一种棒材螺纹钢切分轧制无微合金化控轧控冷方法与流程
1.本发明属于螺纹钢生产技术领域,涉及无微合金轧制工艺,具体涉及一种棒材螺纹钢切分轧制无微合金化控轧控冷方法。
背景技术:
2.hrb400(三级螺纹钢)与hrb400e(三级抗震螺纹钢)钢筋的工艺流程为将铸造完成的钢坯加热后依次通过粗轧机组、中轧机组、精轧机组然后到达冷床。400mpa及以上钢筋要实现力学性能达标,在常规工艺中必须添加nb、v、ti等微合金元素,通过把本质粗晶粒钢变为本质细晶粒钢, 即利用合金的性质来提高钢筋的性能。但由于微合金属于稀有合金,成本高,同时合金的大量使用也不利于资源的的合理利用,不符合目前工业要求的资源节约型的发展模式,不利于可持续发展的目标,因此,在棒材切分工艺基础上开发无微合金化控轧控冷工艺是目前的研究热点。
3.在无微合金化控轧控冷工艺的研发过程中,由于受切分轧制工艺布置、切分轧辊材质、切分导卫材料和切分工艺自身特点限制,在棒材切分工艺上实施控轧控冷工艺难度大。为解决这一问题,部分厂家在切分控轧时为保证切分辊、导卫寿命和生产顺行基本控制在奥氏体未在结晶区以上温度控轧,但是这一方法的细化晶粒效果非常有限。
4.传统的低温开轧的控轧控冷工艺在高线进口设备上容易实现,此工艺在进口高线重型设备基础上实现低温开轧和精轧机组临界奥氏体区轧制,通过高线精轧机组的特点高应变速率促使形变诱导铁素体相变,在配合风冷线组织相变控制实现细晶粒轧制。但传统的棒材生产线由于设备能力受到限制,无法实现低温轧制(900
‑
950℃),其原始奥氏体晶粒粗大,对后续控轧带来困难。控轧时如按理想化四个精轧道次轧制,由于受切分轧辊材质、切分导卫寿命限制,很难实现终精轧4道次的工艺布局。
5.常规棒材线工艺布局:高温开轧(1000
‑
1050℃)+6架(粗轧)+6架(中轧)+6架(精轧)+轧后水冷+冷床自然冷却;但是该工艺轧制400mpa以上的热轧钢筋时,必须添加铌/钒/钛的微合金,利用微合金的固溶强化、细晶强化和析出强化提高强度,但是无法实现无微合金化的目的,生产成本高。
6.余热处理棒材线工艺布局:高温开轧(1000
‑
1050℃)+6架(粗轧)+6架(中轧)+6架(精轧)+轧后强冷(大于临界冷却速度,淬火+回火)+冷床自然冷却;该工艺轧制400mpa以上的热轧钢筋无需添加铌/钒/钛的微合金,利用组织强化表层回火马氏体、心部铁素体+珠光体、过渡区组成,生产成本低;但是该工艺无法满足gb1499.2
‑
2018热轧带肋钢筋关于组织基圆不得有回火马氏体等有害组织的要求,另外其抗震性能差,无法满足焊接性能。余热处理三个阶段:第一阶段是钢筋表面淬成马氏体阶段。钢筋离开精轧机后,在终轧温度下尽快地进入高效冷却装置进行快速冷却,表面温度急剧下降到马氏体转变温度 (ms)以下,发生奥氏体向马氏体转变。内部由于温度高仍处在奥氏体状态,表层则为马氏体及残余奥氏体组织。第二阶段是自回火阶段。钢筋经过第一阶段快速冷却后,将在冷床上空冷。由于第一阶段快冷造成钢筋横截面上各点温差较大,心部热量将向表面层扩散,形成马氏体的自回
火,根据自回火温度的高低,可以得到回火马氏体或回火索氏体,表面的残余奥氏体转变为马氏体,靠近表面层的过渡层,根据钢的成份和冷却条件的不同,奥氏体转变成贝氏体、屈氏体或索氏体。心部仍处在奥氏体状态。第三阶段为钢筋的心部奥氏体转变阶段。钢筋在冷床上空冷一段时间后,断面上温度趋于一致,并同时降温,达到奥氏体转变温度,开始相变,根据钢的成份、钢筋直径大小以及前阶段的冷却效果,心部将转变成铁素体和珠光体或索氏体或贝氏体组织。
