过渡层辅助的高强钢-铝合金异种金属等离子弧焊接方法
过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法
技术领域
1.本发明涉及航空航天、交通运输、机械制造等技术领域,特别涉及材料焊(连)接技术领域,尤指一种过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法。本发明针对高强钢
‑
铝合金异种金属焊接接头的脆性问题,采用能量集中的穿孔型等离子弧作为焊接热源,选用铜作为过渡层,在单热源一次施焊的情况下形成包含钢
‑
铜熔化连接和铜
‑
铝瞬时液相扩散连接的复合接头。复合接头中存在的部分未熔化的铜过渡层可有效阻止铁、铝元素的混合及冶金反应,从而避免脆性fe
‑
al金属间化合物的形成,降低接头脆性,改善其力学性能。
背景技术:
2.铝及铝合金是目前应用最广的一种轻金属,具有密度小、比强度高、耐蚀性好等优点,高强钢具有高的抗拉强度、良好的韧性及较高的比强度和屈强比。增加铝合金与高强钢的用量可实现工业领域轻量化的目标,两者的可靠连接在航空航天、交通运输、机械制造等技术领域的关键构件中起到极为重要的作用,但由于铝和钢在物理、化学性质及晶体结构上存在显著的差异且fe和al之间的固溶度极低,导致在熔化焊过程中钢
‑
铝焊接接头极易形成大量脆性的fe
‑
al金属间化合物,严重恶化了焊接性及接头的力学性能。因此,采用熔化焊技术直接进行高强钢
‑
铝合金异种金属焊接时难以制备出力学性能优异的接头。
3.目前,通过控制焊接线能量的方式可实现高强钢
‑
铝合金的熔
‑
钎焊连接,焊接过程中铝合金与填充焊丝受热熔化,液态金属铺展至固态钢表面,在钢和铝界面处形成连续的界面层,界面层厚度控制在10μm以下(cn 107824950 b),在一定程度上提高了钢
‑
铝接头力学性能,但是接头中界面层的成分仍为脆性的fe
‑
al金属间化合物,存在脆性断裂的风险。
技术实现要素:
4.本发明的目的在于提供一种过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,解决了现有技术存在的上述问题。本发明针对接头的脆性问题,采用能量集中的穿孔型等离子弧作为焊接热源,选用铜作为过渡层,在单热源一次施焊的情况下形成包含钢
‑
铜熔化连接和铜
‑
铝瞬时液相扩散连接的复合接头。复合接头中存在的部分未熔化的铜过渡层可有效阻止铁、铝元素的混合及冶金反应,从而避免脆性fe
‑
al金属间化合物的形成,降低接头脆性,改善其力学性能。
5.本发明的上述目的通过以下技术方案实现:过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,采用能分别与钢、铝实现连接的金属材料作为过渡层,在高强钢
‑
过渡层界面上采用等离子弧焊施加单热源,使高强钢
‑
过渡层界面上形成熔化焊焊缝;同时,由于等离子弧的加热效果,热量经由过渡层传导到过渡层
‑
铝合金的界面上,形成瞬时液相扩散焊焊缝。
6.等离子弧热源为穿孔型,为使等离子弧的弧柱直径进一步缩小、能量密度进一步
增加,选取的钨极直径为1.6mm,压缩喷嘴孔径为1.5
‑
2.0mm;过渡层的材料为纯铜,其厚度为1.5
‑
2.5mm;高强钢
‑
铝合金母材厚度范围为3
‑
5mm。
7.所述的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,包括如下步骤:a)焊前准备:分别将高强钢、铝合金试板、铜过渡层进行精细的机械打磨,经碱洗和酸洗后备用;b)接头形式:接头形式为i形坡口对接,组焊装夹时保证高强钢
