一种自动化组装装置的工作方法与流程
1.本发明涉及组装领域,尤其涉及一种自动化组装装置的工作方法。
背景技术:
2.在日常工作中,工人都是先拿取直角钣金件和橡胶块,再将橡胶块放到直角钣金件的折弯处,接着拿起两颗平头铆钉并按压进直角钣金件、橡胶块的通孔内,这才完成直角钣金件的平头铆钉冲压前的组装工作,持续地拿起、按压很容易造成工人手的损伤,步骤繁多且工作效率低下。
技术实现要素:
3.本发明的主要目的在于提供一种自动化组装装置的工作方法,结构稳定可靠,能有序自动地先将橡胶块推到直角钣金件的下方,推进的橡胶块由定位件定位住,再将平头铆钉装入直角钣金件、橡胶块的通孔中,从而提高工作效率
4.为达到以上目的,本发明采用的技术方案为:一种自动化组装装置的工作方法,包括t型的底座、设置在所述底座上端的传送电机,所述底座上方的前后两侧分别设置有第二传送带、第一传送带,所述第一传送带由两第一传送辊带着转动,所述第二传送带由两第二传送辊带着转动,所述传送电机的输出轴上键接左侧的所述第一传送辊,左侧的所述第一传送辊的轴端与左侧的所述第二传送辊的轴端之间连接有齿形带,所述底座的上端设有支块,所述第一传送带上方的前后分别设置有前限位板、后限位板,所述后限位板、设在所述支块上端的所述前限位板之间通过第一凹型块及阻隔板连接,所述第一凹型块的前端设有第二凹型块,所述第二凹型块的下端设有位于所述第二传送带前后两侧的侧挡板,所述前限位板上的左侧设有用于挡住输送的橡胶块的定位件,所述底座的上端设有步进电机,所述步进电机上连接有推进组件、设置在所述底座上的装钉机构;
5.其工作步骤如下:步骤一:所述传送电机通过所述第一传送辊带着所述第一传送带将直角钣金件输送到最左侧,所述第一传送辊通过所述齿形带、所述第二传送辊带着所述第二传送带将橡胶块输送到最左侧;步骤二:所述步进电机带着所述推进组件、所述装钉机构运行,所述推进组件的推杆将橡胶块推到底,被所述定位件定位住的橡胶块的通孔与直角钣金件的通孔重合,同时所述装钉机构的活动件倾斜到底,平头铆钉位于直角钣金件的通孔上方;步骤三:所述推进组件、所述装钉机构继续运行,所述推杆抵住橡胶块不动,同时所述装钉机构将平头铆钉压入直角钣金件、橡胶块的通孔内;步骤四:所述步进电机反转复位,所述推进组件、所述装钉机构的各部件复位;步骤五:将组装好的直角钣金件提起后取走,后续的橡胶块、直角钣金件、平头铆钉自动补上。
6.进一步的,所述推进组件包括键接在所述步进电机的输出轴上的转轴,所述转轴的上端键接有凸轮,所述底座的上端设有竖板,顶在所述凸轮工作面上的所述推杆穿设在所述竖板的上端,所述推杆的前端设有第一限位环,所述推杆外套设有连接所述第一限位环、所述竖板的第一弹簧。
7.凸轮的大圆与转轴同轴线。上述设置可以通过步进电机带着转轴转动,转轴带着凸轮转动,推杆被凸轮带着后移,橡胶块被推杆推到直角钣金件的下方,使得橡胶块的通孔与直角钣金件的通孔重合,接着凸轮继续转动,推杆不动的过程中完成装钉。
8.进一步的,所述装钉机构包括设在所述底座上端的支架,折弯的活动件的后端铰接在所述支架的上端,所述支架的左右两端倾斜且对称地设置有连接在所述活动件下端且具有弹性的伸缩杆,所述伸缩杆的活塞处设有第二限位环,所述活动件的折弯处设有下压组件,所述下压组件上连接与所述底座、所述活动件、所述步进电机的输出轴相配合的牵引组件。
9.上述设置可以通过步进电机带着牵引组件运行,牵引组件先拉住活动件倾斜下来且下压组件不动,活动件倾斜到底时,第二限位环到底且活动件的折弯处处于水平,接着牵引组件带着下压组件将平头铆钉压进直角钣金件、橡胶块的通孔内,从而完成装钉。利于后续地取出组装好的直角钣金件。
10.进一步的,所述活动件包括横向设置且左右对称的滑孔,所述滑孔的右端连通有弧形孔,所述弧形孔的前后两侧弹性且对称地设置有伸缩斜块。
