外圆圆度误差;所述外圆圆度误差为阳极工件的最大半径值
和阳极工件的最小半径值的差值;
9.获取阳极工件的材料蚀除速率;
10.将所述阳极工件外轮廓均分为n等份后,根据所述外圆圆度误差和所述材料蚀除速率确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值;所述阳极工件最高点对应阳极工件的最大半径值;所述阳极工件最低点对应阳极工件的最小半径值;
11.根据所述加速度比值得到阳极工件的角速度随时间的变化值;
12.根据所述阳极工件的角速度随时间的变化值实时确定阳极工件的旋转角速度,以完成电解加工;在脉动态电解加工过程中,阴极工具的旋转角速度与所述阳极工件的旋转角速度保持相等。
13.优选地,所述获取阳极工件的材料蚀除速率,之前还包括:
14.获取电解加工参数;所述电解加工参数包括:电解加工过程中给定的加工电压、加工过程中的加工间隙、阴极工具沿所述阴极工具与所述阳极工件的连心线方向进行进给运动的进给速度、以及所采用的电解液的电导率;
15.基于所述电解加工参数确定所述阳极工件的材料蚀除速率。
16.优选地,所述将所述阳极工件外轮廓均分为n等份后,根据所述外圆圆度误差和所述材料蚀除速率确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值,具体包括:
17.将所述阳极工件外轮廓均分为n等份后,根据所述外圆圆度误差和所述材料蚀除速率构建阳极工件最高点的角速度和阳极工件最低点的角速度间的关系式;
18.根据所述关系式确定所述阳极工件最高点的角速度和所述阳极工件最低点的角速度间的所述角速度比值。
19.优选地,所述关系式为:
[0020][0021]
式中,w
l
为阳极工件最低点的角速度,w
h
是阳极工件最高点的角速度,δ0为外圆圆度误差,v为材料蚀除速率。
[0022]
优选地,所述根据所述加速度比值得到阳极工件的角速度随时间的变化值,具体包括:
[0023]
根据所述加速度比值确定阳极工件旋转一圈过程中的角速度波动数值;
[0024]
根据所述角速度波动数值得到阳极工件的角速度随时间的变化值。
[0025]
根据本发明提供的具体实施例,本发明公开了以下技术效果:
[0026]
本发明提供的回转体快速整平的变角速度脉动态电解加工方法,通过基于阳极工件的外圆圆度误差和材料蚀除速率可以确定得到电解加工过程中角速度随时间的变化值,进而依据这一变化值实时对阳极工件和阴极工具的旋转角速度进行调整,以完成电解加工过程,进而能够在提高旋转脉动态电解加工过程的稳定性和高效性的同时,缩短阳极工件表面外圆轮廓整平时间,使旋转脉动态电解加工快速进入稳定加工状态。
[0027]
对应于上述提供的回转体快速整平的变角速度脉动态电解加工方法,本发明还提
供了以下具体实施硬件结构:
[0028]
一种回转体快速整平的变角速度脉动态电解加工系统,应用于阳极工件和阴极工具均为回转体的脉动态电解加工装置中;所述电解加工系统包括:
[0029]
外圆圆度误差获取模块,用于获取所述阳极工件的外圆圆度误差;所述外圆圆度误差为阳极工件的最大半径值和阳极工件的最小半径值的差值;
[0030]
材料蚀除速率获取模块,用于获取阳极工件的材料蚀除速率;
[0031]
角速度比值确定模块,用于将所述阳极工件外轮廓均分为n等分后,根据所述外圆圆度误差和所述材料蚀除速率确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值;所述阳极工件最高点对应阳极工件的最大半径值;所述阳极工件最低点对应阳极工件的最小半径值;
[0032]
角速度
‑
时间变化值确定模块,用于根据所述角速度比值得到阳极工件的角速度随时间的变化值;
[0033]
旋转角速度确定模块,用于根据所述阳极工件的角速度随时间的变化值实时确定阳极工件的旋转角速度,以完成电解加工;在脉动态电解加工过程中,阴极工具的旋转角速度与所述阳极工件的旋转角速度保持相等。
[0034]
优选地,还包括:
[0035]
