用于卷制细短筒的可移动压辊装置及小型双辊无损卷筒机的制作方法
1.本发明属于小型双辊卷板机技术领域,涉及一种用于卷制细短圆筒的移动式辅助压辊装置。
背景技术:
2.卷板机,是一种利用工作辊使板料弯曲成形的设备,利用不同形状的工作辊可以成形筒形件、锥形件等不同形状的零件;大中型卷板机,为三辊(一根上辊、二根下辊)或四辊卷板机,其各工作辊均为钢辊(刚性辊);三辊卷板机工作原理是:平整的塑性金属板通过卷板机的三根工作辊之间,借助上辊的下压及下辊的旋转运动,使金属板经过多道次连续弯曲(内层压缩变形,中层不变,外层拉伸变形),产生永久性的塑性变形,卷制成所需要的圆筒、锥筒;能加工厚度为250 mm、宽度为4000 mm的板材。
3.小型双辊卷板机,即上钢辊下胶辊(柔性辊)式小型双辊无损卷筒机;主要由机座、双卷筒辊、双压辊装置、驱转装置、联轴器、轴承盒组成;双压辊装置,包括机械压辊装置、液压压辊装置;双辊卷筒机工作原理是:平整的塑性金属板置于卷筒机的两根工作辊之间,上钢辊压迫金属板和下胶辊,使金属板随下胶辊径向凹陷变形后,驱动双辊相向旋转,使板材连续弯卷(连续点弯曲)成圆筒;可依据需卷制圆筒的规格(直径)更换上钢辊;适用于弯卷厚2
‑
4mm,宽度200mm
‑
1500mm的金属板。
4.现有的小型双辊卷筒机,存在以下缺陷:(1)不适应卷制细短(长小于200mm、直径小于80mm、壁厚小于2mm)圆筒,因为卷制细短圆筒时需要更换相应的细上钢辊,细上钢辊刚性不够强,机械压辊装置和液压压辊装置位于上钢辊两端、跨度较大,细上钢辊中间往往压不紧,使金属板受力不均,影响卷筒效果(包括生产效率与卷筒质量);(2)本技术人景津环保股份有限公司是全球最大的压滤机制造商,生产的包覆不锈钢式防腐压滤机需要大量的各种规格的不锈钢圆筒,现有的小型双辊卷筒机不能满足包覆不锈钢式压滤机所需的各种规格圆筒高效高质生产的需要。
技术实现要素:
5.本发明的目的是克服现有小型双辊卷筒机的缺陷,解决小型双辊卷筒机的细上钢辊刚性不够强,其两端被压紧而中间往往压不紧,使金属板受力不均,影响卷筒效果,不能满足用户卷制细短圆筒需要的技术问题,提供一种用于卷制细短筒的可移动压辊装置及小型双辊无损卷筒机;小型双辊无损卷筒机——指具有本发明用于卷制细短筒的可移动压辊装置的小型双辊无损卷筒机,因专利名称字数有限而简称。
6.本发明解决现有技术问题所采用的创新技术方案是:一种用于卷制细短筒的可移动压辊装置(以下简称:移动压辊装置);总体技术方案的要点是,即创新的总体构造与现有技术相比、其具有突出的实质性特点在于:在现有小型双辊卷筒机的基础上,增设卷制细短筒的可移动压辊装置,包括压紧丝杠、丝杠螺母、移动压辊支架、支架移动导轨、支架移动槽、双轮压紧器;可移动安装在左右两端压辊装置之间,依据需卷制圆筒的长度调整移动压
辊装置安装位置,移动压辊装置辅助左右两端压辊装置有效压紧上钢辊和下衬胶辊,柔性辊保证卷筒无损伤;从而,解决了小型双辊卷筒机的细上钢辊刚性不够强,其两端被压紧而中间往往压不紧,使金属板受力不均,影响卷筒效果,不能满足用户卷制细短圆筒需要的技术问题。