‑
铜过渡层
‑
铝合金接触面存在10n
‑
30n的预紧力;c)焊接工艺:采用等离子弧焊设备进行焊接,利用能量密度大、挺直度好的等离子弧热源施焊;选用高纯度氩气作为等离子气和保护气,通过优化焊接参数形成小孔效应,在钢
‑
铜侧实现穿孔型等离子弧焊,同时在铜
‑
铝合金一侧实现瞬时液相扩散焊;d)等离子弧热源控制在钢上,在钢
‑
铜接触面附近实现穿孔型等离子弧焊,形成钢
‑
铜熔化焊焊缝;由于钢、铜的线膨胀系数不同,由此产生的内应力进一步促进了铜
‑
铝合金的紧密结合,并起到了破碎铝合金表面氧化膜的作用;同时在实施穿孔型等离子弧焊的过程中热量通过铜过渡层向铝合金一侧传导,铜
‑
铝合金的接触面附近温度达到低于铜、铝熔点的共晶温度548
º
c,形成液相;在持续加热过程中,铜、铝元素由母材溶解到液相内,实现铜、铝元素的互扩散,凝固后形成扩散反应层,此扩散反应层即为铜
‑
铝瞬时液相扩散焊焊缝;e)通过对焊接参数的精准控制,使复合接头中钢
‑
铜熔化焊焊缝和铜
‑
铝瞬时液相扩散焊焊缝之间始终存在大于0.5mm厚度的未熔化的铜过渡层,即可有效阻止铁、铝元素的混合及冶金反应,从而避免脆性fe
‑
al金属间化合物的形成,降低接头脆性,改善其力学性能。
8.步骤c)所述的等离子弧热源控制在钢上,距离钢
‑
铜接触面0.2~0.8mm的位置。
9.步骤c)、d)所述的实现穿孔型等离子弧焊的参数为:焊接电流70~100a,焊接速度200~280mm/min,ar等离子气流量1.2~2.8l/min,ar保护气流量16~20 l/min,喷嘴距工件3
‑
4mm。
10.通过一次施焊,同时形成包含钢
‑
铜熔化焊焊缝和铜
‑
铝瞬时液相扩散焊焊缝两种连接形式的复合接头。复合接头中部分未熔化的铜过渡层可有效阻止铁、铝元素的混合及冶金反应,从而避免脆性fe
‑
al金属间化合物的形成,降低接头脆性,改善其力学性能。
11.本发明的有益效果在于:采用本发明的方法进行高强钢
‑
铝合金异种金属的焊接,达到的性能指标为:(1)穿孔型等离子弧能量集中,弧柱挺直,焊接过程稳定,实现单面焊双面成形。焊缝成形美观,无裂纹、气孔、咬边、未焊透、未熔合等焊接缺陷,焊接工艺性能良好。
12.(2)板厚3
‑
5mm的高强钢
‑
铝合金异种金属等离子弧焊接,选用1.5~2.5mm宽的纯铜作为过渡层,获得的焊接复合接头中不包含脆性的fe
‑
al金属间化合物。抗拉试验中,接头断裂于铜
‑
铝合金一侧的液相扩散焊焊缝区,抗拉强度为110
‑
150mpa。
附图说明
13.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实例及其说明用于解释本发明,并不构成对本发明的不当限定。
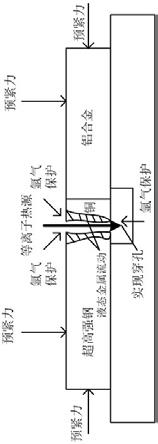
14.图1为本发明的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊施焊过程示意图;图2为本发明的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法流程及接头结构示意图;图3为本发明的高强钢
‑
铝合金复合接头内部的微观组织(高强钢与钢
‑
铜熔化焊焊缝界面高倍照片);图4为本发明的高强钢
‑
铝合金复合接头内部的微观组织(高强钢
‑
铜过渡层熔化焊焊缝高倍照片);图5为本发明的高强钢
‑
铝合金复合接头内部的微观组织(铜过渡层
‑
铝合金扩散焊焊缝高倍照片)。
具体实施方式
