一种大直径炉体及大直径炉体注水加压加工方法与流程
1.本发明涉及炉体技术领域,具体为一种大直径炉体及大直径炉体注水加压加工方法。
背景技术:
2.炉体由上下炉体、炉门、炉门升降机构、ebt出钢机构等组成。下炉体采用钢板焊接而成的圆筒形结构,上炉体(指渣线上约400mm以上的部位)在高功率情况下一般采用用无缝钢管焊接而成的管对管结构的水冷炉壁,其进出水均设有球阀;为了使炉体与其他设备贴合更加紧密,在炉体加工的过程中,需要对炉体表面进行机加工,对炉体表面进行打磨,去毛刺等处理,使炉体外圆的曲线平滑和端部平整,保证炉体的正常使用和良好的密封效果。
3.然而,在加工过程中由于炉体内外之间存在一定的缝隙,加工设备与炉体表面接触时,炉体表面并不稳定,硬度较小,加工时容易导致炉体表面受损变形,报废率较大;经常出现炉体的稳定性与硬度较差,导致加工时的加工效率较低,需要后续使用检测工具对炉体表面进行检测。
技术实现要素:
4.本发明的目的在于提供一种大直径炉体及大直径炉体注水加压加工方法,以解决上述背景技术中提出在加工过程中由于炉体内外之间存在一定的缝隙,加工设备与炉体表面接触时,炉体表面并不稳定,硬度较小,加工时容易导致炉体表面受损变形,报废率较大;经常出现炉体的稳定性与硬度较差,导致加工时的加工效率较低,需要后续使用检测工具对炉体表面进行检测的问题。
5.为实现上述目的,本发明提供如下技术方案:一种大直径炉体及大直径炉体注水加压加工方法,包括以下步骤:
6.s1、对炉体主体进行焊接制备;
7.s2、通过炉体回水组件向炉体主体内部注水,且使炉体内压力小于等于炉体待检测压力;
8.s3、使用机加工设备对炉体进行机加工。
9.优选的,所述s1、对炉体主体进行焊接制备包括以下步骤:
10.s101、制备炉体的炉筒下部与炉筒上部,通过外筒节与内筒节焊接构成炉筒下部和炉筒上部;
11.s102、使用螺钉将上法兰与下法兰进行组装,构成炉体主体;
12.s103、将焊缝清理干净,保证表面平整光洁,不得有咬边现象。
13.优选的,所述步骤s101中炉筒下部上的上法兰与炉筒上部上的下法兰尺寸相吻合。
14.优选的,所述步骤s2中的炉体待检测压力≥0.5mpa。
15.优选的,所述s2、通过炉体回水组件向炉体主体内部注水包括以下步骤:
16.s201、将注水管与炉体回水组件内的进水管进行连接;
17.s202、开启阀门,将水泵入隔水环内,隔水环进行隔水密封;
18.s203、使用橡胶塞对出水管进行密封,避免炉体主体发生泄漏。
19.优选的,所述步骤s3中机加工部位为炉筒下部与炉筒上部的上法兰和下法兰的外圆,以及炉体主体的上下端面和外表面。
20.优选的,一种大直径炉体,炉筒下部与炉筒上部结构一致,均包括:
21.外筒节,所述外筒节的端面靠下侧设有三个呈等边三角形分布的直通内丝接头,所述外筒节的端面靠上侧通过螺钉设有炉体回水组件,所述炉体回水组件包括进水管、出水管和阀门;
22.上法兰,其设在所述外筒节的上方;
23.下法兰,其设在所述外筒节的下方;
24.内筒节,其安装在所述外筒节的内壁,所述外筒节与内筒节之间夹设有由上到下依次排列的五组隔水环,所述隔水环上设有隔水环开口位;
25.热偶插接套件,其穿设在所述外筒节和内筒节的内部,所述热偶插接套件关于外筒节的中心线相互对称。