7.具体设计方案是:所述的压紧丝杠和锁紧螺母,两者相互配套,其规格与左压辊装置的压紧丝杠和锁紧螺母相同;所述的移动压辊支架,为门式支架,其门宽与左压辊支架宽度相等,其门高于右压辊支架高度相等,门顶中间具有压紧丝杠孔;所述的支架移动导轨,为与支架移动槽相配合的导轨,其长度为下衬胶辊衬胶段长度的2/3,均布多个移动压辊支架定位孔;所述的支架移动槽,为与移动导轨相配合的移动槽,具有双移动压辊支架定位孔,移动槽上的定位孔距与导轨上的定位孔距相等;所述的双轮压紧器,包括压紧器框架、球轴承滑轮、滑轮轴、丝杠套筒;压紧器框架前后具有双滑轮轴安装孔,球轴承滑轮为6306深沟球轴承滑轮,滑轮轴与球轴承滑轮配套。
8.主要零部件的连接关系是:为方便说明,增加与本移动压辊装置密切相关的卷筒机座;(1)双轮压紧器的的组装:丝杠套筒焊接在压紧器框架上面,球轴承滑轮安装在滑轮轴上,双滑轮轴安装在压紧器框架前后的滑轮轴安装孔中;(2)移动压辊装置的组装:支架移动槽焊接在移动压辊支架下面,丝杠螺母焊接在移动压辊支架的压紧丝杠孔上,压紧丝杠旋装在丝杠螺母中,双轮压紧器安装在压紧丝杠下端;(3)移动压辊装置的总装:双支架移动导轨配装在卷筒机座前后两边、与下衬胶辊衬胶段相应的位置,利用双支架移动槽、移动压辊装置整体可移动式安装在双支架移动导轨上,手动旋转压紧丝杠、双轮压紧器可压紧上钢辊和下衬胶辊。
9.本发明还提供一种小型双辊无损卷筒机,使用本发明提供的用于卷制细短筒的可移动压辊装置;该小型双辊无损卷筒机,主要由卷筒机座、上钢辊、下衬胶辊、左压辊装置、移动压辊装置、右压辊装置、减速电机、联轴器、胶辊轴承盒组成;具有将薄金属板卷制成细短圆筒的功能,无需预弯和后续整形。
10.本发明提供的用于卷制细短筒的可移动压辊装置及小型双辊无损卷筒机,显著的进步是具有可移动压辊、压辊力均匀、卷筒质量可靠的优点;其有益效果是通过增设卷制细短筒的可移动压辊装置,辅助左右两端压辊装置有效压紧上钢辊和下衬胶辊,使金属板受力均匀,保证了细短筒卷筒质量,提高了细短筒生产效率,满足用户卷制细短圆筒的需要;据需拓能、保质增效。
附图说明
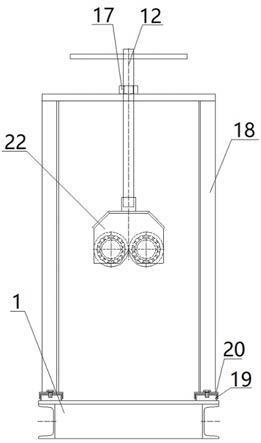
11.图1为本发明用于卷制细短筒的可移动压辊装置示意图。
12.图2为本发明用于卷制细短筒的可移动压辊装置的双轮压紧器示意图。
13.图3为本发明用于卷制细短筒的可移动压辊装置与相应小型双辊无损卷筒机总装主视图。
14.图4为本发明用于卷制细短筒的可移动压辊装置与相应小型双辊无损卷筒机总装俯视图。
15.图5为本发明小型双辊无损卷筒机的上下辊及驱动部分示意图。
16.图6为本发明小型双辊无损卷筒机的左机械压辊装置示意图。
17.图7为本发明小型双辊无损卷筒机的右液压压辊装置示意图。
18.图8为本发明小型双辊无损卷筒机的右压辊支架俯视示意图(包括右支架滑槽与右支架滑板的配合关系)。
19.图9为本发明小型双辊无损卷筒机的上轴右套筒示意图。
20.附图标记:1
‑
卷筒机座,2
‑
上下辊及驱动,3
‑
左机械压辊装置(简称:左压辊装置),4
‑
用于卷制细短筒的可移动压辊装置(简称:移动压辊装置或本发明),5
‑
右液压压辊装置(简称:右压辊装置),6
‑
减速电机,7
‑
下衬胶辊,8
‑
胶辊轴承盒,9
‑
电机座,10
‑
轴承座,11
‑
左压辊支架,12
‑
压紧丝杠,13
‑
上轴左套筒,14
‑
左下框架,15
‑
左上翻盖,16
‑
左支架轴销,17
‑
丝杠螺母,18
‑
移动压辊支架,19
‑
支架移动导轨,20
‑
支架移动槽,21
‑
上钢辊,22
‑
双轮压紧器,23
‑
手动液压泵,24
‑
液压油缸,25
‑
右压辊支架,26
‑
右支架滑动组件,27
‑
上轴右套筒,28
‑