7.针对上述螺纹钢生产过程中使用微合金较多,以及现有无微合金在轧制过程中存在的上述问题,研发了一种棒材螺纹钢切分轧制无微合金化控轧控冷方法。
技术实现要素:
8.本发明的目的是提供一种棒材螺纹钢切分轧制无微合金化控轧控冷方法。
9.本发明是通过以下技术方案实现的:一种棒材螺纹钢切分轧制无微合金化控轧控冷方法,步骤为:(1)高温开轧:1000
‑
1050℃高温开轧;(2)临界奥氏体区控制轧制:控制进精轧温度750
‑
850℃进行精轧;(3)轧后冷却:轧后分3级进行水冷;(4)冷床增加保温罩控制相变。
10.进一步地,所述的临界奥氏体区控制轧制采用6架粗轧+6架中轧+ 2架预精轧+ 2架精轧的布置结构。
11.所述的轧后冷区采用ⅰ组水冷+均温+ⅱ组水冷+均温的布置结构。
12.所述的轧后冷却的各级冷却速度小于临界冷却速度,防止回火马氏体等异常组织。
13.所述的轧后冷却至700
‑
800℃。
14.所述的进保温罩温度为500
‑
600℃,控制相变,同时消除应力及减少时效。
15.本发明方法以1000
‑
1050℃温度进行常规热轧开轧,依次经粗轧、1#剪切头尾、中轧、2#剪切头尾、预切、切分、控轧控冷临界奥氏体区轧制、成品前、成品、一次冷却、导槽均温、二次冷却、回温、3#剪分段、冷床保温罩控制相变、4#剪剪倍尺程序、收集成品,即通过调整工艺布局和控轧控冷参数,可实现稳定生产,同时满足无微合金钢坯成分在常规热轧工艺开轧,通过控轧控冷和轧后冷床控制相变等工艺条件下,满足gb1499.2
‑
2018对hrb400e力学性能和组织要求。通过以上措施完全实现hrb400eφ12
‑
φ25螺纹钢无微合金控轧控冷工艺在线应用,组织完全符合gb1499.2
‑
2018要求,并实现切分轧制稳定生产。
16.本发明以切分轧制生产顺行为前提,同时兼顾临界奥氏体区控轧和满足现有切分轧制轧辊材质和导卫寿命等允许条件,在切分道次后采用控轧,同时在冷却段进入精轧机预留足够的距离,以便保证冷却的轧件通过回复使整个断面温度均匀,后轧件进入精轧道次成型进一步细化晶粒,750
‑
850℃结束精轧,在变性能的作用下形变引导相变,奥氏体晶粒被压扁,拉长,经过再结晶生成更细小的奥氏体晶粒;伴随奥氏体变化,铁素体开始在在奥氏体晶界上,获得更多形核的点,为细化铁素体晶粒创造了条件),一次冷却(控轧奥氏体晶粒长大),回温(1s
‑
1.5s均匀断面温度),二次冷却(使相变组织单一,不出现马氏体),冷
床控制相变(使相变更充分),完成控轧控冷工艺;此工艺难点在于切分后控轧时切分带易出现折叠缺陷;切分后线数多本身属不均匀变形且切分后距离精轧机距离远,增加走曲线的概率,在控轧段易出现堆钢;冷却后头部温度低加之切分后的不均匀变形造成咬入困难,成品架弯头顶出口等事故频发。本发明以切分轧制生产顺行为前提,同时兼顾两相区控轧和满足现有切分轧制轧辊材质和导卫寿命等允许条件,在切分道次后采用控轧,同时在冷却段进入精轧机预留足够的距离以便保证冷却的轧件通过回复使整个断面温度均匀,后轧件进入精轧道次成型进一步细化晶粒750
‑
