一种铝合金门窗数控角码切割锯床及其切割方法与流程
1.本发明涉及锯床设备技术领域,具体是一种铝合金门窗数控角码切割锯床及其切割方法。
背景技术:
2.锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床,锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材,由主动轮和从动轮带动锯条运转,锯条断料方向由导轨控制架控制,通过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉,由液压油缸活塞杆支撑导轨控制架下落进锯断料,带锯床上装有手动或液压油缸夹料锁紧机构,以及液压操作阀开关等。
3.目前铝合金门窗在固定时常用角码进行固定,角码由钢条切割后机械弯折并打孔制成,传统的锯床在切割角码时,由于角码的尺寸限制以及角码本身的重量因素,角码切割时切割下来的角码容易跳动,很容易触及运动的锯条造成危险。为此,发明人综合各类因素提出了一种铝合金门窗数控角码切割锯床及其切割方法。
技术实现要素:
4.本发明的目的在于提供一种铝合金门窗数控角码切割锯床及其切割方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种铝合金门窗数控角码切割锯床,包括含有机座的锯床本体,机座上设置有切割台,切割台包括台板,台板通过螺栓与机座固定,台板上靠后位置开设有限位通槽,限位通槽上通过螺栓安装两个固定挡座,台板上朝前位置安装防跳机构,防跳机构包括压杆。
7.待切割的钢条在切割台上进行切割,切割前,待切下的角码由压杆压住,然后再进行切割,角码切断时由于压杆的限制,不会受运动的锯条影响产生跳动,一方面避免了角码触及锯条甩出造成危险,另一方面避免角码跳入锯床内部造成角码收集不便甚至设备故障的情况发生,有效的保障了锯床切割作业的安全性以及稳定性。
8.作为本发明的进一步方案:所述防跳机构还包括防护壳,防护壳左右开口且设置有两个,分别通过螺栓安装于台板上,防护壳内连接有固定块,固定块上轴承套装安装有固定轴,防护壳内同时通过固定架安装有步进电机,步进电机与固定轴传动固定连接,压杆的两端分别与左右两侧的固定轴焊接固定,压杆靠近台板,步进电机工作时带动固定轴转动进而带动压杆转动,压杆配合角码的切割作业进行,每块角码切割完成后,压杆受驱动转动一次,转动时将下压的角码送出切割台,方便角码的收集,同时配合钢条的送入,将下块待切割的角码压住,完成循环作业。
9.作为本发明的再进一步方案:所述压杆为方形杆,方形杆的截面为正方形,其中方形杆的上下前后四面每两面相接位置弧形倒角,方形杆与普通的圆形杆区别在于,方形杆压住角码时,锯条与压杆的间距可以缩小,一方面适合尺寸有限的角码切割,另一方面使压
杆对角码有足够的接触面积进行下压,避免角码位移崩出,对切割安全性有进一步的保障作用。
10.作为本发明的再进一步方案:所述机座上方通过左右对称设置的液压伸缩杆支撑有固定机架,机架的左右两端均焊接固定有电机罩,左右两电机罩之间通过电机传动连接有锯条,具体的传动由本领域技术人员根据具体的锯条安装要求以及驱动机构进行自适应选择。
11.作为本发明的再进一步方案:所述液压伸缩杆同时穿过台板,限位通槽长度与两个液压伸缩杆间距等长,防护壳位于液压伸缩杆前方的台板上,液压伸缩杆方便带动锯条下降进行切割作业。
12.作为本发明的再进一步方案:所述机架上同时螺栓固定有活动夹住锯条的定位杆,用于防止待切割成角码的钢条位移,使其保持固定。
13.作为本发明的再进一步方案:所述机架底部还安装有喷油管,切割时进行切割位置的冷却液喷淋,防止切割温度积蓄导致锯条变脆易断裂的情况发生。
14.一种铝合金门窗数控角码切割锯床的切割方法,包括如下步骤:
15.步骤一:调校设备,根据待切割钢条的厚度设置最大切割深度,同时根据设备功率设置切割速度、切割工序以及相关的切割准备作业,设置完成后试运行设备检查是否正常;
16.步骤二:启动切割,先从设备后方投喂钢条,钢条端口超过锯条下切位置线,同时使用固定挡座限制钢条移动,启动控制台切割程序,电机带动锯条往复运动,同时液压伸缩杆带动锯条下降,锯条与钢条接触进行切割,切割的同时喷油管打开进行冷却液喷淋;
17.步骤三:切割进行,除第一次外,锯条每下降一次切割完成一次角码的切割作业,每块角码切割前将钢条投喂设定长度,同时压杆转动压住钢条,该次切割完成后锯条上抬,压杆再次转动将压住的切割完成的角码送出;
18.步骤四:切割完成,收集切割完成的角码,同时清理切割产生的碎屑至集渣箱中,角码初检合格即可。
19.与现有技术相比,本发明具有以下几个方面的有益效果:
20.1、本发明提供一种铝合金门窗数控角码切割锯床及其切割方法,结构设置巧妙且布置合理,本发明中待切割的钢条在切割台上进行切割,切割前,待切下的角码由压杆压住,然后再进行切割,角码切断时由于压杆的限制,不会受运动的锯条影响产生跳动,一方面避免了角码触及锯条甩出造成危险,另一方面避免角码跳入锯床内部造成角码收集不便甚至设备故障的情况发生,有效的保障了锯床切割作业的安全性以及稳定性;
21.2、本发明进一步利用步进电机工作时带动固定轴转动进而带动压杆转动,压杆配合角码的切割作业进行,每块角码切割完成后,压杆受驱动转动一次,转动时将下压的角码送出切割台,方便角码的收集,同时配合钢条的送入,将下块待切割的角码压住,完成循环作业,提高切割效率;
22.3、本发明中压杆为方形杆,方形杆与普通的圆形杆区别在于,方形杆压住角码时,锯条与压杆的间距可以缩小,一方面适合尺寸有限的角码切割,另一方面使压杆对角码有足够的接触面积进行下压,避免角码位移崩出,对切割安全性有进一步的保障作用;
23.4、本发明中该锯床的切割方法流程简单,操作复杂度低,依靠数控可以全自动进行切割作业,切割效率高,切割作业也更安全可靠稳定。
附图说明
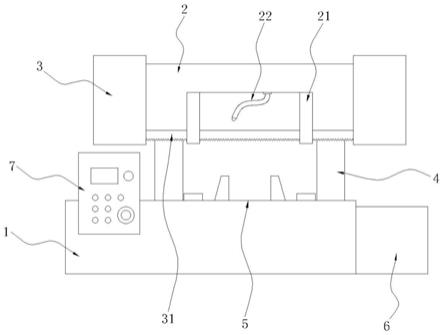
24.图1为一种铝合金门窗数控角码切割锯床的正视图。
25.图2为一种铝合金门窗数控角码切割锯床中切割台的俯视图。
26.图3为一种铝合金门窗数控角码切割锯床中防跳机构的结构示意图。
27.图4为一种铝合金门窗数控角码切割锯床中压杆的立体图.
