回流焊炉的制作方法
1.本技术涉及一种回流焊炉,特别涉及一种包括阻隔箱的回流焊炉。
背景技术:
2.对于使用惰性气体作为工作气体的回流焊炉,如果来自外部环境的空气进入炉膛将会破坏炉膛中的惰性气氛,导致炉膛内惰性气体和氧气气体的比例和气体温度难以控制。为此,在回流焊炉的入口端和出口端各自设有阻隔箱。输送入阻隔箱的惰性气体能够通过形成气帘的方式阻隔来自外部环境的空气进入回流焊炉的炉膛中。
3.然而在阻隔箱的使用过程中,回流焊炉的炉膛中的气体会接触到阻隔箱,使得这些气体中的挥发性污染物在阻隔箱内部部件上形成凝结物,需要经常对阻隔箱进行清洗维护。
技术实现要素:
4.本技术提供的了一种回流焊炉,包括:壳体,所述壳体限定炉膛,所述炉膛具有入口端和出口端,以及从所述入口端延伸至所述出口端的输送空间;至少两个阻隔箱,所述至少两个阻隔箱分别设置在所述炉膛的入口端和出口端,并被配置为阻隔环境气体进入所述炉膛内;其中,每个所述阻隔箱穿过所述壳体的至少一部分横向于所述输送空间的延伸方向插入所述炉膛中,并被配置为以抽拉方式可拆卸地安装在所述壳体上。
5.根据上述内容,回流焊炉还包括:至少两组滑动安装结构,所述至少两个阻隔箱分别通过所述至少两组滑动安装结构以抽拉方式可拆卸地安装在所述壳体上,其中每组所述滑动安装结构设置在所述壳体的内侧与相应的所述阻隔箱的外侧上。
6.根据上述内容,所述壳体包括围绕所述炉膛设置的前壁和后壁以及分别位于所述入口端和所述出口端的入口端壁和出口端壁;所述壳体还包括至少两个支撑壁,所述至少两个支撑壁分别设置在所述入口端壁和所述出口端壁的内侧,并分别与所述入口端壁和所述出口端壁限定入口端容腔和出口端容腔,所述入口端容腔和所述出口端容腔被配置为容纳所述至少两个阻隔箱;所述至少两组滑动安装结构包括至少四组滑动安装结构,每个所述阻隔箱通过两组所述滑动安装结构安装在所述壳体上,所述两组滑动安装结构分别设置在相应的所述阻隔箱与相邻的支撑壁和相邻的入口端壁/出口端壁之间。
7.根据上述内容,每组所述滑动安装结构包括滑槽和凸缘,其中所述滑槽设置在所述支撑壁、所述入口端壁或所述出口端壁上,所述凸缘设置在所述阻隔箱上,所述滑槽和所述凸缘沿着所述阻隔箱的插入方向延伸。
8.根据上述内容,所述前壁上设有至少两个前部开口,所述至少两个阻隔箱能够分别穿过所述至少两个前部开口插入所述炉膛中,所述至少两个阻隔箱被配置为,当所述至少两个阻隔箱插入所述炉膛中时,所述至少两个阻隔箱分别封闭相应的一个前部开口。
9.根据上述内容,所述至少两个阻隔箱包括四个阻隔箱,其中两个所述阻隔箱设置在所述入口端,并位于所述输送空间的上下两侧,另外两个所述阻隔箱设置在所述出口端,
并位于所述输送空间的上下两侧。
10.根据上述内容,所述阻隔箱包括:盒体,所述盒体具有相对设置的盒体顶部开口和盒体底壁,相对设置的一对盒体侧壁,以及相对设置的盒体前壁和盒体后壁,并且还具有设置在所述盒体前壁上的气体入口;安装板,所述安装板盖在所述盒体开口处,所述安装板上间隔地设有数个第一通气孔;分配板,所述分配板设置在所述盒体开口和所述安装板之间,所述分配板包括数个第二通气孔;数个导流片,所述数个导流片相互间隔开地安装至所述安装板,并且从所述安装板朝远离所述盒体的方向延伸;所述阻隔箱被配置为使得气体能够从所述气体入口进入所述盒体,并从所述盒体顶部开口流出,以沿着所述导流片流动。
11.根据上述内容,每组所述滑动安装结构的所述凸缘设置在所述一对盒体侧壁中的一个的外侧,所述安装板和所述分配板通过所述凸缘与所述盒体侧壁相连。
12.根据上述内容,所述盒体还包括设置在所述盒体后壁上的可开关的窗口。
13.根据上述内容,所述盒体前壁的尺寸被设置为与所述前部开口的尺寸一致。
14.通过下文中参照附图对本技术所作的描述,本技术的其它目的和优点将显而易见,并可帮助对本技术有全面的理解。
附图说明
15.图1a为根据本技术的一个实施例的回流焊炉正面的立体结构图;
16.图1b为图1a所示的回流焊炉背面的立体结构图;
17.图1c为图1a所示的回流焊炉去掉部分罩板后的立体结构图;
18.图1d为图1a所示的回流焊炉去掉部分罩板后的部分分解图;
19.图1e为图1a所示的回流焊炉在阻隔箱处的局部剖视图;
20.图2a为图1d中的阻隔箱的俯视角度的立体结构图;