11.平头铆钉沿滑孔滑下,最下方的平头铆钉落到弧形孔上且被伸缩斜块挂住,在活动件的折弯处处于水平时弧形孔与直角钣金件的通孔同轴线。
12.进一步的,所述下压组件包括与所述弧形孔同轴线且设在弧形孔下端的弧形件,所述活动件右端的中间设有垂直于所述活动件的折弯处的滑孔,所述滑孔内滑配有滑块,所述滑块的上端设有连接块,所述滑块外套设有连接所述连接块、所述活动件的第二弹簧,所述连接块下端的左右两侧对称地设有与所述弧形孔同轴线的压柱,在所述活动件压着所述伸缩杆到底后,所述滑块再沿所述滑孔向下滑动且所述活动件的折弯处处于水平。
13.压下来的平头铆钉顺着弧形件进入直角钣金件、橡胶块的通孔内,防止平头铆钉无法进入。牵引组件先通过滑块使活动件倾斜下来,接着牵引组件拉着滑块下移,滑块通过连接块带着压柱下移,压柱压着平头铆钉顶开伸缩斜块并压入直角钣金件的通孔内。
14.进一步的,所述牵引组件包括键接在所述步进电机的输出轴上的卷绕轮,所述底座的上方设有第一导向轮,所述活动件的下方设有第二导向轮、第三导向轮,所述卷绕轮与所述滑块之间连接有经过所述第一导向轮、所述第二导向轮、所述第三导向轮的钢丝绳。
15.上述设置可以由步进电机带着卷绕轮转动,卷绕轮通过第一导向轮、第二导向轮、第三导向轮卷绕钢丝绳,钢丝绳先拉着活动件倾斜下来,钢丝绳再拉着滑块下移。
16.进一步的,所述定位件包括设在所述前限位板上端的下板,所述下板的左右两侧对称地设置有侧板,左侧的所述侧板的前端设有位于所述第二传送带左上方的左挡板,所述下板上端的前侧设有下倾斜面,所述侧板面向所述下板中间的一侧设有侧倾斜面。
17.定位件可以防止推进的橡胶块偏移,从而防止橡胶块与直角钣金件的通孔无法重合,倾斜面可以使橡胶块在推进的过程中不被卡住且归位。
18.进一步的,所述前限位板左端的上侧设有第一缺口,所述定位件设置在所述第一缺口上,所述后限位板左端的上侧设有第二缺口。
19.在组装后方便后续的提条插入且提起,便于将组装好的直角钣金件提取出来。
20.本发明的优点在于:
21.1、开启步进电机就能先自动地将橡胶块推到直角钣金件的下方,推进的橡胶块由
定位件定位住,再自动地将平头铆钉装入直角钣金件、橡胶块的通孔中。
22.2、步进电机带着凸轮、卷绕轮转动,凸轮带着推杆将橡胶块推进到底,同时卷绕轮卷绕钢丝绳,钢丝绳先拉着活动件倾斜到底,接着推杆不动,同时钢丝绳拉着滑块下移,滑块带着压柱将平头铆钉压进直角钣金件、橡胶块的通孔内。
23.3、压下来的平头铆钉可以顺着弧形件进入直角钣金件、橡胶块的通孔内,防止平头铆钉偏移后无法进入。
24.4、钢丝绳拉着活动件倾斜到底时,活动件的折弯处处于水平且弧形孔与直角钣金件的通孔同轴线,从而保证下压的平头铆钉可以垂直地被压进直角钣金件、橡胶块的通孔内,且利于后续地取出组装好的直角钣金件。
25.5、定位件可以防止推进的橡胶块偏移,从而防止橡胶块与直角钣金件的通孔无法重合。
26.6、设置的第一缺口、第二缺口可以给后续取出组装好的直角钣金件留出空间。
附图说明
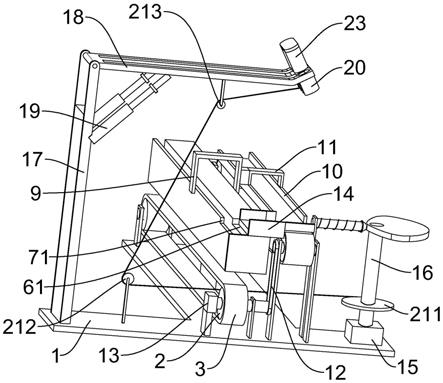
27.图1是根据本发明的立体图;
28.图2是根据本发明的结构示意图;
29.图3是根据本发明的主视图;
30.图4是根据本发明的俯视图;
31.图5是图3的a
‑
a剖视图;
32.图6是根据本发明的放上橡胶块、直角钣金件、平头铆钉时的立体图;
33.图7是根据本发明的放上橡胶块、直角钣金件、平头铆钉时的剖视图;
34.图8是根据本发明的推杆将橡胶块后推到底且活动件压着伸缩杆到底时的剖视图;
35.图9是根据本发明的推杆、活动件不动且压柱将平头铆钉下压时的剖视图;