右支架滑槽,29
‑
右支架滑板,30
‑
上轴右外套,31
‑
上轴右pp内套,32
‑
压紧器框架,33
‑
球轴承滑轮,34
‑
滑轮轴,35
‑
丝杠套筒。
具体实施方式
21.下面结合本发明用于用于卷制细短筒的可移动压辊装置及小型双辊无损卷筒机实施例中的附图,对本发明实施例中的技术方案进行描述,所描述的实施例仅是本发明优选的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域技术人员做出的没有创造性的所有其他实施例,如移动压辊方式相同、结构相似的移动压辊装置,都属于本发明的保护范围。
22.实施例1一种用于卷制细短筒的可移动压辊装置4(简称:移动压辊装置);创新的总体实施方案的要点是:在现有小型双辊卷筒机的基础上,增设卷制细短筒的可移动压辊装置4,包括压紧丝杠12、丝杠螺母17、移动压辊支架18、支架移动导轨19、支架移动槽20、双轮压紧器22;可移动安装在左右两端压辊装置之间,依据需卷制圆筒的长度调整移动压辊装置4安装位置,移动压辊装置4辅助左右两端压辊装置有效压紧上钢辊21和下衬胶辊7,柔性辊保证卷筒无损伤;详细说明如下。
23.所述的压紧丝杠12,其规格与左压辊装置3的压紧丝杠12相同;压紧丝杠12旋装在丝杠螺母17中,双轮压紧器22安装在压紧丝杠12下端;用于手动旋转压紧丝杠12,使双轮压紧器22可压紧上钢辊21和下衬胶辊7。
24.所述的锁紧螺母17,其规格与压紧丝杠12配套;丝杠螺母17焊接在移动压辊支架18的压紧丝杠孔上;用于旋装压紧丝杠12,并使压紧丝杠12能垂直旋动。
25.所述的移动压辊支架18,为门式支架,其门宽与左压辊支架11宽度相等,其门高于右压辊支架25高度相等,门顶中间具有压紧丝杠孔;支架移动槽20焊接在移动压辊支架18下面,丝杠螺母17焊接在移动压辊支架18的压紧丝杠孔上;用于支撑压紧丝杠12和双轮压紧器22。
26.所述的支架移动导轨19,为与支架移动槽相配合的导轨,其长度为下衬胶辊7衬胶段长度的2/3,均布多个移动压辊支架18的定位孔;双支架移动导轨19配装在卷筒机座1前后两边、与下衬胶辊7衬胶段相应的位置;用于可移动式安装移动压辊装置4。
27.所述的支架移动槽20,为与移动导轨19相配合的移动槽,具有双移动压辊支架18
的定位孔,移动槽上的定位孔距与导轨上的定位孔距相等;支架移动槽20焊接在移动压辊支架18下面,利用双支架移动槽20、移动压辊装置4整体可移动式安装在双支架移动导轨19上。
28.所述的双轮压紧器22,包括压紧器框架32、球轴承滑轮33、滑轮轴34、丝杠套筒35;压紧器框架32前后具有双滑轮轴34的安装孔,球轴承滑轮33为6306深沟球轴承滑轮,滑轮轴34与球轴承滑轮33配套;丝杠套筒35焊接在压紧器框架32上面,球轴承滑轮33安装在滑轮轴34上,双滑轮轴34安装在压紧器框架32前后的滑轮轴34的安装孔中;双轮压紧器22整体安装在压紧丝杠12下端;手动旋转压紧丝杠12、双轮压紧器22可滑动式压紧上钢辊21和下衬胶辊7。
29.本发明提供的用于卷制细短筒的可移动压辊装置4,具有可移动压辊、压辊力均匀、卷筒质量可靠的优点;解决了小型双辊卷筒机的细上钢辊刚性不够强,其两端被压紧而中间往往压不紧,使金属板受力不均,影响卷筒效果,不能满足用户卷制细短圆筒需要的技术问题;保证了细短筒卷筒质量,提高了细短筒生产效率,满足用户卷制细短圆筒的需要。