26.与现有技术相比,本发明提供了一种大直径炉体及大直径炉体注水加压加工方法,具备以下有益效果:该大直径炉体注水加压加工方法,首先当对炉体表面进行加工时,向炉体内注水后,水注入炉体缝隙的同时,水压较高,将外筒节向外顶起,加工设备与外筒节进行接触时,能够对其进行支撑,避免在加工过程中对外筒节的压力过大导致外筒节受损,大大降低了炉体的损坏率,合格率提高到100%;还能在加工的同时实现压力测试,省略了常规炉体在机加工后还需要注水或注气进行耐压和密封性能的检测过程,显著缩短了炉体的加工周期;
27.其次,炉体在使用时,需要在外圆连接其他设备进行工作,而原有的加工设备直接对炉体表面进行加工,由于炉体的稳定性与硬度较差,导致加工时的加工效率较差,需要后续使用检测工具对炉体表面进行检测,保证炉体外圆表面平整,在注水之后,外筒节的外圆与加工设备接触更加紧密,外筒节的硬度更强,从而可快速将外筒节表面的毛刺等进行清理加工,提高清理时的工作效率,工作效率提高三倍,避免反复对炉体进行测量,精度提高的同时更加节省时间;
28.最后,原本加工的过程中,炉体直接放置在机床上进行加工处理,由于炉体本身重量较低,在加工时,清理刀与炉体接触时会发生振动,不仅会导致机床表面发生损坏,并且清理刀具在与炉体碰撞的过程中,刀具受损,需要经常更换刀具,注水之后能够增加炉体的重量,以0.5mpa的水压为准,即可使炉体增加一吨的重量,整体质量增加,使炉体进行加工更加平稳,提高加工成功率,炉体稳定的同时,不会使炉体在机床上方晃动振动,便于彻机床后续的保养工作,并且显著减小了刀具的磨损及更换频率,节省资源;本发明的大直径炉体,采用注水加压加工方法制备得到,其外表面机加工的精度越高,提高了炉体的整体美观度,且炉体采用待检测的压力做注水加压加工,省略了常规的检测工序,缩短了生产周期,相对常规生产方法,其生产成本低。
附图说明
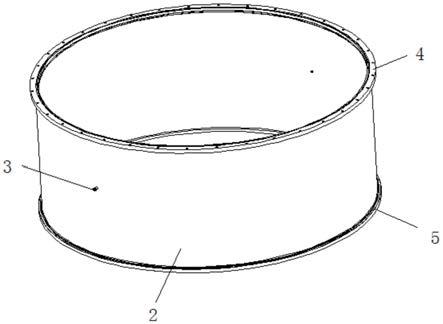
29.图1为本发明整体结构示意图;
30.图2为本发明侧视结构示意图;
31.图3为本发明俯视结构示意图;
32.图4为本发明正视结构示意图;
33.图5为本发明图4中a处放大结构示意图;
34.图6为本发明图4中b处放大结构示意图。
35.图中:1、直通内丝接头;2、外筒节;3、热偶插接套件;4、上法兰;5、下法兰;6、隔水环;7、内筒节;8、炉体回水组件。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.如图1
‑
6所示,一种大直径炉体及大直径炉体注水加压加工方法,炉筒下部与炉筒上部结构一致,均包括:外筒节2,外筒节2的端面靠下侧设有三个呈等边三角形分布的直通内丝接头1,外筒节2的端面靠上侧通过螺钉设有炉体回水组件8,炉体回水组件8包括进水管、出水管和阀门;上法兰4,其设在外筒节2的上方;下法兰5,其设在外筒节2的下方;内筒节7,其安装在外筒节2的内壁,外筒节2与内筒节7之间夹设有由上到下依次排列的五组隔水环6,隔水环6上设有隔水环开口位;热偶插接套件3,其穿设在外筒节2和内筒节7的内部,热偶插接套件3关于外筒节2的中心线相互对称;
38.一种大直径炉体及大直径炉体注水加压加工方法,包括以下步骤:
39.s1、对炉体主体进行焊接制备;
40.s101、制备炉体的炉筒下部与炉筒上部,通过外筒节与内筒节焊接构成炉筒下部和炉筒上部,步骤s101中炉筒下部上的上法兰与炉筒上部上的下法兰尺寸相吻合;