36.图10是根据本发明的平头铆钉装入直角钣金件、橡胶块的通孔且各部件复位时的剖视图;
37.图11是图4的b部放大图;
38.图12是图9的c部放大图。
39.附图标记:1、底座,2、第一传送辊,3、第一传送带,4、第二传送辊,5、第二传送带,6、前限位板,61、第一缺口,7、后限位板,71、第二缺口,8、支块,9、第一凹型块,10、侧挡板,11、第二凹型块,12、齿形带,13、传送电机,14、定位件,141、下板,142、侧板,143、左挡板,144、下倾斜面,145、侧倾斜面,15、步进电机,16、推进组件,161、转轴,162、凸轮,163、推杆,164、第一限位环,165、竖板,17、支架,18、活动件,181、滑孔,182、弧形孔,183、伸缩斜块,19、伸缩杆,191、第二限位环,20、弧形件,21、牵引组件,211、卷绕轮,212、第一导向轮,213、第二导向轮,214、第三导向轮,22、滑块,23、压柱。
具体实施方式
40.如图1至图12所示,一种自动化组装装置的工作方法,包括t型的底座1、设置在底座1上端的传送电机13,底座1上方的前后两侧分别设置有第二传送带5、第一传送带3,第一
传送带3由两第一传送辊2带着转动,第二传送带5由两第二传送辊4带着转动,传送电机13的输出轴上键接左侧的第一传送辊2,左侧的第一传送辊2的轴端与左侧的第二传送辊4的轴端之间连接有齿形带12,底座1的上端设有支块8,第一传送带3上方的前后分别设置有前限位板6、后限位板7,后限位板7、设在支块8上端的前限位板6之间通过第一凹型块9及阻隔板连接,第一凹型块9的前端设有第二凹型块11,第二凹型块11的下端设有位于第二传送带5前后两侧的侧挡板10,前限位板6上的左侧设有用于挡住输送的橡胶块的定位件14,底座1的上端设有步进电机15,步进电机15上连接有推进组件16、设置在底座1上的装钉机构;
41.其工作步骤如下:步骤一:传送电机13通过第一传送辊2带着第一传送带3将直角钣金件输送到最左侧,第一传送辊2通过齿形带12、第二传送辊4带着第二传送带5将橡胶块输送到最左侧;步骤二:步进电机15带着推进组件16、装钉机构运行,推进组件16的推杆163将橡胶块推到底,被定位件14定位住的橡胶块的通孔与直角钣金件的通孔重合,同时装钉机构的活动件18倾斜到底,平头铆钉位于直角钣金件的通孔上方;步骤三:推进组件16、装钉机构继续运行,推杆163抵住橡胶块不动,同时装钉机构将平头铆钉压入直角钣金件、橡胶块的通孔内;步骤四:步进电机15反转复位,推进组件16、装钉机构的各部件复位;步骤五:将组装好的直角钣金件提起后取走,后续的橡胶块、直角钣金件、平头铆钉自动补上。左侧的第一传送辊的轴端与左侧的第二传送辊的轴端均设有与齿形带啮合的齿圈。
42.推进组件16包括键接在步进电机15的输出轴上的转轴161,转轴161的上端键接有凸轮162,底座1的上端设有竖板165,顶在凸轮162工作面上的推杆163穿设在竖板165的上端,推杆163的前端设有第一限位环164,推杆163外套设有连接第一限位环164、竖板165的第一弹簧。上述设置可以通过步进电机带着转轴转动,转轴带着凸轮转动,推杆被凸轮带着后移,橡胶块被推杆推到直角钣金件的下方,使得橡胶块的通孔与直角钣金件的通孔重合,接着凸轮继续转动,推杆不动的过程中完成装钉。
43.装钉机构包括设在底座1上端的支架17,折弯的活动件18的后端铰接在支架17的上端,支架17的左右两端倾斜且对称地设置有连接在活动件18下端且具有弹性的伸缩杆19,伸缩杆19的活塞处设有第二限位环191,活动件18的折弯处设有下压组件,下压组件上连接与底座1、活动件18、步进电机15的输出轴相配合的牵引组件21。上述设置可以通过步进电机带着牵引组件运行,牵引组件先拉住活动件倾斜下来且下压组件不动,活动件倾斜到底时,第二限位环到底且活动件的折弯处处于水平,接着牵引组件带着下压组件将平头铆钉压进直角钣金件、橡胶块的通孔内,从而完成装钉。
