一种自动上料的LED模组钻孔夹具的制作方法
一种自动上料的led模组钻孔夹具
技术领域
1.本发明涉及模组打孔技术领域,特别涉及一种自动上料的led模组钻孔夹具。
背景技术:
2.led模组就是将一定数量的发光二极管按规则排列在一起再封装起来,加上一些防水处理组成的产品就是led模组,主要用于展示广告字体和标识的夜间效果,它以文字或标识为媒介,安装在楼宇顶部或墙面,既能表现标识白天效果,又能利用led作为发光光源,在夜间表现出另外一种效果,再配以led照明应用控制系统,对文字或标识进行动态视频控制,在一些娱乐气氛较浓的场所,led光源模组已经成了企业展示自我形象的最重要的选择之一。目前led模组多在注塑过程中留出安装孔位置,但在实际使用过程中,常常孔的大小不匹配,因此,需要人工用手固定led模组,手工钻孔,安全性不足,易造成伤害,且自动化程度低,不能进行批量钻孔,现有技术(cn202020681499.8)公开了一种塑料打孔设备,包括底板、第一支柱、第二支柱、横梁、限位板、打孔机构和夹紧机构,所述打孔机构包括气缸、连接杆和钻头,所述夹紧机构包括螺栓、第一夹块、第二夹块、第一固定杆、圆杆、固定块、第二固定杆、第三固定杆、第二载物台和弹簧,通过气缸和钻头的配合,形成简单有效的打孔机构,通过螺栓、第一夹块和第二夹块之间的配合,可以将处于载物台上的工件进行下压固定,通过弹簧的压缩,可以将处于载物台上的工件进行左右固定,使得打孔机构在打孔的时候更加稳定,提高成功率,但该装置打孔效率不高,不能进行批量打孔。
技术实现要素:
3.针对上述技术问题,本发明采用的技术方案为:一种自动上料的led模组钻孔夹具,包括底座、调节机构、传动机构、推动夹具。
4.所述底座包括外部支架、打孔机构,打孔机构固定安装在外部支架上;所述调节机构包括圆盘、滑动轴,滑动轴滑动安装在圆盘上,滑动轴滑动安装在外部支架上;所述传动机构包括半齿轮、对半齿轮,半齿轮固定安装在对半齿轮上,半齿轮转动安装在外部支架上,从半齿轮轴向上看,半齿轮有齿的部分与对半齿轮有齿的部分不重叠;传动机构转动连接调节机构和推动夹具,所述推动夹具包括固定座、滑杆;固定座固定安装在滑杆上,滑杆滑动安装在外部支架上,固定座上滑动设置有推动销,固定座与推动销间设置有复位弹簧,使推动销在驱动led模组移动后,继续驱动下一个led模组移动。
5.进一步的,所述底座还包括吹风机,吹风机固定安装在外部支架上,吹风机与打孔机构处于同一平面上,外部支架上设置有输送轨和滑轨,所述打孔机构包括滑动筒、打孔器,滑动筒通过支架固定安装在外部支架上,打孔器滑动安装在滑动筒上,打孔器与滑动筒设置有压缩弹簧,调节机构驱动打孔机构打孔。压缩弹簧使打孔器打孔后恢复初始位置,进行下一步打孔。
6.进一步的,所述调节机构还包括调节座、调节齿轮,调节座固定安装在外部支架上,调节座上设置有限位架,圆盘转动设置在限位架中间,调节齿轮转动安装在外部支架外
部,调节齿轮与滑动轴固定连接。圆盘随滑动轴转动调节打孔机构打孔的深度。
7.进一步的,所述调节机构还包括调节电机、丝杠,调节电机固定安装在调节座上,丝杠固定安装在调节座的输出轴上,调节座上滑动设置有圆盘架,丝杠转动安装在圆盘架上,滑动轴转动安装在圆盘架上。丝杠转动,使圆盘架在调节座上滑动,圆盘架带动滑动轴在圆盘内滑动,调节圆盘的转动中心。
8.进一步的,所述传动机构还包括传动齿轮、双面齿轮,传动齿轮转动安装在外部支架上,传动齿轮上的齿轮与调节齿轮啮合,双面齿轮转动安装在外部支架上,双面齿轮的带轮上与传动齿轮的带轮上转动安装有皮带。皮带将传动齿轮的转动传递给双面齿轮,传动齿轮与调节齿轮啮合,调节齿轮随传动齿轮转动,调节齿轮带动滑动轴转动。
9.进一步的,所述传动机构还包括两用齿轮、小齿轮,两用齿轮转动安装在外部支架上,两用齿轮的锥齿轮与双面齿轮的锥齿轮啮合,小齿轮转动安装在外部支架上,小齿轮上固定有间歇齿轮,皮带转动连接两用齿轮和间歇齿轮。双面齿轮带动两用齿轮转动,两用齿轮通过皮带带动间歇齿轮转动,间歇齿轮带动小齿轮转动。
10.进一步的,所述间歇齿轮与半齿轮啮合,小齿轮与对半齿轮啮合,对半齿轮与推动夹具的摆杆固定连接。间歇齿轮的齿驱动对半齿轮转动,对半齿轮随半齿轮转动,小齿轮带动对半齿轮转动。
11.进一步的,所述推动夹具还包括滑块,摆杆转动安装在外部支架上,滑杆滑动安装在滑轨上,滑块转动安装在摆杆上,滑块滑动安装在滑杆上。摆杆随对半齿轮转动,使滑块在滑杆上滑动,滑杆随摆杆的转动在滑轨上滑动,固定座随滑杆滑动使推动led模组。