41.s102、使用螺钉将上法兰与下法兰进行组装,构成炉体主体;
42.s103、将焊缝清理干净,保证表面平整光洁,不得有咬边现象;
43.s2、通过炉体回水组件向炉体主体内部注水,且使炉体内压力小于等于炉体待检测压力,步骤s2中的炉体待检测压力≥0.5mpa;
44.s201、将注水管与炉体回水组件内的进水管进行连接;
45.s202、开启阀门,将水泵入隔水环内,隔水环进行隔水密封;
46.s203、使用橡胶塞对出水管进行密封,避免炉体主体发生泄漏;
47.s3、使用机加工设备对炉体进行机加工,步骤s3中机加工部位为炉筒下部与炉筒上部的上法兰和下法兰的外圆,以及炉体主体的上下端面和外表面;对炉体表面进行加工时,由于炉体内外之间存在一定的缝隙,加工设备与炉体表面接触时,炉体表面并不稳定,硬度较小,加工时导致炉体表面受损变形,报废率较大,而向炉体内注水后,水注入炉体缝隙的同时,水压较高,将外筒节2向外顶起,加工设备与外筒节2进行接触时,能够对其进行支撑,避免在加工过程中对外筒节2的压力过大导致外筒节2受损,大大降低了炉体的损坏
率,合格率提高到100%,炉体在使用时,需要在外圆连接其他设备进行工作,而原有的加工设备直接对炉体表面进行加工,由于炉体的稳定性与硬度较差,导致加工时的加工效率较差,需要后续使用检测工具对炉体表面进行检测,保证炉体外圆表面平整,在注水之后,外筒节2的外圆与加工设备接触更加紧密,外筒节2的硬度更强,从而可快速将外筒节2表面的毛刺等进行清理加工,提高清理时的工作效率,工作效率提高三倍,避免反复对炉体进行测量,精度提高的同时更加节省时间;原本加工的过程中,炉体直接放置在机床上进行加工处理,由于炉体本身重量较低,在加工时,清理刀与炉体接触时会发生振动,不仅会导致机床表面发生损坏,并且清理刀具在与炉体碰撞的过程中,刀具受损,需要经常更换刀具,注水之后能够增加炉体的重量,以0.5mpa的水压为准,即可使炉体增加一吨的重量,整体强度增强,使炉体进行加工更加平稳,提高加工成功率,炉体稳定的同时,不会使炉体在机床上方晃动振动,便于彻机床后续的包养工作,并且降低了刀具的更换频率,节省资源。
48.工作原理:在使用该大直径炉体及大直径炉体注水加压加工方法时,首先,外筒节2通过隔水环6与内筒节7进行焊接,使用直通内丝接头1对外筒节2、隔水环6与内筒节7进行固定安装;其次,在外筒节2的两侧安装热偶插接套件3,在外筒节2的外部安装炉体回水组件8,并且将上法兰4和下法兰5焊接在外筒节2的上下两侧,制备炉筒下部,依次制备炉筒上部,螺钉将上法兰4与下法兰5进行组装,构成炉体主体;再其次,将注水管与炉体回水组件8内的进水管进行连接,开启阀门,将水泵入隔水环6内,隔水环6进行隔水密封,使用橡胶塞对出水管进行密封,避免炉体主体发生泄漏;然后,使用压力测试机与对炉体主体进行水压、气压检测,保证水压、气压等于炉体最大承压,不得渗漏;最后,对炉体整件进行退火处理,使用机加工设备对炉体外表面进行机加工,去除炉体表面毛刺、飞边尖棱倒钝,机加工完成后排出多余的水,这就是该大直径炉体及大直径炉体注水加压加工方法的工作原理。
49.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1