28.图5为一种铝合金门窗数控角码切割锯床的切割作业流程图。
29.图中:1、机座;2、机架;21、定位杆;22、喷油管;3、电机罩;31、锯条;4、液压伸缩杆;5、切割台;51、台板;52、固定挡座;53、限位通槽;54、防跳机构;541、防护壳;542、步进电机;543、压杆;544、固定轴;545、固定块;546、固定架;6、集渣箱;7、控制台
具体实施方式
30.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
31.请参阅图1
‑
5,一种铝合金门窗数控角码切割锯床,包括机座1,机座1上方通过左右对称设置的液压伸缩杆4支撑固定机架2,机架2的左右两端均焊接固定电机罩3,左右两电机罩3之间通过电机传动连接锯条31,锯条31以及电机均沿用现有的锯床同机构,因此不做赘述,机架2上同时螺栓固定有活动夹住锯条31的定位杆21,定位杆21有两个作用,一是限制切割时粘附在锯条31上的金属碎末的移动,避免随锯条31运动进入电机罩3内,保障安全,二是避免锯条31切割时抖动影响切割甚至断裂的情况发生,机架2底部还安装喷油管22,用于在切割时提供冷却液,防止切割温度积蓄导致锯条31变脆易断裂的情况发生;
32.机座1顶部对应锯条31正下方位置设置切割台5,切割台5包括台板51,台板51通过螺栓与机座1固定,液压伸缩杆4同时穿过台板51,台板51上靠后位置开设与两个液压伸缩杆4间距等长的限位通槽53,限位通槽53上通过螺栓安装两个固定挡座52,用于限制切割钢条的位置,避免切割时发生位移,台板51上朝前位置安装防跳机构54,用于防止即将切割完成的角码受锯条31运动产生蹦跳;
33.防跳机构54包括防护壳541、步进电机542、压杆543、固定轴544、固定块545和固定架546,防护壳541左右开口且设置有两个,分别通过螺栓安装于正对液压伸缩杆4前方的台板51上,固定块545焊接固定于防护壳541,固定轴544轴承套装安装于固定块545上,同时步进电机542通过固定架546安装于防护壳541内,步进电机542与固定轴544传动固定连接,压杆543的两端分别与左右两侧的固定轴544焊接固定,压杆543靠近台板51;
34.压杆543为方形杆,方形杆的截面为正方形,其中方形杆的上下前后四面每两面相接位置弧形倒角。
35.一种铝合金门窗数控角码切割锯床的切割方法,包括如下:
36.步骤一:调校设备,根据待切割钢条的厚度设置最大切割深度,同时根据设备功率设置切割速度、切割工序以及相关的切割准备作业,设置完成后试运行设备检查是否正常;
37.步骤二:启动切割,先从设备后方投喂钢条,钢条端口超过锯条下切位置线,同时使用固定挡座限制钢条移动,启动控制台切割程序,电机带动锯条往复运动,同时液压伸缩杆带动锯条下降,锯条与钢条接触进行切割,切割的同时喷油管打开进行冷却液喷淋;
38.步骤三:切割进行,除第一次外,锯条每下降一次切割完成一次角码的切割作业,每块角码切割前将钢条投喂设定长度,同时压杆转动压住钢条,该次切割完成后锯条上抬,
压杆再次转动将压住的切割完成的角码送出;
39.步骤四:切割完成,收集切割完成的角码,同时清理切割产生的碎屑至集渣箱中,角码初检合格即可。
40.本发明的工作原理是:切割时钢条送入,首先步进电机工作时带动固定轴544转动进而带动压杆543转动,压杆543压住钢条端部,然后锯条31进行正常的切割作业,每块角码切割完成后,压杆543受驱动转动一次,转动时将下压的角码送出切割台,方便角码的收集,同时配合钢条的送入,将下块待切割的角码压住,完成循环作业。
41.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
42.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1