手动焊机装置的制作方法
1.本发明涉及一种汽车焊接装置,是一种手动焊机装置。
背景技术:
2.目前在焊接领域,自动焊机是首选,但毕竟价格是手动焊机的三倍以上;一些焊机为了加快加工流程对现有同类产品进行了结构改进,通过脚踏开关实现焊接操作,如中国专利文献刊载的申请号201410113509.7,申请公布日2014.07.23,发明名称为“钢丝对接机”。同时,现有在汽车电子的领域中,手动焊机的优势在于操作简单,速度快,成本低的优势,得到了广泛的应用。但如果需要焊接的两端金属出现漏焊并且紧密接触时,测试系统是无法测试得出的,在上到整车上的时候,在某个时间就会造成早期失效,对于行驶车辆和驾驶员来说,是非常危险的。
技术实现要素:
3.为克服上述不足,本发明的目的是向本领域提供一种防漏焊、防多焊的手动焊机装置,使其解决现有同类产品中两端金属焊接操作较为不便,焊接过程中较难准确的检测漏焊和多焊,较难提高生产效率和生产质量的技术问题。其目的是通过如下技术方案实现的。
4.一种手动焊机装置,该装置的工作台设有焊机、焊接系统、plc控制器和控制柜,焊机和脚踏开关通过线路与控制柜连接,焊接系统的焊接架顶部设有气缸,气缸的活塞杆通过焊接架与焊接架内上方的活动块连接,活动块设有上焊枪,上焊枪相对的焊接架下方设有焊接台,焊接台设有下焊枪;所述气缸的进气孔分别通过气管与三通电磁阀的出气孔连接,三通电磁阀的进气孔通过气管与油水分离器的出气孔连接,油水分离器的进气孔与空压机连接,三通电磁阀、油水分离器设置于工作台后侧的支架杆;所述焊机的电极线与焊接台连接,焊机的另一电极线与控制箱内的上接触器连接,上接触器通过线路与第一出气孔处的上焊枪线连接。其结构设计要点是所述plc控制器设有计数器、报警系统和复位装置,工作台的脚踏开关操作一侧台面两端角对称设有感应光栅。该装置中plc控制器的计数器采样信号来自脚踏开关,焊接、计数器与plc控制器保持同步,感应光栅感应焊接操作时单循环计数的起始,即操作者在开始操作时,将会遮挡感应光栅,plc控制器认为操作开始,操作者的手臂以及部件离开感应光栅,plc控制器认为是操作结束,plc控制器计数完成;plc控制器的计数器、报警系统和复位装置实现自动检测,plc控制器对计数器和报警系统进行控制,实现了手动焊机漏焊、多焊的报警提示,提供了有效的可靠性保证,达到防漏焊和防多焊的功能,有效避免了漏焊、多焊的发生。
5.所述plc控制器的plc触摸式屏幕设有手动设置的焊接基准数,以及显示焊接过程的单循环计数和总计数,对应的清零按键、报警按键和plc按键;plc控制器对即时数据与设置的焊接基准数进行对比,有不同时,并且手臂以及部件离开感应光栅的区域,立即驱动报警系统;低于焊接基准数时,则出现了漏焊,plc控制器立即驱动报警;高于焊接基准数时,
则出现了多焊,plc控制器立即驱动报警;报警处理后,将手臂以及部件重新放入感应光栅的区域,由复位装置并开始视为进行下一个焊接循环。上述plc控制器的plc触摸式屏幕设有焊接基准数、单循环计数和总计数三组参数,其中,1、焊接基准数:焊接每个产品要求的焊接点数,操作前触摸屏幕进行一次性设置;2、单循环计数:焊接每一个产品的即时焊点数量;3、总计数:对总的焊点数量进行统计。从而开始操作时,操作者的手臂以及部件将遮挡感应光栅,此时单个焊接循环开始计数工作。
6.所述plc控制器的plc触摸式屏幕设置于柜门,柜门设有柜锁、复位按钮、报警按钮和合格指示灯,并通过线路与plc控制器内控制电路连接。从而便于通过复位按钮实现上述plc控制器的plc触摸式屏幕中清零按键操作,以及报警按键关闭操作,合格指示灯用于提示操作者产品是否合格。
7.所述光栅架为铝型材,铝型材呈四方柱形,铝型材的柱面分别设有轨道槽,感应光栅两端的塑料件分别通过螺钉固定于铝型材的轨道槽,铝型材的一端通过螺钉固定于工作台的端角。上述结构便于光栅架的安装和维修,以及对应光栅的角度和高度调节,降低了生产成本,方便了安装调节。
8.所述焊接系统设置于工作台的台面中间靠脚踏开关一侧,plc控制器设置于焊接系统的一侧,焊接系统的焊接台上方另一侧焊接架设有除气软管,除气软管与排风扇连接。
9.所述焊机和控制柜设置于脚踏开关上方工作台的台面底部。
10.本发明结构设计合理,制造成本低,使用较为方便、简单,准确度较高,提高了焊接的生产效率和生产质量;其适合作为汽车电子产品的焊接使用,及同类产品的结构改进。
附图说明
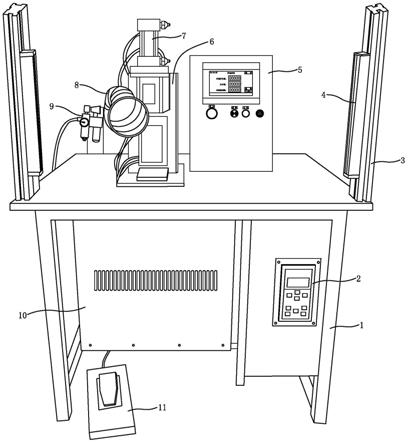