21.图2b为图1d中的阻隔箱的仰视角度的立体结构图;
22.图2c为图2a中的阻隔箱的部分分解图;
23.图2d为图2a中的阻隔箱的另一个分解图;
24.图3a为图1d中的轨道的立体图;
25.图3b为图3a的正视图。
具体实施方式
26.下面将参考构成本说明书一部分的附图对本技术的各种具体实施方式进行描述。应该理解的是,虽然在本技术中使用表示方向的术语,诸如“前”、“后”、“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”、“正面”、“背面”等描述本技术的各种示例结构部分和元件,但是在此使用这些术语只是为了方便说明的目的,基于附图中显示的示例方位而确定的。由于本技术所公开的实施例可以按照不同的方向设置,所以这些表示方向的术语只是作为说明而不应视作为限制。
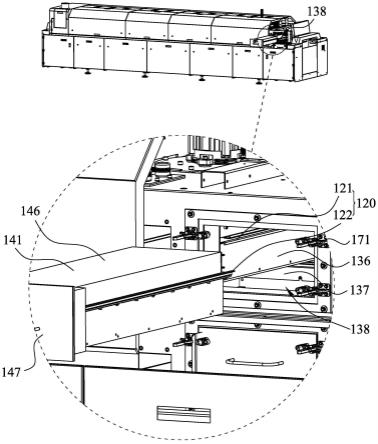
27.图1a-图1e为根据本技术的一个实施例的回流焊炉100的结构示意图,用于示出回流焊炉100的大致结构及阻隔箱112在回流焊炉100中的位置,其中图1a和图1b分别示出回流焊炉100正面和背面的大致结构。图1c示出回流焊炉100在去除部分罩板105后,阻隔箱112的位置。图1d示出回流焊炉100在去除部分罩板105后,阻隔箱112从回流焊炉100中抽出
时的分解图。图1e示出回流焊炉100在阻隔箱112处的局部剖视图。其中,图1c和图1d中的虚线框表示局部放大图。
28.如图1a-1e所示,回流焊炉100包括罩板105和壳体110,罩板105罩在壳体110的外部,壳体110内部限定炉膛108。炉膛108具有入口端101和出口端102,以及从入口端101延伸至出口端102的输送空间111。输送空间111用于容纳输送轨道等传送部件,以将待焊接的工件从入口端101经过炉膛108中的各个温度区(例如加热区、峰值区和冷却区等)完成回流焊接过程后,再从出口端102输送出炉膛108。也就是说,输送空间111的延伸方向即为输送待焊接部件的输送方向。
29.当回流焊炉使用惰性气体(例如氮气)为工作气体时,需要持续地向炉膛108中输送惰性气体以将炉膛108中的氧气浓度保持在一定范围内。本技术的回流焊炉100中还包括设置在入口端101处和出口端102处的阻隔箱112,阻隔箱112用于阻止炉膛108通过入口端101和出口端102与外界环境相连通。这样既能够防止外界环境中的空气进入炉膛108中影响焊接质量,并且能够节省惰性气体。
30.在本实施例中,阻隔箱112的数量设置为四个,其中两个阻隔箱112设置在入口端101处的输送空间111的上下两侧,另外两个阻隔箱112设置在出口端102处的输送空间111的上下两侧。从而,入口端101处的两个阻隔箱112和出口端102处的两个阻隔箱112用于各自引导惰性气体相对地向输送空间111输送,能够在入口端101和出口端102形成惰性气体的气帘,从而阻隔环境空气进入炉膛108的内部。在图1c-1e中,放大地示出了入口端101处的阻隔箱112。
31.具体来说,壳体110大致呈长方体形状,包括围绕炉膛108相对设置的顶壁135和底壁165(参考图1e,在图1c中被罩板105遮挡所以未示出),前壁131和后壁132,以及分别设置在入口端101的入口端壁133和设置在出口端102的出口端壁134,入口端壁133和出口端壁134与顶壁135、底壁165、前壁131和后壁132相连接。壳体110还包括设置在入口端壁133内侧的两个支撑壁136和设置在出口端壁134内侧的两个支撑壁136,每个支撑壁136大致与入口端壁133和出口端壁134平行设置。设置在入口端壁133内侧的两个支撑壁136与入口端壁133之间形成由顶壁135和底壁165中的一个、前壁131以及后壁132围成的两个入口端容腔137。类似的,设置在出口端壁134内侧的两个支撑壁136与出口端壁134之间形成两个出口端容腔139(在如图1b所示的状态下,出口端容腔139被阻隔箱112封闭)。在前壁131上设有四个个前部开口138,其中两个前部开口138上下并列设置在前壁131上靠近入口端101的一侧,并且与入口端容腔137连通。另外两个前部开口138上下并列设置在前壁131上靠近出口端102的一侧,并且与出口端容腔139连通。阻隔箱112被配置为,当阻隔箱112设置在炉膛108中,并且被容纳在入口端容腔137或出口端容腔139中时,封闭前部开口138。