电解加工参数获取模块,用于获取电解加工参数;所述电解加工参数包括:电解加工过程中给定的加工电压、加工过程中的加工间隙、阴极工具沿所述阴极工具与所述阳极工件的连心线方向进行进给运动的进给速度、以及所采用的电解液的电导率;
[0036]
材料蚀除速率确定模块,用于基于所述电解加工参数确定所述阳极工件的材料蚀除速率。
[0037]
优选地,所述角速度比值确定模块具体包括:
[0038]
关系式确定单元,用于将所述阳极工件外轮廓均分为n等分后,根据所述外圆圆度误差和所述材料蚀除速率构建阳极工件最高点的角速度和阳极工件最低点的角速度间的关系式;
[0039]
角速度比值确定单元,用于根据所述关系式确定所述阳极工件最高点的角速度和所述阳极工件最低点的角速度间的所述角速度比值;
[0040]
优选地,所述角速度
‑
时间变化值确定模块具体包括:
[0041]
角速度波动数值确定单元,用于根据所述加速度比值确定阳极工件旋转一圈过程中的角速度波动数值;
[0042]
角速度
‑
时间变化值确定单元,用于根据所述角速度波动数值得到阳极工件的角速度随时间的变化值。
[0043]
因本发明提供的回转体快速整平的变角速度脉动态电解加工系统达到的技术效果与上述提供的回转体快速整平的变角速度脉动态电解加工方法达到的技术效果相同,故在此不再进行赘述。
附图说明
[0044]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施
例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0045]
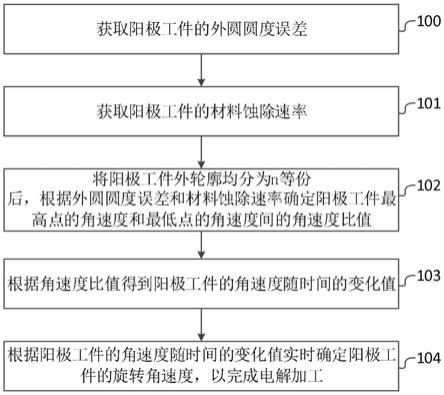
图1为本发明提供的回转体快速整平的变角速度脉动态电解加工方法的流程图;
[0046]
图2为本发明实施例提供旋转脉动态电解加工整平过程的初始状态示意图;
[0047]
图3为本发明实施例提供的基于阳极工件外圆轮廓计算得到的角速度示意图;
[0048]
图4为本发明实施例提供的旋转脉动态电解加工最低点旋转至加工区示意图;
[0049]
图5为本发明实施例提供的旋转脉动态电解加工整平过程结束示意图;
[0050]
图6为本发明提供的回转体快速整平的变角速度脉动态电解加工系统的结构示意图。
[0051]
符号说明:
[0052]
1阳极工件,2阴极工具,3电解加工夹具,4电源,5加工间隙,200外圆圆度误差获取模块,201材料蚀除速率获取模块,202速度比值确定模块,203角速度
‑
时间变化值确定模块,204旋转角速度确定模块。
具体实施方式
[0053]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0054]
本发明的目的是提供一种回转体快速整平的变角速度脉动态电解加工方法和系统,能够在提高旋转脉动态电解加工过程的稳定性和高效性的同时,缩短阳极工件表面外圆轮廓整平时间,使旋转脉动态电解加工快速进入稳定加工状态。
[0055]
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
[0056]
如图1所示,本发明提供的应用于阳极工件和阴极工具均为回转体的脉动态电解加工装置中的回转体快速整平的变角速度脉动态电解加工方法,包括:
[0057]
步骤100:获取阳极工件的外圆圆度误差。外圆圆度误差为阳极工件的最大半径值和阳极工件的最小半径值的差值。
[0058]
步骤101:获取阳极工件的材料蚀除速率。其中,材料蚀除速率的具体确定过程为:
[0059]
获取电解加工参数。电解加工参数包括:电解加工过程中给定的加工电压、加工过程中的加工间隙、阴极工具沿阴极工具与阳极工件的连心线方向进行进给运动的进给速度、以及所采用的电解液的电导率。
[0060]
基于电解加工参数确定阳极工件的材料蚀除速率。
[0061]
步骤102:将阳极工件外轮廓均分为n等分后,根据外圆圆度误差和材料蚀除速率确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值。阳极工件最高点对应阳极工件的最大半径值。阳极工件最低点对应阳极工件的最小半径值。具体的:
[0062]