30.实施例2一种小型双辊无损卷筒机(简称:双辊卷筒机),使用本发明提供的用于卷制细短筒的可移动压辊装置4(简称:移动压辊装置);该双辊卷筒机,主要由卷筒机座1、上钢辊21、下衬胶辊7、左压辊装置3、移动压辊装置4、右压辊装置5、减速电机6、联轴器、胶辊轴承盒8组成,上钢辊21、下衬胶辊7和减速电机6构成上下辊及驱动2;具有将薄金属板卷制成细短圆筒的功能,无需预弯和后续整形。本发明与现有技术共有的技术部分,按照我国机械行业现行标准《双辊卷板机》制造;详细说明如下。
31.所述的卷筒机座1,包括卷筒机底座、电机座9、轴承座10;卷筒机底座为长方形框式底座;电机座和轴承座焊接在卷筒机底座相应的位置,用于安装卷筒机各部件。
32.所述的上钢辊21,可依据需卷制圆筒的规格(直径)更换相应的上钢辊21,安装在上轴左套筒13和上轴右套筒31中,用于压迫金属板和下衬胶辊7,使金属板随下衬胶辊7径向凹陷变形。
33.所述的下衬胶辊7,为有轴钢辊芯外衬胶辊,柔性辊保证卷筒无损伤;安装在双胶辊轴承盒8中,并通过联轴器联接减速电机6;用于和上钢辊21配合带动金属板旋转,使板材连续弯卷成圆筒。
34.所述的左压辊装置3,为上部可翻转的手动压辊装置,包括左压辊支架11、压紧丝杠12、上轴左套筒13、左支架轴销16、丝杠螺母17;左压辊支架11,包括左下框架14、左上翻盖15,左上翻盖15安装在左下框架14上、利用左支架轴销16活动连接,取出左支架轴销16、可翻转左上翻盖15取出卷制好的圆筒;用于安装并压紧上钢辊21左端。
35.所述的移动压辊装置4,包括压紧丝杠12、丝杠螺母17、移动压辊支架18、支架移动导轨19、支架移动槽20、双轮压紧器22;可移动安装在左右两端压辊装置之间,用于辅助左右两端压辊装置有效压紧上钢辊21和下衬胶辊7。
36.所述的右压辊装置5,为液压压辊装置,包括手动液压泵23、液压油缸24、右压辊支架25、右支架滑动组件26、上轴右套筒27;右支架滑动组件26,包括右支架滑槽28、右支架滑板29;上轴右套筒27,包括上轴右外套30、上轴右pp内套31;上轴右套筒27安装在右支架滑板29外面,右支架滑板29连接液压油缸24的活塞杆;上轴右套筒27可随液压油缸24的活塞
杆伸缩而上下位移,用于安装并压紧上钢辊21右端。
37.所述的减速电机6,包括驱动电机和减速机;减速机具有输出轴,利用联轴器,联接下衬胶辊7;用于驱动下衬胶辊7。
38.双辊卷筒机工作过程:(1)准备工作:依据需卷制圆筒的规格(直径)更换相应的上钢辊21;将移动压辊装置4移动安装到适当的位置;左压辊装置3、移动压辊装置4和右压辊装置5共同压紧上钢辊21和下衬胶辊7;(2)卷制圆筒:将平整的塑性金属板置于卷筒机的双辊之间,上钢辊21压迫金属板和下衬胶辊7,使金属板随下衬胶辊7径向凹陷变形后,启动减速电机6,电机驱动下衬胶辊7并依靠摩擦力带动上钢辊21相向旋转使板材连续弯卷成圆筒;(3)取出圆筒:取出左支架轴销16和上轴左套筒13,翻转左上翻盖15取出卷制好的圆筒,之后将设备恢复工作状态。
39.本发明提供的小型双辊无损卷筒机,其有益效果是通过增设用于卷制细短筒的可移动压辊装置4,辅助左右两端压辊装置有效压紧上钢辊21和下衬胶辊7,使金属板受力均匀,保证了细短筒卷筒质量,提高了细短筒生产效率,满足用户卷制细短圆筒的需要;据需拓能、保质增效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1