15.下面结合附图进一步说明本发明的详细内容及其具体实施方式。
16.参见图1至图5所示,本发明的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,工艺步骤为:试板表面处理
→
高强钢
‑
过渡层
‑
铝合金接触面预紧力调节
→
穿孔型等离子弧热源在高强钢
‑
过渡层的接触面施焊,实现高强钢
‑
铝合金异种金属的连接。本发明针对高强钢
‑
铝合金异种金属焊接接头的脆性问题,采用能量集中的穿孔型等离子弧作为焊接热源,选用铜作为过渡层,在单热源一次施焊的情况下形成包含钢
‑
铜熔化连接和铜
‑
铝瞬时液相扩散连接的复合接头。复合接头中存在的部分未熔化的铜过渡层可有效阻止铁、铝元素的混合及冶金反应,从而避免脆性fe
‑
al金属间化合物的形成,降低接头脆性,改善其力学性能。
17.实施例1:采用本发明的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,进行过渡层辅助的dp980高强钢
‑
6061铝合金异种金属等离子弧焊接,具体步骤如下:1)dp980高强钢和6061铝合金的板厚为4mm,过渡层选用2.5mm厚的纯铜。将母材进行精细的机械打磨,经碱洗和酸洗后备用。
18.2)高强钢和铝合金之间采用i形坡口对接形式,两者之间添加铜作为过渡层,通过压板固定钢板和铝板并通过调节预紧力使钢
‑
铜
‑
铝合金接触面之间保持10n~30n的压力。
19.3)等离子弧热源控制在钢上,距离钢
‑
铜接触面0.2mm的位置,等离子焊枪中压缩喷嘴直径为2.0mm。工艺参数为:焊接电流90a,焊接速度270mm/min,ar等离子气流量2.2l/min,ar保护气流量18 l/min,喷嘴距工件3.5mm。
20.在此工艺下焊接,过程稳定,焊缝成形美观,无裂纹、气孔、咬边、未焊透、未熔合等焊接缺陷;获得的复合接头中包含钢
‑
铜熔化焊焊缝、部分未熔化的铜过渡层和铜
‑
铝瞬时液相扩散焊焊缝;抗拉试验中,接头断裂于铜
‑
铝合金一侧的液相扩散焊焊缝区,平均抗拉强度为130mpa。
21.实施例2:采用本发明的过渡层辅助的高强钢
‑
铝合金异种金属等离子弧焊接方法,进行过渡层辅助的dp1180高强钢
‑
5a06铝合金异种金属等离子弧焊接,具体步骤如下:1)dp1180高强钢和5a06铝合金的板厚为3mm,过渡层选用2mm厚的纯铜。将母材进
行精细的机械打磨,经碱洗和酸洗后备用。
22.2)高强钢和铝合金之间采用i形坡口对接形式,两者之间添加铜作为过渡层,通过压板固定钢板和铝板并通过调节预紧力使钢
‑
铜
‑
铝合金接触面之间保持10n~30n的压力。
23.3)等离子弧热源控制在钢上,距离钢
‑
铜接触面0.5mm的位置,等离子焊枪中压缩喷嘴直径为1.5mm。工艺参数为:焊接电流70a,焊接速度260mm/min,ar等离子气流量1.6l/min,ar保护气流量18 l/min,喷嘴距工件4mm。
24.在此工艺下焊接,过程稳定,焊缝成形美观,无裂纹、气孔、咬边、未焊透、未熔合等焊接缺陷;获得的复合接头中包含钢
‑
铜熔化焊焊缝、部分未熔化的铜过渡层和铜
‑
铝瞬时液相扩散焊焊缝;抗拉试验中,接头断裂于铜
‑
铝合金一侧的液相扩散焊焊缝区,平均抗拉强度为125mpa。
25.以上所述仅为本发明的优选实例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡对本发明所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1