将阳极工件外轮廓均分为n等分后,根据外圆圆度误差和材料蚀除速率构建阳极工件最高点的角速度和阳极工件最低点的角速度间的关系式。
[0063]
根据关系式确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速
度比值。
[0064]
其中,关系式为:
[0065][0066]
式中,w
l
为阳极工件最低点的角速度,w
h
是阳极工件最高点的角速度,δ0为外圆圆度误差,v为材料蚀除速率。
[0067]
步骤103:根据加速度比值得到阳极工件的角速度随时间的变化值。具体的:
[0068]
根据加速度比值确定阳极工件旋转一圈过程中的角速度波动数值。
[0069]
根据角速度波动数值得到阳极工件的角速度随时间的变化值。
[0070]
步骤104:根据阳极工件的角速度随时间的变化值实时确定阳极工件的旋转角速度,以完成电解加工。在脉动态电解加工过程中,阴极工具的旋转角速度与阳极工件的旋转角速度保持相等。
[0071]
其中,当阳极工件表面材料被逐渐去除,表面圆度被逐渐修整后,可将阳极工件的旋转角速度调整至一固定值。
[0072]
下面以对机匣零件进行加工为例说明本发明上述提供的回转体快速整平的变角速度脉动态电解加工方法的优异性。
[0073]
在对机匣零件进行加工的过程中采用的回转体的脉动态电解加工装置的结构如图2所示,其包括:阳极工件1、阴极工具2、电解加工夹具3、电源4和控制器(图中未示出)。其中,控制器中植入有本发明上述提供的回转体快速整平的变角速度脉动态电解加工方法。
[0074]
在旋转脉动态电解加工伊始,首先检测阳极工件1的外圆圆度误差(即机匣零件外轮廓的圆度误差),标定阳极工件1的外圆最高点和最低点;阳极工件1接电源4正极,阴极工具2接电源4负极。
[0075]
如图3所示,在旋转脉动态电解加工过程中,运用理论计算公式结合检测得到的阳极工件1的外圆轮廓误差得到阳极工件1与阴极工具2饶其旋转中心o和o1的旋转角速度w
t
,同时阴极工具2以一定的速度f沿阴极工具2与阳极工件1连心线方向进给,阳极工件1的材料随着阴极工具2电极的进给逐渐被去除。其中,理论计算公式的推导是人为的将阳极工件1的最高点和最低点假设成很短的线段(阳极工件1外圆轮廓均等分成n份,取其中一份最大值长度和最小值长度为最高点和最低点代表的线段长度)。这一理论计算公式的推导的过程,基于阳极工件旋转一圈即可消除其初始圆度误差,在满足要求的条件下可增大整平时间。
[0076]
这一过程的具体实施步骤为:
[0077]
第一步,在电解加工伊始,电解液从阳极工件1和阴极工具2的加工间隙5内的加工区高速流过,及时带走加工产物,确保电解液电导率为近似恒定值,同时电解液逐渐充满电解加工夹具3。
[0078]
第二步,在旋转脉动态电解加工过程中,阳极工件1和阴极工具2以相同的角速度w
t
绕各自中心o和o1旋转,同时阴极工具2以一定的速度f沿阴极工具2与阳极工件1的连心线方向进给,在电解作用下,阳极工件1表面的材料不断地被逐渐溶解去除。
[0079]
第三步,在给定旋转脉动态电解加工阳极工件1的表面材料条件下,在给定的加工
电压、加工间隙5、阴极进给速度f和电解液电导率条件下,通过有限元仿真软件得到阳极工件1的材料在旋转脉动态电解加工稳定状态时的材料蚀除速率v。
[0080]
第四步,结合机匣毛坯,即阳极工件1的初始圆度误差δ0,通过理论公式间接推导出阳极工件1的最高点和最低点的角速度的关系式,如上式(1)所示。从而基于这一关系式得到在旋转脉动态电解加工过程中阳极工件1旋转一圈过程中其表面不同点对应的角速度值。在阳极工件1旋转一个周期内,其角速度变化经历两个周期变化,即从最高点到最低点,接着由最低点到最高点,达到在旋转脉动态电解加工过程中快速整平的目的。
[0081]
第五步,采用控制器根据确定的角速度值控制阳极工件1和阴极工具2进行旋转,以完成机匣零件的电解加工。
[0082]
如图4所示,当阳极工件1由初始状态,即图2所示的其最高点在加工区旋转至其最低点在加工区时,阳极工件1与阴极工具2的旋转角速度也由最小值增大至其最大值。
[0083]