850℃结束精轧,在变性能的作用下形变引导相变,奥氏体晶粒被压扁,拉长,经过再结晶生成更细小的奥氏体晶粒;伴随奥氏体变化,铁素体开始在在奥氏体晶界上,获得更多形核的点。
17.本发明通过合理的工艺布局、控轧控冷参数的优化,头部不冷段的投入、切分孔型优化、料型的摸索,精轧轧辊材质与导卫材质的摸索,目前已实现稳定生产,同时满足无微合金钢坯成分在常规热轧工艺开轧,通过控轧控冷和轧后冷床控制相变等工艺条件下,满足gb1499.2
‑
2018对hrb400e力学性能和组织要求。通过以上措施完全实现hrb400eφ12
‑
φ25螺纹钢无微合金控轧控冷工艺在线应用,组织完全符合gb1499.2
‑
2018要求,并实现切分轧制稳定生产。
18.与现有技术相比,本发明具有以下优点:(1)打破切分轧制精轧机组传统工艺布局和控轧控冷布局,通过精轧控轧、轧后分级冷却工艺和冷床控制相变等手段,实现了棒材切分轧制hrb400e无微合金细晶钢的顺行生产;(2)节约了大量的nb、v、ti的贵重稀有合金,吨钢成本可降低200元以上。
附图说明
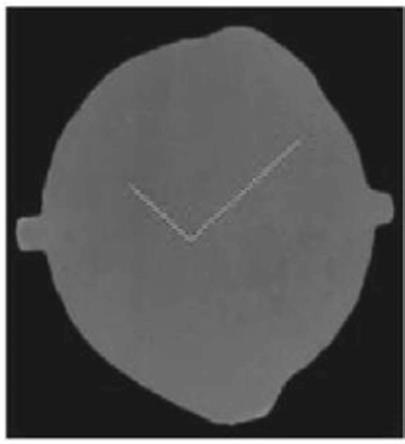
19.图1为实施例1轧制过程轧机温度及位置关系;图2为实施例1控轧控冷宏观截面;图3为传统的轧后强穿水冷却后的宏观截面;图4为实施例1螺纹钢进行微观组织检测结果图。
具体实施方式
20.一种棒材螺纹钢切分轧制无微合金化控轧控冷方法,步骤为:(1)高温开轧:1000
‑
1050℃高温开轧;(2)临界奥氏体区控制轧制:采用6架粗轧+6架中轧+ 2架预精轧+ 2架精轧的布置结构,控制进精轧温度750
‑
850℃进行精轧;(3)轧后冷却:轧后分3级进行水冷,冷却至700
‑
800℃,采用ⅰ组水冷+均温+ⅱ组水冷+均温的布置结构;(4)控制进保温罩温度为500
‑
600℃,控制相变。
21.检测将依据上述制得螺纹钢的断后伸长率≥20%,最大力总伸长率≥14%,强屈比≥1.30,屈屈比≤1.20,冷弯性能、反弯性能均能满足gb1499.2
‑
2018国标要;其中轧制过程轧机温度及位置关系如图1所示,螺纹钢主要化学成分组成及范围如表1所示,
表1化学成分组成及范围将利用上述方法制得的螺纹杆进行金相组织检测一、宏观金相依据上述方法制得的螺纹钢的宏观截面如图2所示,可以发现通过热机轧制导致铁素体动态再结晶,轧后快冷能抑制铁素体晶粒的长大,表层一直是细晶粒铁素体组织,而表层的超细铁素体组织除提高屈服强度外,还能改善冷弯性能、提高韧性和疲劳性能;传统的轧后穿水冷却生产的螺纹钢的截面如图3所示,由图3可以看出出现奥氏体—马氏体相变,形成马氏体表层。
22.二、截面维氏硬度将依据上述工艺制得的金相组织铁素体加珠光体,晶粒度9级
‑
10级,无其他异常组织,抽检2020年10月份φ16三个批次显微硬度,全部在国标40hv的范围内,表2为抽检结果。
23.表2 2020年10月份显微金相检验结果批次中心hv0边部hvhv
‑
hv0b1902108223024717b1902102321423814b190210452032074三、微观组织将依据上述工艺制得的螺纹钢进行微观组织检测,结果如3所示。
24.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1