32.壳体110的前壁131上还设有数个锁扣171。当阻隔箱112封闭前部开口138时,锁扣171能够将阻隔箱112锁定在当前位置,防止阻隔箱112从前部开口138滑出炉膛108。锁扣171可以为本领域技术人员知晓的任意锁定结构,能够阻挡阻隔箱112向前滑动即可。由此,锁扣171能够和后壁132一起,将阻隔箱112保持在炉膛108中的入口端容腔137或出口端容腔139内。
33.四个阻隔箱112分别穿过壳体110上的一个前部开口138设置在两个入口端容腔137和两个出口端容腔139中,并且通过抽拉方式可拆卸地安装在壳体110上。作为一个示
例,回流焊炉100还包括八组滑动安装结构120,每个阻隔箱112通过两组滑动安装结构120可拆卸地安装在壳体110上。具体来说,每组滑动安装结构120包括相互配合滑动的滑槽121和凸缘122,凸缘122设置在阻隔箱112的外侧,滑槽121设置在与凸缘122相邻的支撑壁136和入口端壁133/出口端壁134内侧。滑槽121和凸缘122沿着横向于输送方向的方向(例如前后方向)延伸,以使得每个阻隔箱112能够沿横向于输送方向的方向插入炉膛108中。在本实施例中,两组滑动安装结构120分别设置在阻隔箱112的左右两侧,以使得阻隔箱112能够平稳地抽拉。在其他实施例中,滑动安装结构120也可以设置为其他数量,或者设置在阻隔箱112的其他位置。
34.阻隔箱112包括盒体141,盒体141具有相对设置的盒体顶部开口(参见图2d中的盒体顶部开口243)和盒体底壁146,相对设置的一对盒体侧壁144和盒体侧壁145,以及相对设置的盒体前壁147和盒体后壁148。盒体前壁147上设有气体入口142,通过气体入口142,惰性气体能够输送至盒体141内部。
35.阻隔箱112还包括安装板151、分配板152和数个导流片153。盒体141内部的惰性气体能够从盒体顶部开口243流出并沿着导流片153流动。阻隔箱112的具体结构将结合图2a-图2d中详细描述。
36.进一步参考图1e,在输送空间111上下两侧的阻隔箱112的各个导流片153相对地延伸,以使得惰性气体能够向相对的方向流动。也就是说,在输送空间111的上下两侧均能够充满惰性气体。因此,惰性气体能够形成“气帘”结构,以阻隔炉膛108内部与外界环境气体连通。
37.图2a-2d示出了阻隔箱112的具体结构,其中图2a和图2b分别示出阻隔箱在仰视角度和俯视角度下的立体图,图2c和图2d示出阻隔箱的两种分解图。如图2a-2d所示,阻隔箱112的盒体141大致呈方形的扁平敞口形状,其长度方向与插入炉膛108的方向一致。盒体141具有内部的腔体273,腔体273的顶部设置盒体顶部开口243,腔体273与盒体顶部开口243相连通,并且腔体273的底部设置盒体底壁146。盒体前壁147、盒体后壁148、一对盒体侧壁144,145以及盒体底壁146围绕腔体273设置。盒体141的盒体前壁147的尺寸要大于盒体后壁148的尺寸,这是因为盒体前壁147的尺寸需要与壳体110的前部开口138尺寸匹配,才能封闭前部开口138。气体入口142设置在盒体前壁147上,并且气体入口142与腔体273连通,以使得惰性气体能够从气体入口142进入腔体273内,并且从盒体顶部开口243流出。
38.盒体141的两个盒体侧壁144和145的顶部各自向外翻折形成凸缘122,分配板152的两侧边沿通过紧固件,例如紧固螺钉等,连接在凸缘122上方,并且盖在盒体141顶部的盒体顶部开口243上。分配板152上均匀地设置有数个通气孔256(即第二通气孔256),这些通气孔256为圆形孔。作为一个示例,这些通气孔256能够均匀地排成数列。由此,尽管气体入口142设置在盒体141长度方向上的前侧,惰性气体在进入腔体273后也会先沿着长度方向流动,再经过分配板152均匀地从通气孔256中流出。