如图5所示,随着旋转脉动态电解加工的持续进行,阳极工件1表面材料被逐渐去除,表面圆度被逐渐修整,此时可将旋转角速度调整至一固定值,可保证旋转脉动态电解加工的稳定、高效进行,同时也提高了电解加工结束后阳极工件的尺寸精度和形状精度。
[0084]
综上,本发明提供的回转体快速整平的变角速度脉动态电解加工方法的有益效果在于:
[0085]
(1)本发明通过检测初始阳极工件外圆轮廓变化趋势,结合两点(最高点和最低点)间的圆度误差以及给定旋转脉动态电解加工条件下阳极工件表面材料的蚀除速度,得到了阳极工件在这两点旋转至加工区时刻的角速度比值,因此可以得到阳极工件由最高点在加工区旋转至最低点在加工区过程中的阳极工件与阴极工具的旋转角速度。
[0086]
(2)在本发明中,只需通过检测阳极工件的初始外圆轮廓误差,即可得到在旋转脉动态电解加工过程中阳极工件与阴极工具的旋转角速度变化趋势,进而可以使得旋转脉动态电解加工快速进入稳定加工过程,对于脉动态电解加工具有很好的经济性和实际使用价值。
[0087]
另外,对应于上述提供的回转体快速整平的变角速度脉动态电解加工方法,本发明还提供了一种可以应用于阳极工件和阴极工具均为回转体的脉动态电解加工装置中的回转体快速整平的变角速度脉动态电解加工系统,如图6所示,该系统包括:外圆圆度误差获取模块200、材料蚀除速率获取模块201、速度比值确定模块202、角速度
‑
时间变化值确定模块203和旋转角速度确定模块204。
[0088]
外圆圆度误差获取模块200用于获取阳极工件的外圆圆度误差。外圆圆度误差为阳极工件的最大半径值和阳极工件的最小半径值的差值。
[0089]
材料蚀除速率获取模块201用于获取阳极工件的材料蚀除速率。
[0090]
角速度比值确定模块202用于将阳极工件外轮廓均分为n等分后,根据外圆圆度误差和材料蚀除速率确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值。阳极工件最高点对应阳极工件的最大半径值。阳极工件最低点对应阳极工件的最小半径值。
[0091]
角速度
‑
时间变化值确定模块203用于根据加速度比值得到阳极工件的角速度随时间的变化值。
[0092]
旋转角速度确定模块204用于根据阳极工件的角速度随时间的变化值实时确定阳
极工件的旋转角速度,以完成电解加工。在脉动态电解加工过程中,阴极工具的旋转角速度与阳极工件的旋转角速度保持相等。
[0093]
其中为了能够精确获取材料蚀除速率,本发明上述提供的回转体快速整平的变角速度脉动态电解加工系统还包括:电解加工参数获取模块和材料蚀除速率确定模块。
[0094]
电解加工参数获取模块用于获取电解加工参数。电解加工参数包括:电解加工过程中给定的加工电压、加工过程中的加工间隙、阴极工具沿阴极工具与阳极工件的连心线方向进行进给运动的进给速度、以及所采用的电解液的电导率。
[0095]
材料蚀除速率确定模块用于基于电解加工参数确定阳极工件的材料蚀除速率。
[0096]
进一步,上述采用的角速度比值确定模块202具体包括:关系式确定单元和角速度比值确定单元。
[0097]
其中,关系式确定单元用于将阳极工件外轮廓均分为n等份后,根据外圆圆度误差和材料蚀除速率构建阳极工件最高点的角速度和阳极工件最低点的角速度间的关系式。
[0098]
角速度比值确定单元用于根据关系式确定阳极工件最高点的角速度和阳极工件最低点的角速度间的角速度比值。
[0099]
进一步,上述采用的角速度
‑
时间变化值确定模块203具体包括:角速度波动数值确定单元和角速度
‑
时间变化值确定单元。
[0100]
其中,角速度波动数值确定单元用于根据加速度比值确定阳极工件旋转一圈过程中的角速度波动数值。
[0101]
角速度
‑
时间变化值确定单元用于根据角速度波动数值得到阳极工件的角速度随时间的变化值。
[0102]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0103]
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1