11.图1是本发明的结构示意图。
12.图2是图1的plc控制器的plc触摸式屏幕处部分放大结构示意图。
13.图中序号的名称为:1、工作台,2、控制柜,3、光栅架,4、感应光栅,5、plc控制器,6、焊接系统,7、气缸,8、除气软管,9、油水分离器,10、焊机,11、脚踏开关。
具体实施方式
14.现结合附图,对本发明作进一步描述。如图1和图2所示,该装置的工作台1设有焊机10、焊接系统6、plc控制器5和控制柜2,焊机和脚踏开关11通过线路与控制柜连接,焊接系统的焊接架顶部设有气缸7,气缸的活塞杆通过焊接架与焊接架内上方的活动块连接,活动块设有上焊枪,上焊枪相对的焊接架下方设有焊接台,焊接台设有下焊枪;所述气缸的进气孔分别通过气管与三通电磁阀的出气孔连接,三通电磁阀的进气孔通过气管与油水分离器9的出气孔连接,油水分离器的进气孔与空压机连接,三通电磁阀、油水分离器设置于工作台后侧的支架杆;所述焊机的电极线与焊接台连接,焊机的另一电极线与控制箱内的上接触器连接,上接触器通过线路与第一出气孔处的上焊枪线连接,plc控制器设有计数器、报警系统和复位装置,工作台的脚踏开关操作一侧台面两端角对称设有感应光栅4。
15.上述plc控制器的plc触摸式屏幕设有手动设置的焊接基准数,以及显示焊接过程的单循环计数和总计数,对应的清零按键、报警按键和plc按键;plc控制器对即时数据与设置的焊接基准数进行对比,有不同时,并且手臂以及部件离开感应光栅的区域,立即驱动报
警系统;低于焊接基准数时,则出现了漏焊,plc控制器立即驱动报警;高于焊接基准数时,则出现了多焊,plc控制器立即驱动报警;报警处理后,将手臂以及部件重新放入感应光栅的区域,由复位装置并开始视为进行下一个焊接循环。plc控制器的plc触摸式屏幕设置于柜门,柜门设有柜锁、复位按钮、报警按钮和合格指示灯,并通过线路与plc控制器内控制电路连接。感应光栅两端的塑料件分别通过螺钉固定于光栅架3的轨道槽,光栅架为铝型材,铝型材呈四方柱形,铝型材的柱面分别设有轨道槽,铝型材的一端通过螺钉固定于工作台的端角。
16.上述焊接系统设置于工作台的台面中间靠脚踏开关一侧,plc控制器设置于焊接系统的一侧,焊接系统的焊接台上方另一侧焊接架设有除气软管8,除气软管与排风扇连接。焊机和控制柜设置于脚踏开关上方工作台的台面底部。
17.操作者触发脚踏开关进行正常焊接操作,脚踏开关的信号被用来作为计数器的信号来源,踩踏一次脚踏开关,计数器加“1”;计数器的数据传输到plc控制器,并在plc触摸式屏幕的“单循环计数”一栏中显示;焊点数达到焊接基准数,并且操作者的操作手臂以及部件离开感应光栅区域后,plc控制器认为是正常停止时;“单循环计数”清零,进入下一个焊接循环,实现了自动检测。
18.如果一个焊接循环中,踩脚踏开关次数低于焊接基准数,并且操作者的手臂以及部件离开感应光栅区域后,plc控制器认为焊接完成,并且焊点数量低于焊接基准数,即出现了漏焊,此时立即驱动plc控制器的报警系统,并在plc触摸式屏幕上提示有漏焊出现,提示操作者进行检查以及补焊。
19.如果一个焊接循环中,踩脚踏开关次数高于焊接基准数,并且操作手臂以及部件离开感应光栅区域后,plc控制器认为焊接完成,并且焊点数量高于焊接基准数,即出现了多焊,此时立即驱动plc控制器的报警系统,并在plc触摸式屏幕上提示有多焊出现。
20.报警处理后,plc控制器的plc触摸式屏幕复位键清零,关闭plc控制器的报警系统并将“单循环计数”清零,开始新的循环操作。
21.上述操作亦可按压复位按钮实现清零,开始一个焊接循环,以及通过按压报警按键关闭报警,合格指示灯便于直观提示操作者产品是否合格。
22.综上所述,该装置在原有手动焊接系统中加入plc控制器的计数器、报警系统和复位装置,以及感应光栅,在焊接过程中,难免会出现漏焊或多焊的情况;尤其是漏焊,对于汽车行业,不良率要求是ppm级别的,即百万分之一;该装置在漏焊、多焊出现后,能立即被发现,并立即报警,避免漏焊、多焊产品的流出。同时,该装置通过plc控制器的触摸式屏幕化操作,操作简便,焊接基准数任意设置,焊接总计数和单循环计数内焊接点数直接显示,并设有清零设置,清除报警,单个焊接循环内单循环计数即可重新计数。
23.以上内容旨在说明本发明的技术手段,并非限制本发明的技术范围。本领域技术人员结合现有公知常识对本发明作显而易见的改进,亦落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1