12.进一步的,所述圆盘架与丝杠连接处有螺纹。
13.本发明与现有技术相比的有益效果是:(1)调节机构上滑动轴的转动,圆盘架调节滑动轴在圆盘上的位置,使圆盘的偏心运动改变打孔器的运动距离,从而调节钻孔的深度;(2)推动夹具借助复位弹簧的回弹功能,依次将led模组向前推进,可实现批量打孔;
14.(3)传动机构使滑动轴和推动夹具共用一个电机,结构紧凑;(4)通过半齿轮、对半齿轮、间歇齿轮、小齿轮的位置和传动,实现推一下,打一下孔,当打完孔后一次性返回,提供了打孔时间,也节约了返回时间;(5)吹风机可将钻孔产生的粉末吹出。
附图说明
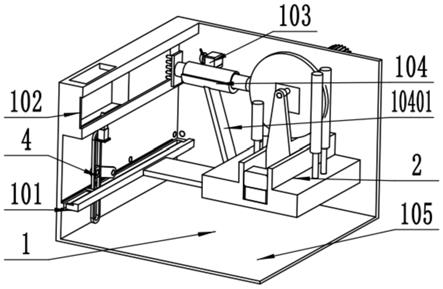
15.图1为本发明整体结构示意图。
16.图2为本发明整体外部结构示意图。
17.图3为本发明打孔机构示意图。
18.图4为本发明调节机构示意图。
19.图5为本发明传动机构部分示意图。
20.图6为本发明传动机构部分示意图。
21.图7为本发明推动夹具示意图。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
23.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本
专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
24.实施例:如图1、图2、图3、图4、图5、图6、图7所示的一种自动上料的led模组钻孔夹具,包括底座1、调节机构2、传动机构3、推动夹具4。
25.如图1所示的底座1,外部支架105上设置有输送轨102和滑轨101,吹风机103固定安装在外部支架105上,打孔机构104固定安装在外部支架105上,如图3所示的打孔机构104包括支架10401、滑动筒10402、打孔器10403;支架10401固定安装在外部支架105上,滑动筒10402固定安装在支架10401上,打孔器10403滑动安装在滑动筒10402上,滑动筒10402与打孔器10403间设置有压缩弹簧,吹风机103与打孔器10403处于同一水平面上,调节机构2驱动打孔机构104打孔,压缩弹簧使打孔器10403打孔后恢复初始位置,进行下一步打孔。
26.如图4所示的调节机构2,调节座201固定安装在外部支架105上,调节电机202固定安装在调节座201上,丝杠204固定安装在调节电机202的输出轴上,调节电机202带动丝杠204转动;圆盘架205滑动安装在调节座201上,丝杠204转动安装在圆盘架205上,丝杠204转动时,圆盘架205在调节座201上滑动,滑动轴207转动安装在圆盘架205上,滑动轴207滑动安装在外部支架105上,圆盘206滑动安装在滑动轴207上,圆盘206设置在限位架203中间;圆盘架205在调节座201上滑动时,带动滑动轴207在外部支架105上滑动,滑动轴207在圆盘206上滑动,同时滑动轴207带动圆盘206在限位架203中间转动,滑动轴207滑动时,使圆盘206的转动圆心移动,圆盘206做偏心圆周运动,圆盘206转动时,推动打孔器10403打孔,圆盘架205的滑动调节圆盘206的转动圆心,从而调节打孔器10403打孔深度。
27.如图5、6所示的传动机构3,电机架301固定安装在外部支架105上,传动电机302固定安装在电机架301上,传动齿轮303固定安装在传动电机302的输出轴上,传动电机302带动传动齿轮303转动,调节齿轮208固定安装在滑动轴207的端部,调节齿轮208与传动齿轮303啮合,传动齿轮303带动调节齿轮208转动,调节齿轮208带动滑动轴207转动;皮带304转动连接传动齿轮303和双面齿轮305,传动齿轮303通过皮带304带动双面齿轮305转动,双面齿轮305转动安装在外部支架105上,两用齿轮306转动安装在外部支架105上,双面齿轮305的锥齿轮与两用齿轮306的锥齿轮啮合。