44.活动件18包括横向设置且左右对称的滑孔181,滑孔181的右端连通有弧形孔182,弧形孔182的前后两侧弹性且对称地设置有伸缩斜块183。平头铆钉沿滑孔滑下,最下方的平头铆钉落到弧形孔上且被伸缩斜块挂住,在活动件的折弯处处于水平时弧形孔与直角钣金件的通孔同轴线。
45.下压组件包括与弧形孔182同轴线且设在弧形孔182下端的弧形件20,活动件18右端的中间设有垂直于活动件18的折弯处的滑孔,滑孔内滑配有滑块22,滑块22的上端设有连接块,滑块22外套设有连接连接块、活动件18的第二弹簧,连接块下端的左右两侧对称地设有与弧形孔182同轴线的压柱23,在活动件18压着伸缩杆19到底后,滑块22再沿滑孔向下滑动且活动件18的折弯处处于水平。压下来的平头铆钉顺着弧形件进入直角钣金件、橡胶块的通孔内,防止平头铆钉无法进入。牵引组件先通过滑块使活动件倾斜下来,接着牵引组
件拉着滑块下移,滑块通过连接块带着压柱下移,压柱压着平头铆钉顶开伸缩斜块并压入直角钣金件的通孔内。
46.牵引组件21包括键接在步进电机15的输出轴上的卷绕轮211,底座1的上方设有第一导向轮212,活动件18的下方设有第二导向轮213、第三导向轮214,卷绕轮211与滑块22之间连接有经过第一导向轮212、第二导向轮213、第三导向轮214的钢丝绳。上述设置可以由步进电机带着卷绕轮转动,卷绕轮通过第一导向轮、第二导向轮、第三导向轮卷绕钢丝绳,钢丝绳先拉着活动件倾斜下来,钢丝绳再拉着滑块下移。
47.定位件14包括设在前限位板6上端的下板141,下板141的左右两侧对称地设置有侧板142,左侧的侧板142的前端设有位于第二传送带5左上方的左挡板143,下板141上端的前侧设有下倾斜面144,侧板142面向下板141中间的一侧设有侧倾斜面145。定位件可以防止推进的橡胶块偏移,从而防止橡胶块与直角钣金件的通孔无法重合,倾斜面可以使橡胶块在推进的过程中不被卡住且归位。
48.前限位板6左端的上侧设有第一缺口61,定位件14设置在第一缺口61上,后限位板7左端的上侧设有第二缺口71。在组装后方便后续的提条插入且提起,便于将组装好的直角钣金件提取出来。
49.其工作原理为:放上橡胶块、直角钣金件、平头铆钉,传送电机带着第一传送辊转动,第一传送辊带着第一传送带转动,第一传送带将直角钣金件输送到最左侧,第一传送辊通过齿形带带着第二传送辊转动,第二传送带带着第二传送带转动,第二传送带将橡胶块输送到最左侧,如图6所示,接着开启步进电机,步进电机带着凸轮、卷绕轮转动,推杆被凸轮带着后移,橡胶块被推杆推到直角钣金件的下方,使得橡胶块的通孔与直角钣金件的通孔重合,同时卷绕轮通过第一导向轮、第二导向轮、第三导向轮卷绕钢丝绳,钢丝绳先拉着活动件倾斜下来,第二限位块到底时,活动件的折弯处处于水平且弧形孔与直角钣金件的通孔同轴线,滑块相对于活动件不动,如图8所示,接着凸轮、卷绕轮继续转动,推杆不动,同时卷绕轮继续卷绕钢丝绳,钢丝绳拉着滑块下移,滑块通过连接块带着压柱下压,压柱压着平头铆钉顶开伸缩斜块并沿着弧形件压入直角钣金件的通孔内,如图9所示,接着步进电机带着凸轮、卷绕轮反转,各部件复位,如图10所示,工作人员将组装好的直角钣金件提升取走或由机器的提条插入后提取走,从而将组装好的直角钣金件用于后续的平头铆钉冲压,后续的橡胶块、直角钣金件、平头铆钉自动补上,如此就可连续自动地完成组装工作。
50.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1