39.安装板151的两侧边沿也通过紧固件,例如紧固螺钉等,连接在相应的凸缘122和分配板152的边沿的上方,并且盖在盒体顶部开口243和分配板152的上方。安装板151用于安装数个导流片153。安装板151上设置有数个通气孔255(即第一通气孔255),这些通气孔255为长条形孔。这些长条形的通气孔255排成数列,每一列通气孔255与一部分圆形通气孔256的位置对应,以使得经过通气孔256流出的惰性气体能够再穿过通气孔255流出。
40.数个导流片153通过紧固件,例如紧固螺钉等,相互间隔开地连接在安装板151上。导流片153的数量被设置为与通气孔255的列数对应,以使得每个导流片153能够安装在一列通气孔255的外侧,或者相邻两列通气孔255之间,但是导流片153不会遮挡通气孔255。具体来说,每个导流片153包括板部276和弯折边275,板部276从安装板151朝远离盒体141的方向延伸。弯折边275从板部276的底部边缘向一侧弯折(例如图2c中的左侧),导流片153通过弯折边275与安装板151连接。并且安装板151上的通气孔255紧邻导流片153的板部276的底部边缘的另一侧(例如图2c中的右侧)。由此,从通气孔255流出的惰性气体能够沿着板部276,向远离盒体141的方向流动。当两个阻隔箱112相对地放置在输送空间111上下两侧时,沿着各自导流片153的板部276流动的惰性气体,能够相对地朝输送空间111上下两侧流动。
41.在本实施例中,盒体后壁148上还设有可开关的窗口254。当阻隔箱112工作时,窗口254处于关闭状态,以使得惰性气体能够按照预期路径沿着导流片153流出。而当阻隔箱112需要清洗时,窗口254被打开,以使得当阻隔箱112被直接浸入清洗液中后,清洗液能够进入盒体141的腔体273中。作为一个具体的示例,窗口254通过盖板278打开或关闭。
42.盒体前壁147上还设有拉手181,通过拉手181能够方便地从炉膛108中抽出阻隔箱112,或者将阻隔箱112插入炉膛108中。
43.图3a和图3b示出了轨道383的一个实施例的结构,其中,图3a示出轨道383的立体结构图,图3b示出图3a的主视图。如图3a和图3b所示,轨道383沿长度方向延伸。轨道383包括连接部384和接收部385,接收部385设置在连接部384的顶部的一侧。连接部384用于通过数个紧固件,例如紧固螺钉等,与支撑壁136或端壁相连。接收部385用于形成沿轨道383的长度方向延伸的滑槽121。滑槽121能够与凸缘122配合,形成滑动安装结构120。
44.在一些其他的实施例中,轨道383也可以为其他形状,只需要包括用于与壳体110固定连接的连接部和用于形成滑槽121的接收部即可。并且本领域技术人员可以理解的是,虽然滑槽121设置在与相应的凸缘122相邻的支撑壁136和入口端壁133/出口端壁134的内侧,但是轨道的连接部可以不与支撑壁136和入口端壁133/出口端壁134相连,而是与壳体110的其他部位相连,例如与顶壁135或底壁165相连。
45.在一些回流焊炉中,为了保证待焊接电路板的焊接质量,需要通过持续向炉膛中通入惰性气体,以将炉膛气氛中的氧气浓度控制在一定范围内。一般来说,回流焊炉的炉膛中的气压较低,外界环境中的空气容易进入炉膛中,影响炉膛中的氧气浓度,进而影响电路板的焊接效果。在炉膛的入口端和出口端设置阻隔箱能够阻隔环境气体进入炉膛内,并且将从阻隔箱输入的惰性气体输送至炉膛内。当炉膛内的带有污染物的气体接触到阻隔箱时,阻隔箱上容易凝结一些污染物,堵塞通气孔,影响阻隔箱形成气帘。因此,需要对阻隔箱进行维护清洗。而本技术的回流焊炉中,通过设置滑动安装结构,能将阻隔箱通过抽拉的方式可拆卸地安装在壳体上,从而能够在阻隔箱需要清洗维护时,方便地将阻隔箱从壳体上拆卸下来,进行清洗。在清洗阻隔箱时,也无需将多个导流片一一拆卸,而是直接将阻隔箱整体地浸泡在清洗液中,通过例如超声等方式进行清洗。不仅操作更加便捷,而且清洗方式更加多样,能够清洗得更加干净。
46.尽管参考附图中出示的具体实施方式将对本技术进行描述,但是应当理解,在不背离本技术教导的精神和范围和背景下,本技术的回流焊炉可以有许多变化形式。本领域普通技术人员还将意识到有不同的方式来改变本技术所公开的实施例中的结构,均落入本
申请和权利要求的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1