双面齿轮305带动两用齿轮306转动;小齿轮308转动安装在外部支架105上,间歇齿轮307固定安装在小齿轮308上,皮带304转动连接两用齿轮306和间歇齿轮307,两用齿轮306转动带动间歇齿轮307转动,间歇齿轮307带动小齿轮308转动,对半齿轮310转动安装在外部支架105上,半齿轮309固定安装在对半齿轮310上,间歇齿轮307的齿与对半齿轮310啮合,小齿轮308与对半齿轮310的齿啮合,半齿轮309与对半齿轮310的位置固定,从半齿轮309轴向上看,半齿轮309有齿的部分与对半齿轮310有齿的部分不重叠;小齿轮308转动时,当小齿轮308与对半齿轮310的齿啮合时,间歇齿轮307的齿与半齿轮309的齿不啮合,小齿轮308带动对半齿轮310转动,此时对半齿轮310为持续圆周转动;当小齿轮308与对半齿轮310的齿不啮合时,小齿轮308不能带动对半齿轮310转动,此时间歇齿轮307的齿与半齿轮309的齿啮合,间歇齿轮307带动半齿轮309转动,半齿轮309带动对半齿轮310转动,此时对半齿轮310为间歇圆周转动,对半齿轮310转动时带动推动夹具4的摆杆401转动。
28.如图7所示推动夹具4,摆杆401转动安装在外部支架105上,摆杆401与对半齿轮
310固定连接,滑块402转动安装在摆杆401上,滑块402滑动安装在滑杆403上,滑杆403滑动安装在滑轨101上,对半齿轮310带动摆杆401转动,摆杆401带动滑块402转动,滑块402在滑杆403上滑动,使滑杆403在滑轨101上滑动,固定座404固定安装在滑杆403顶部,推动销405滑动安装在固定座404上,推动销405与固定座404之间设置有复位弹簧,滑杆403在滑轨101上滑动时,带动固定座404滑动,推动销405随固定座404滑动,推动销405推动led模组移动,此时小齿轮308与对半齿轮310的齿不啮合,间歇齿轮307的齿与半齿轮309的齿啮合,间歇齿轮307带动半齿轮309转动,半齿轮309带动对半齿轮310转动,对半齿轮310带动推动夹具4的摆杆401转动,此时对半齿轮310为间歇转动,则推动夹具4底座10为间歇转动,为打孔器10403的打孔提供时间;当打孔完成时,小齿轮308与对半齿轮310的齿啮合,间歇齿轮307的齿与半齿轮309的齿不啮合,小齿轮308带动对半齿轮310转动,对半齿轮310带动摆杆401转动,此时摆杆401为连续圆周运动,节约了推动销405回到初始位置的时间;滑杆403返回初始位置,此过程中,推动销405在固定座404上下移,复位弹簧压缩,回到初始位置后,复位弹簧伸长,推动销405在固定座404上上移,推动销405继续推动下一组led模组移动。
29.工作原理:将led模组放置在输送轨102上,启动传动电机302,传动电机302带动调节齿轮208转动,传动电机302通过皮带304带动双面齿轮305转动,双面齿轮305带动两用齿轮306转动,两用齿轮306通过皮带304带动间歇齿轮307转动,间歇齿轮307上的齿与半齿轮309的齿啮合,小齿轮308与对半齿轮310的齿不啮合,间歇齿轮307带动半齿轮309做间歇圆周运动,半齿轮309带动对半齿轮310做间歇圆周运动,对半齿轮310带动摆杆401做间歇圆周运动,摆杆401带动滑杆403在滑轨101上间歇滑动,滑杆403上的推动销405推动led模组在输送轨102上间歇移动,传动电机302转动时带动调节齿轮208转动,调节齿轮208带动滑动轴207转动,滑动轴207带动圆盘206在限位架203上转动,圆盘206转动时推动打孔器10403,使打孔器10403在led模组上打孔,打孔器10403通过压缩弹簧回缩时,推动销405推动led模组移动,继续下一组打孔;一个led模组打孔完毕后,led模组移出,此时小齿轮308的齿与对半齿轮310的齿啮合,间歇齿轮307的齿与小齿轮308的齿不啮合,小齿轮308带动对半齿轮310做持续圆周运动,对半齿轮310带动摆杆401做持续圆周运动,节约了推动销405回到初始位置的时间,推动销405下移,复位弹簧压缩,推动销405随滑杆403回到初始位置,继续推动推动下一组led模组移动。
30.打孔时吹风机103工作,吹走打孔产生的粉末。
31.当调节打孔器10403打孔深度时,启动调节电机202,调节电机202带动丝杠204转动,丝杠204在圆盘架205上转动,使圆盘架205在调节座201上滑动,圆盘架205带动滑动轴207在圆盘206和外部支架105上滑动,使圆盘206的转动圆心发生移动,圆盘206座偏心圆周运动,推动打孔器10403移动的距离发生变化,则改变打孔器10403的打孔深度。
32.这种夹具不仅可以实现对led模组推动运输,且在推动夹具停止工作时,led模组停止运动,并对其进行批量打孔,打孔的深度根据需要可调节。
33.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1